天龙M10 M20_中文手册.pdf - 第485页
16.点胶机 16-5 偏差值个数 将基板点胶点的[X 坐标]、 [Y 坐标]作为 “0 点” , 将会显示出设定的偏 差值。 当没有偏差时, 将会显示为 “1” , 在基板点胶点的[X 坐标]、 [Y 坐标] 上被点胶 1 点。 另外,如果双击,将会显示出[偏差值&模式编辑]画面。 在该画面中,可以对点胶点的偏差值进行设 定。另外,也可以对引线点 胶进行设定。 【注释】 [X 偏差值]、[Y 偏差值],可将贴装&标识符…
16.点胶机
16-4
点胶机的相关数据
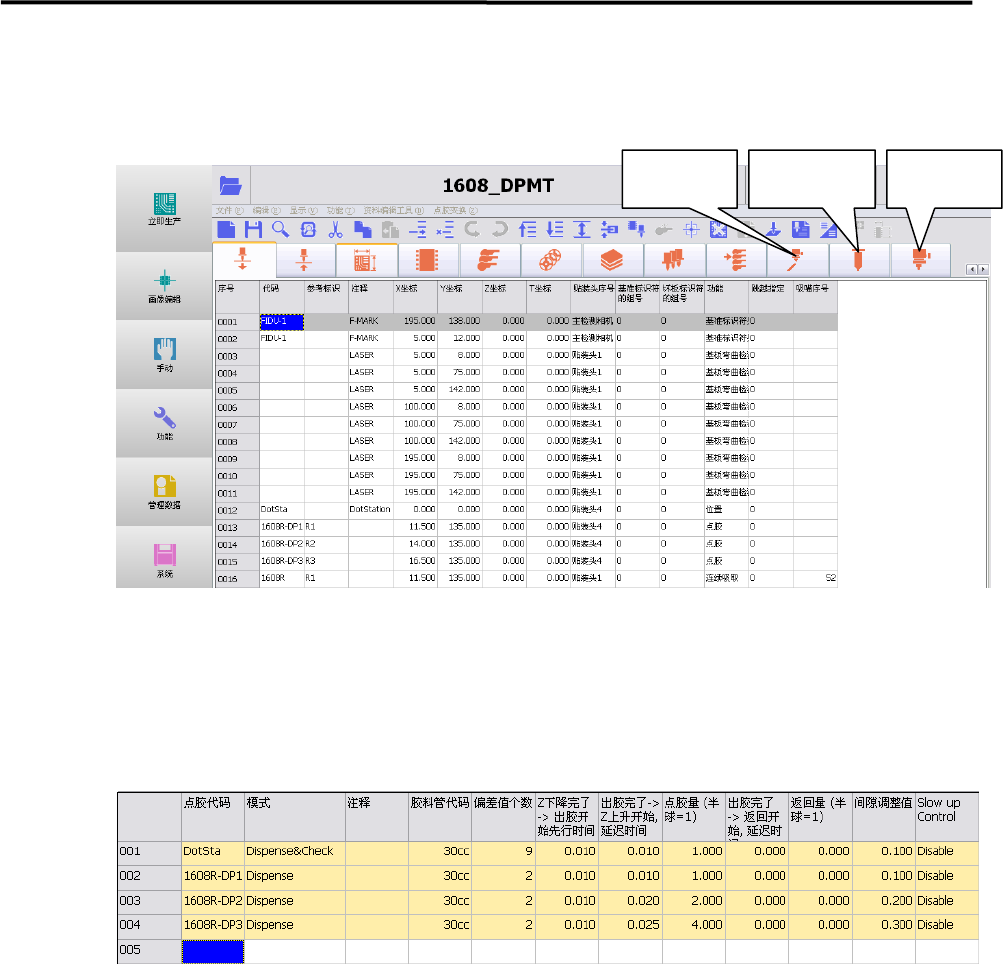
在点胶机的相关数据中,有下列所示的点胶数据、胶料管数据、点胶针数据。
点胶数据
通过点胶数据,对点胶量进行设定。
【菜单】 点胶数据
【项目】
点胶代码 可输入点胶代码。
将与贴装&标识符(程序)的代码相链接。
另外,如果双击,将会显示出[点胶检查](功能>扩张设定)的画面。
【注释】 在该点胶代码栏中,请不要使用“DotStation”的拼写。
否则会出现错误。
模式 可通过右击,选择模式。
①在测试点布站上点胶时,请选择“点胶&检查”。
在点胶之后,通过基板相机进行摄影,自动调整为设定的
点胶径(点胶面积)。
②在基板上点胶的情况下,请选择“点胶”。
注释 可输入注释。
胶料管代码 可通过右击,对后述的胶料管数据中的胶料管代码进行选择。
