天龙M10 M20_中文手册.pdf - 第398页
12.管理数据 12-6 生产枚数、 一时停止次数、 基准标识符识别次数、基准标识符识别 NG 次数、 基准标识符手动确定 次数、 坏板标识符识别次数、 坏板标识符识别 NG 次数、坏板标识符处理跳跃次数、 坏板标识符处 理未跳跃次数、 吸取次数、 贴装次数、 吸取 NG 次数、 图像 NG 次数、 电极浮起 NG 次数、 中断次数、 丢弃次数、返回次数、阻塞次数、ANC 脱开次数、ANC 附着次数、元件短缺时吸取 NG 次数、送料 器…
12.管理数据
12-5
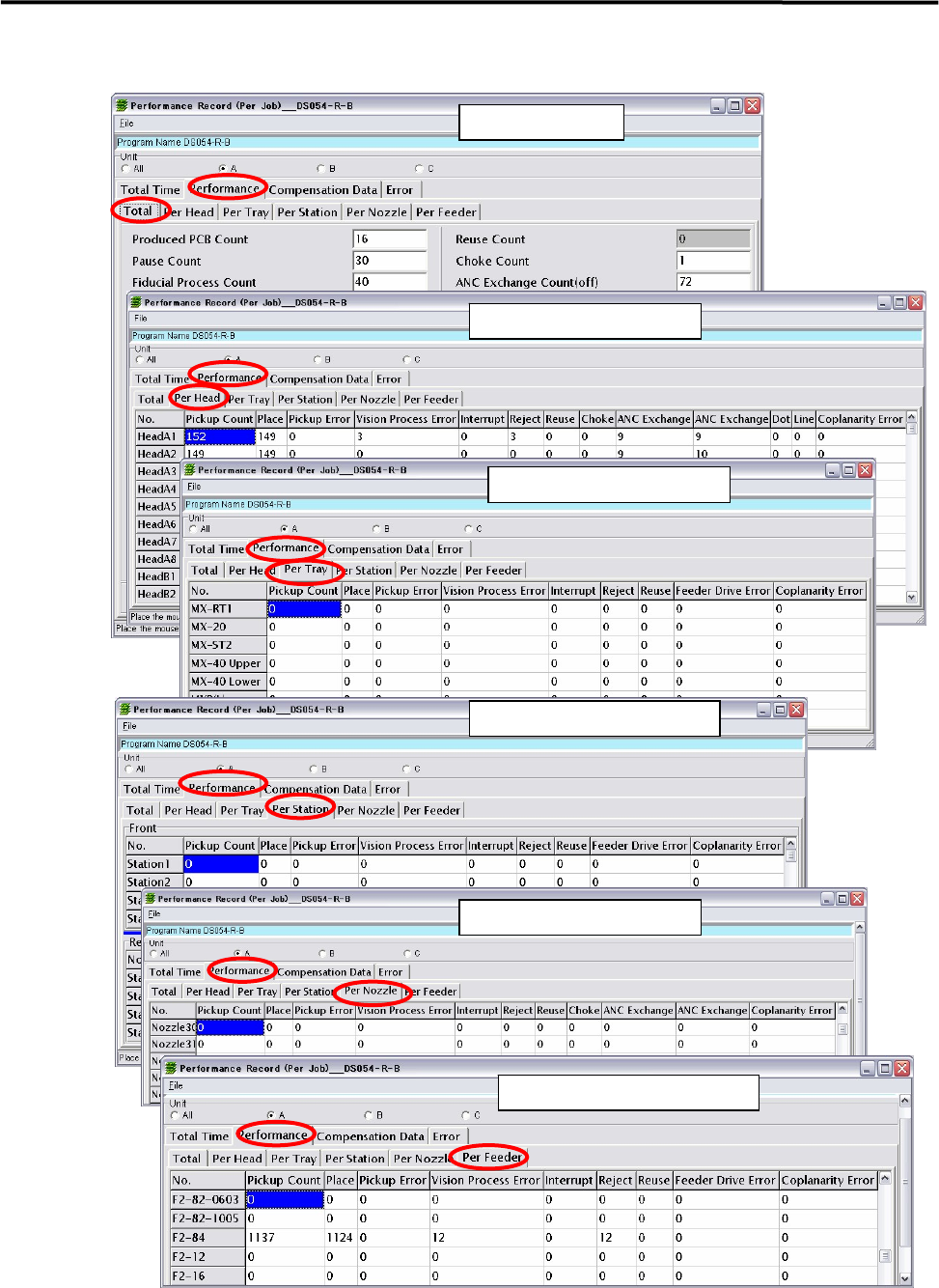
● 实绩管理的画面
实绩管理>全体
实绩管理>每个贴装头
实绩管理>每个矩阵盘
实绩管理>每个送料站
实绩管理>每种吸嘴类型
实绩管理>每种送料器
12.管理数据
12-6
生产枚数、一时停止次数、基准标识符识别次数、基准标识符识别 NG 次数、基准标识符手动确定
次数、坏板标识符识别次数、坏板标识符识别 NG 次数、坏板标识符处理跳跃次数、坏板标识符处
