天龙M10 M20_中文手册.pdf - 第306页
9.生产 9-22 ■ 生产中不能进行编辑的项目 [基板数据编辑]的基板设定 [AWC]开关的操作 MMI 的结束 生产菜单的全部 维修菜单的全部 手动>轴>传送带的轴移动 手动>DI/DO>DO 操作 手动>机构操作 手动>基板设定 手动>自动调幅 手动>气压测定 功能>文件备份&复原 功能>CAD 变换 功能>字体设定 系统>重新输入密码 系统>系…
9.生产
9-21
生产中的编辑
在生产中,可以进行数据输入、检测、图像测试等的编辑作业,并可以对程序/各数据等进
行修正/变更。而且,修正/变更等编辑的内容还可以马上反映到正在实行的生产中。
【注释】 关于生产中的“暂时修正”,请参照下一页。
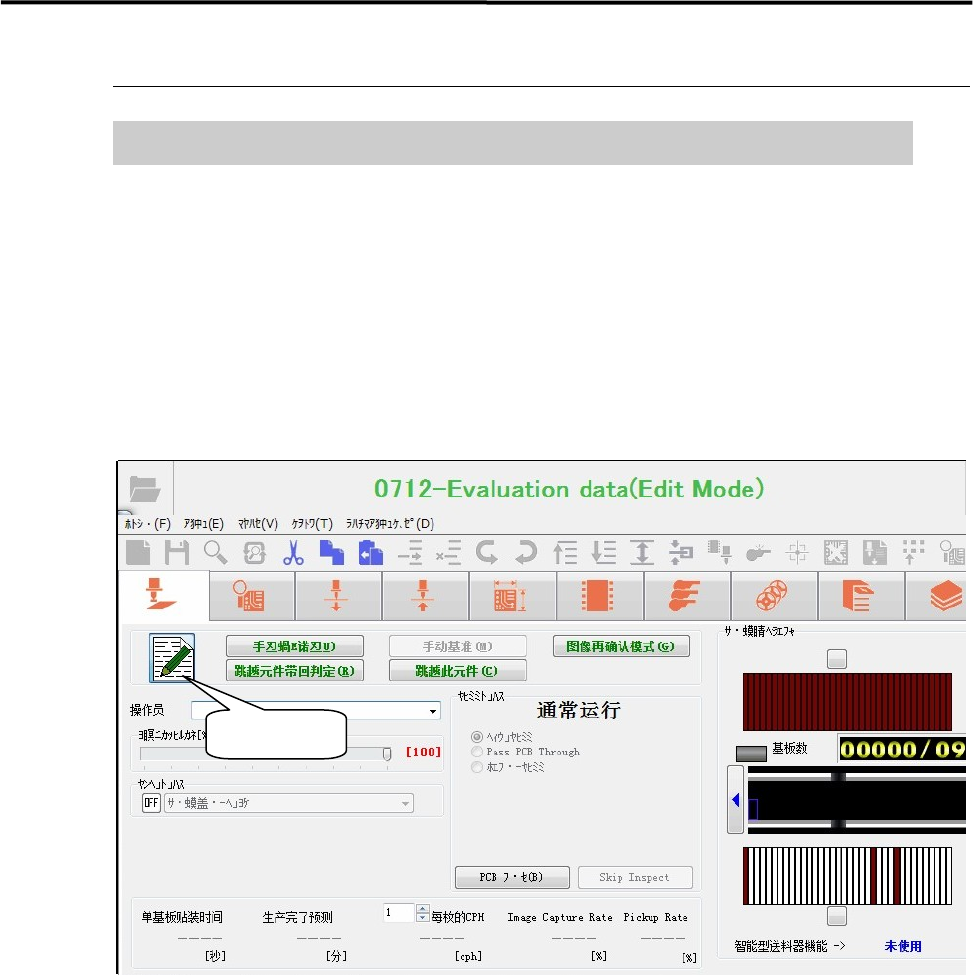
在生产过程中,当暂时停止时、基准识别错误停止时、元件短缺停止时,[生产]窗口中的<修正
模式>按钮将变为有效。如果点击该按钮,附属模式将从“暂时停止”移动到“编辑”模式下,就
可以进行编辑作业。此处的编辑作业与通常的编辑基本相同,但是基板夹紧状态的变化功能以及
DO 的直接控制功能将不能实行。
在对程序/各数据进行修正/变更等编辑后,请点击<修正模式>按钮,返回到“暂停”状态之后再
重新开始生产。
当重新开始生产之后,修正/变更等编辑的内容就会被加以反映。
在进行生产中的编辑时,不仅要进行通常的数据检查,同时还要对编辑前的数据进行比较检查。
通过该检查如果发现错误,则不能对现在实行中(生产中)的数据进行更新。不能进行数据更新的
情况如下所示。
z 插入/删除贴装数据行。
z 变更“贴装头”的项目。
z 变更“功能”的项目。
z 变更基板数据的原点坐标。
z 数据检查中发现错误。
在上述检查中,如果发现错误时,请采取重新编辑或者取消生产等方法进行处理。
修正模式

9.生产
9-22
■ 生产中不能进行编辑的项目
[基板数据编辑]的基板设定
[AWC]开关的操作
MMI 的结束
生产菜单的全部
维修菜单的全部
手动>轴>传送带的轴移动