另外,如果右击,将会跳跃到胶料管数据画面。
点胶
数据
胶料管
数据
点胶针
数据
16.点胶机
16-5
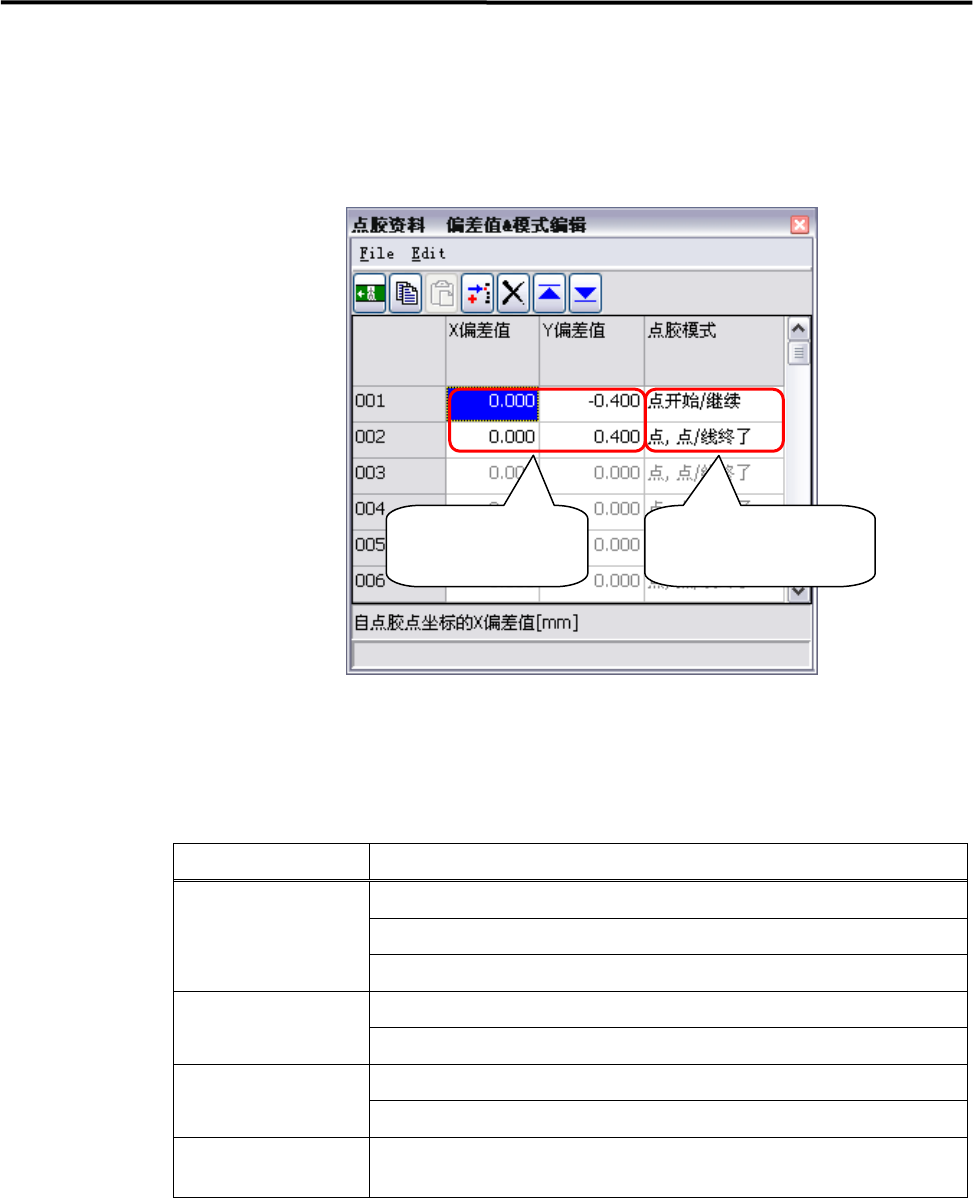
偏差值个数 将基板点胶点的[X 坐标]、[Y 坐标]作为“0 点”,将会显示出设定的偏
差值。
当没有偏差时,将会显示为“1”,在基板点胶点的[X 坐标]、[Y 坐标]
上被点胶 1 点。
另外,如果双击,将会显示出[偏差值&模式编辑]画面。
在该画面中,可以对点胶点的偏差值进行设定。另外,也可以对引线点
胶进行设定。
【注释】 [X 偏差值]、[Y 偏差值],可将贴装&标识符(程序)中的点胶点的
[X 坐标]、[Y 坐标]作为“0 点”加以考虑。
另外,请与元件尺寸相匹配,决定出适当的[X 偏差值]、[Y 偏差值]。
点胶模式
点胶模式 内容
实施打点涂布。
结束打点涂布。
点、点/线终了
结束引线涂布。
开始打点涂布。
点开始/继续
继续打点涂布。
开始引线涂布。
线开始/继续
继续引线涂布(不使点胶头上升,也可以改变引线的方向)。
线终了/继续
结束引线涂布(使点胶头暂时上升),然后再继续进行打点或者
引线涂布。不改变点胶代码进行复数的引线涂布。
Z 下降完了~出胶开始先行时间
可以对 Z 下降先行完毕、出胶开始的时间进行设定。
(单位:sec)
出胶完了~Z 上升开始、延迟时间
