天龙M10 M20_中文手册.pdf - 第343页
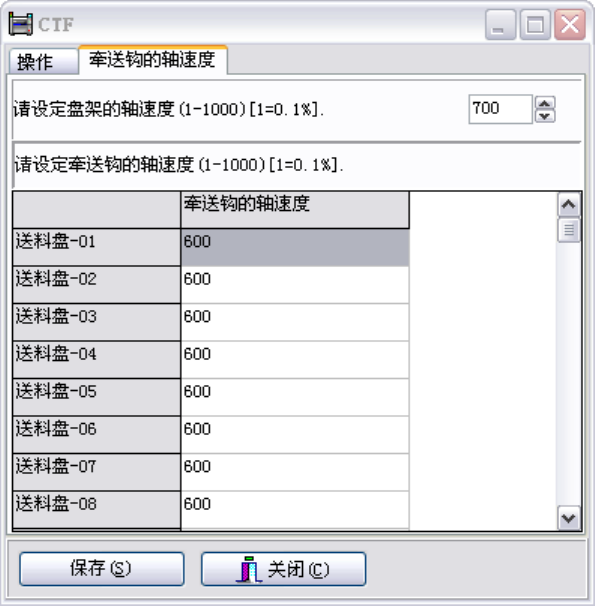
10.元件短缺和出错对应方法 10-27 ■ 牵送钩的轴速度 可以对盘架的速度进行设定。最高速度为 1000,用 0.1%的单位进行设定。 另外, 对应每个送料盘, 可以对生产时的牵送钩轴速度进行设定。 最高速度为 1000, 用 0.1%的单 位进行设定。 【操作】 ⑨ 点击要进行速度变更的送料盘的单元格。 ⑩ 输入从 1 到 1000 之间的数值。
10.元件短缺和出错对应方法
10-26
■ CTF 的操作
【项目】
送料盘情报 可以显示出盘架内的状态。在盘架内如果有送料盘存在的情况下,其序
号的复选标记框将被选中。
供给送料盘 送料盘在元件供给位置时,将显示出那个送料盘的序号。送料盘不在元
件供给位置时,将显示[0]。
【注释】 在 CTF 操作画面中,除上述操作之外,还可以对[门的锁定]的 ON/OFF 进行操作。
这些机能,是在为了对诸如 CTF 发生不明异常时、需要手动取出送料盘等情况进行对应时而采取
的机构操作。通常情况下请不要使用。
● 初始设定及异常修正
在通常状态下,请不要使[送料盘情报]、[供给送料盘]的信息与现实的状态发生偏差。在发
生异常等情况时,如果出现偏差,请对其进行修正。在[送料盘情报]框内,如果点击各序号的
复选标记框,就可以将其选中,在盘架内就会显示出此送料盘存在的信息。如果再次点击,复选
标记就会消失。
● 将送料盘送到元件供给位置的方法
【操作】
① 在[送料盘序号]的自旋编辑框中,对送料盘的序号进行指定。
② 点击[动作模式]中的<搬出>按钮。
③ 点击<实行>按钮。
④ 显示出“要实行吗?”的对话框,点击<确定>按钮,执行操作。
● 将送料盘返回盘架内的方法
【操作】
① 点击[动作模式]中的<返回>按钮。
② 点击<实行>按钮。
③ 显示出“要实行吗?”的对话框,点击<确定>按钮,送料盘将返回到盘架内。
【注释】 通常情况下在生产结束时,所有的送料盘都应该被收回到盘架内。请与现状进行比较,如果与窗
口的显示不同,请将全部送料盘返回到盘架中。
【注释】 通过 CTF 上部的「Setup」开关,也可以将拉出到升降机上的送料盘返回到盘架内。
10.元件短缺和出错对应方法
10-27
■ 牵送钩的轴速度
可以对盘架的速度进行设定。最高速度为 1000,用 0.1%的单位进行设定。
另外,对应每个送料盘,可以对生产时的牵送钩轴速度进行设定。最高速度为 1000,用 0.1%的单
位进行设定。
【操作】
⑨ 点击要进行速度变更的送料盘的单元格。
⑩ 输入从 1 到 1000 之间的数值。
10.元件短缺和出错对应方法
10-28
维修菜单的操作方法
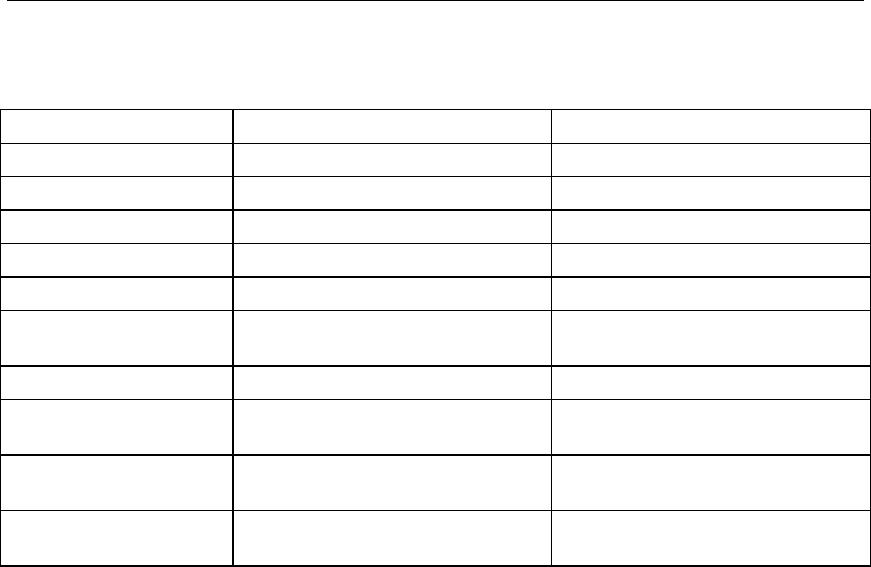
下表将对在错误对应处理以及运行准备过程中使用的“手动>维修”的项目及其概要进行说明。操
作方法将在后面详细进行叙述。
该方法原则上是面向服务人员的机能,在通常的用户操作中不使用。
维修菜单 使用目的 相关的错误/状况
伺服器 OFF 将伺服器马达的电源切断。 -
ANC 检查 对 ANC 的动作进行确认。 ANC 出现错误。
照明检测 对相机照明情况进行确认。 照明出现错误。
检查送料器固定架 对送料器的驱动进行确认。 送料器固定架出现错误。
吸嘴识别 对吸嘴 ID 识别机能进行检测。 吸嘴出现错误。
送料器位置确认 请参照送料器使用说明书的“吸取
位置的检查”一节。
吸取出现错误。
测试传送带 对传送带的再现性进行测试。 基板设定出现错误。
SW 检查模式 对各开关的动作进行检测,在实行
后需要对系统进行再次启动。
-
智能型送料器 对智能型送料器的 LED 点灯状态等
各种动作进行确认。
-
保养通知
对贴片机各部必要的保养时期
进行通知。
-
【注释】 如果选择“主菜单>手动>维修>伺服器 OFF”一项,将出现[电源控制]窗口。根据需要,请将
电源进行 ON 或者 OFF 之后,再实施其它各项操作。