手动>DI/DO>DO 操作
手动>机构操作
手动>基板设定
手动>自动调幅
手动>气压测定
功能>文件备份&复原
功能>CAD 变换
功能>字体设定
系统>重新输入密码
系统>系统参数
系统>升级
系统>自动备份
系统>系统备份
系统>系统复原
系统>网络连接的计算机
系统>网络特性
9.生产
9-23
生产中的暂时修正
在生产中,只是对生产进行暂时修正的情况下,可以利用的功能有以下三种,即“元件跳跃功能”、
“元件被带回判定的跳跃功能”以及“手动基准功能”。通过该功能所修正的内容仅适用于实行
中的生产,不能对原来的生产程序进行变更。
【注释】 但是,后述的“手动吸取点补正功能”,其修正值将会被保存在原来的生产程序中并加以变更。
另外,同样是后述的“图像数据的再编辑功能”,也会对元件的图像资料进行修正保存,并加以
变更。
在生产暂时停止时,如果点击生产窗口中的<修正模式>按钮,<元件跳跃>按钮及<元件被带回判定
的跳跃功能>按钮将会变为有效,就可以进行暂时修正。
元件跳跃功能
■ 错误停止时的跳跃指定
在出现错误生产停止的状态下,对错误的元件进行跳跃指定后,可以继续进行生产。
【操作】
① 按下 CLEAR
开关,关闭警报音。
② 按下 CLEAR 开关。
③ 点击生产窗口中的<修正模式>按钮。
④ 点击<元件跳跃>按钮。
⑤ 点击显示出的错误元件。
⑥ 从中选择<仅跳跃本次>或者<以后不贴装此元件>。
⑦ 点击<关闭>按钮,将窗口关闭。
⑧ 按下 START
开关,再次启动生产。
【注释】 在此所指定的元件跳跃,仅适用于实行中的生产,不能对生产程序的内容进行变更。
元件被带回判定的跳跃功能
就是通过元件被带回判定的 NG,对错误停止元件的再贴装处理加以跳跃的功能。
【操作】
① 按下 CLEAR
开关,关闭警报音。
② 按下 CLEAR 开关。
③ 点击生产窗口中的<修正模式>按钮。
④ 点击<元件被带回判定的跳跃功能>按钮。
⑤ 点击显示出的错误元件。
⑥ 点击<关闭>按钮,将窗口关闭。
⑦ 按下 START
开关,再次启动生产。