可以对出胶完毕、Z 上升开始的时间进行设定。
(单位:sec)
输入[X 偏差值]、
[Y 偏差值]
通过右击,
选择[点胶模式]
16.点胶机
16-6
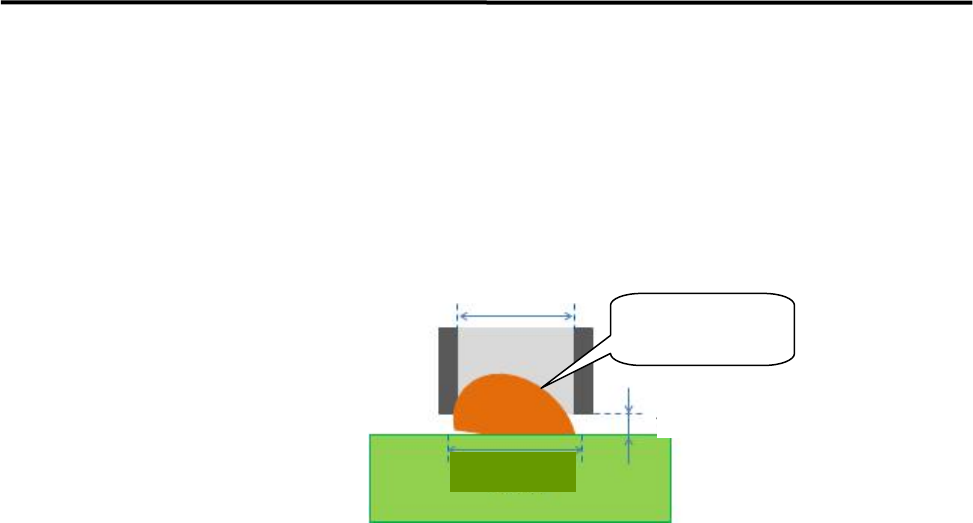
点胶量(半球比) 在通常情况下,点胶径大于点胶针内径。
①因此,按照“点胶径=点胶针内径×[点胶径系数 N]”进行计算。
该[点胶径系数 N]取决于胶料,因此,将在后述的胶料管数据中进行
设定。
②假设点胶的形状为半球形,然后再根据算出的点胶径,对半球的体积
进行计算。
③用该[半球比]乘以算出的半球体积,,其结果就是点胶量。
点胶量=半球的体积×[半球比]
点胶量可以通过该[半球比]的数值进行调整。
出胶完了~返回开始、延迟时间
点胶后可能会从点胶针前端后垂的胶料,在点胶后需要将其吸引回去。
螺杆式点胶头,可以通过反向旋转螺杆加以吸引。
该吸引方法称为“回吸”。
在此,可以对出胶完毕、“回吸”开始的时间进行设定。
(单位:sec)
返回量(半球比) 可对上述的“回吸”量进行设定。
“回吸”量=半球体积×[半球比]
“回吸”量可以通过该[半球比]的数值进行调整。
间隙调整值 可以对点胶时基板与点胶针的间隙进行调整。
在后述的点胶针数据中,符合点胶针内径的
[点胶针间距]将会被设定。
点胶针的间隙=[点胶针间距]+间隙调整值。
(单位:mm)
假设点胶的形状
为半球形
点胶径
间隙
点胶针嘴内径