理未跳跃次数、吸取次数、贴装次数、吸取 NG 次数、图像 NG 次数、电极浮起 NG 次数、中断次数、
丢弃次数、返回次数、阻塞次数、ANC 脱开次数、ANC 附着次数、元件短缺时吸取 NG 次数、送料
器链接次数、PCB 跳跃次数、生产程序切换次数、QR 代码识别次数、QR 代码识别 NG 次数、吸嘴
ID 识别次数、吸嘴最适配置次数、2 点基准次数、2 点基准(伸缩补正)次数、吸取错误/吸取次
数(%)、图像错误/吸取次数(%)、送料器驱动错误次数
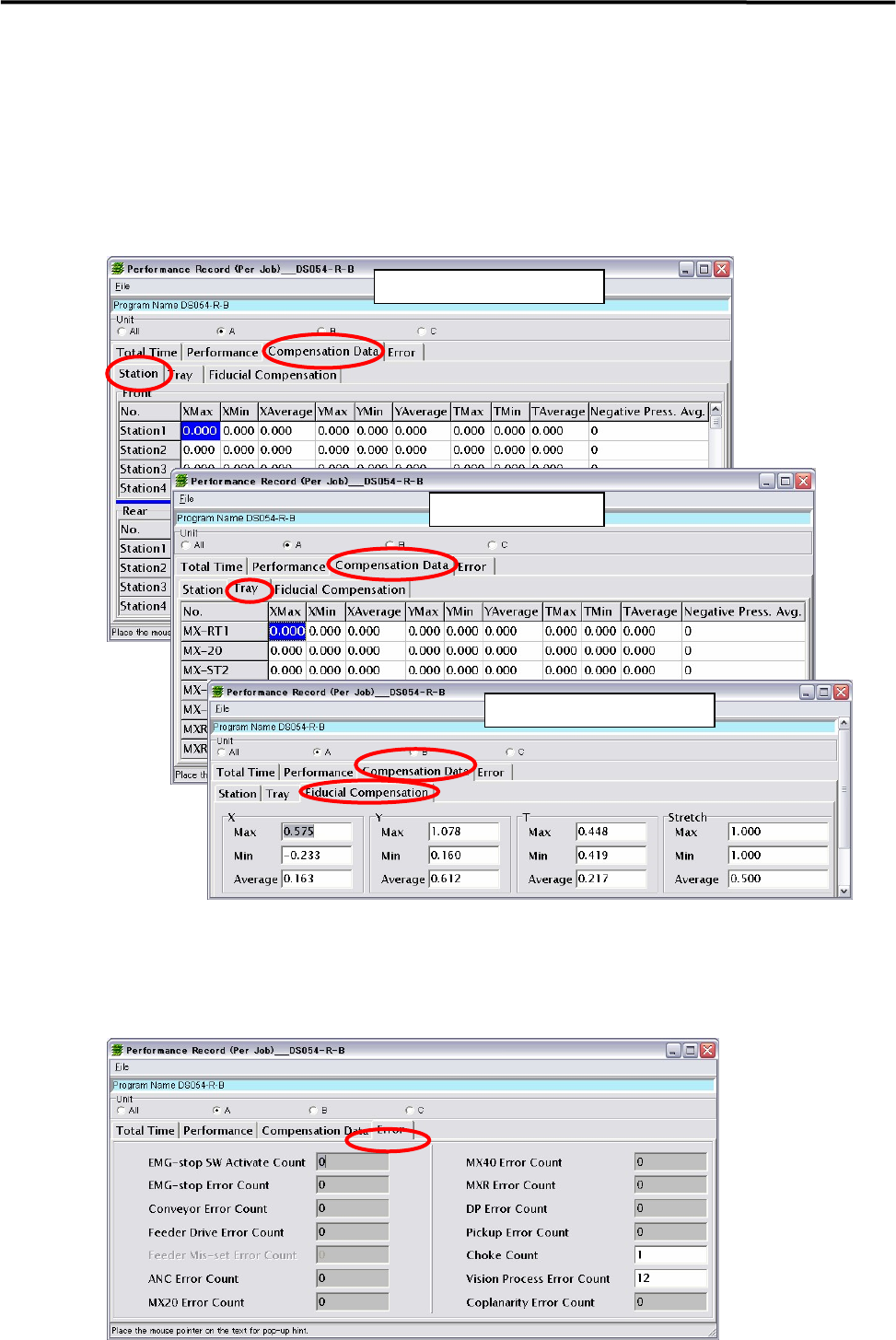
● 统计数据的画面
X 最大值、X 最小值、X 平均值、Y 最大值、Y 最小值、Y 平均值、T 最大值、T 最小值、T 平均值、
负压平均值、伸缩率最大值、伸缩率最小值、伸缩率平均值
● 错误管理的画面
统计数据>送料站
统计数据>矩阵盘
统计数据>基准偏移量
12.管理数据
12-7
非常停止开关次数、非常停止系列错误次数、基板搬送错误次数、送料器驱动错误次数、送料器
未安装错误次数、ANC 错误次数、吸取 NG 次数、阻塞次数、图像 NG 次数、电极浮起 NG 次数
■ 任意指定
“任意指定”与“每次生产”不同,可以在任意时间对生产管理数据进行采集。
(采集的项目与“每次生产”相同。)
通过使用这一功能,可以很容易地对诸如单位时间内或者 1 周时间的生产总计等各种条件的管理
数据进行采集。
另外,为了在任意的时间进行采集,可采取下列 2 种方法:
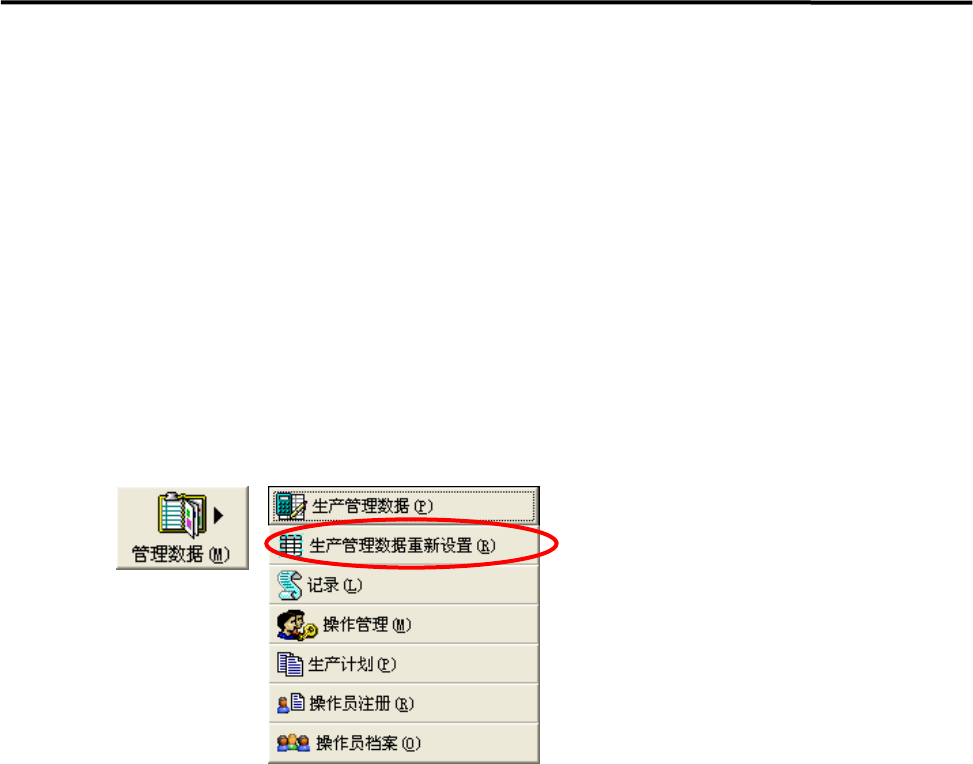
● 生产管理数据重新设置
管理数据>生产管理数据重新设置
以执行生产管理数据重新设置为起始点,对到执行下一次生产管理数据重新设置为止时间内的管
理数据进行采集。
● PCB 计数器的重新设置
系统>用户参数>其他
以执行 PCB 计数器重新设置为起始点,对到执行下一次 PCB 计数器重新设置为止时间内的管理数
据进行采集。另外为了使用这一功能,需要将“用户参数>其他>与 PCB 计数器的重新设置同时进
行生产管理数据的重新设置”功能变为有效。
详细情况请参照“第 11 章 参数的设定>生产管理数据”一节。