3OM-1075-002.pdf - 第214页
4. 2 "Machine Performance Data" T ab The corresponding tab sheet enables the operator to view the perfor- mance data of the production model. • Sheet Layout When the "Machine Performance Data" tab is …
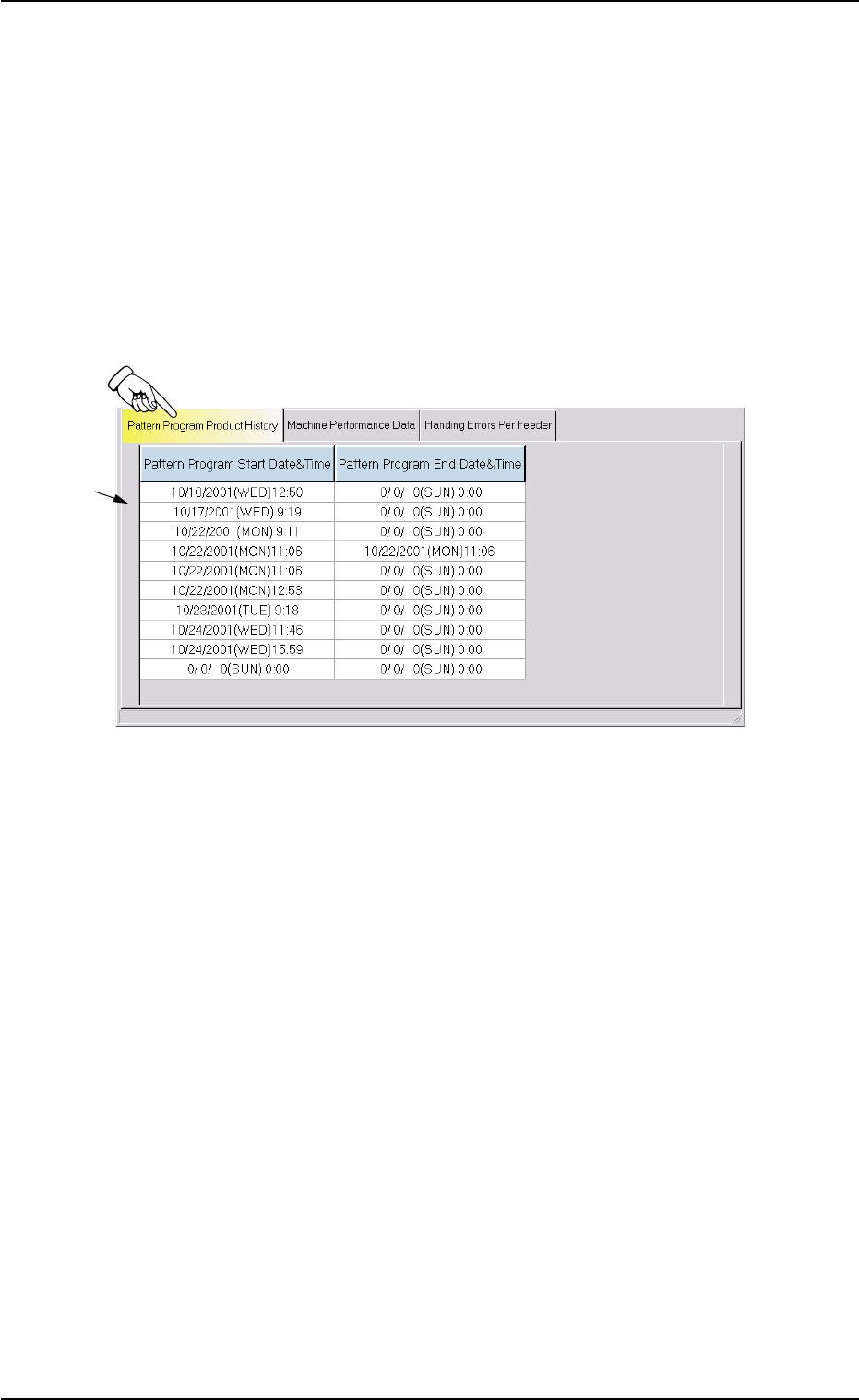
4.1 "Pattern Program Product History" Tab
The corresponding tab sheet enables the operator to check the pattern
program start and end date & time records (logs).
• Sheet Layout
When the "Pattern Program Product History" tab is pressed in the "Pat-
tern Program Management Data" window, the following tab sheet ap-
pears inside the window.
Fig. 3D17 "Pattern Program Product History" Tab Sheet
• Sheet Composition
*1 List of Pattern Program Logs
Up to 10 records (logs that show the number of times specified as
current pattern program) are displayed for each individual pattern
programs.
The start and end date & time records (logs) are also displayed for
the selected pattern program.
When there are more than 10 logs, the older ones are deleted one
by one.
01 12-001 4-30
AHB01EDTP
4.1 "Pattern Program Product History" Tab
*1
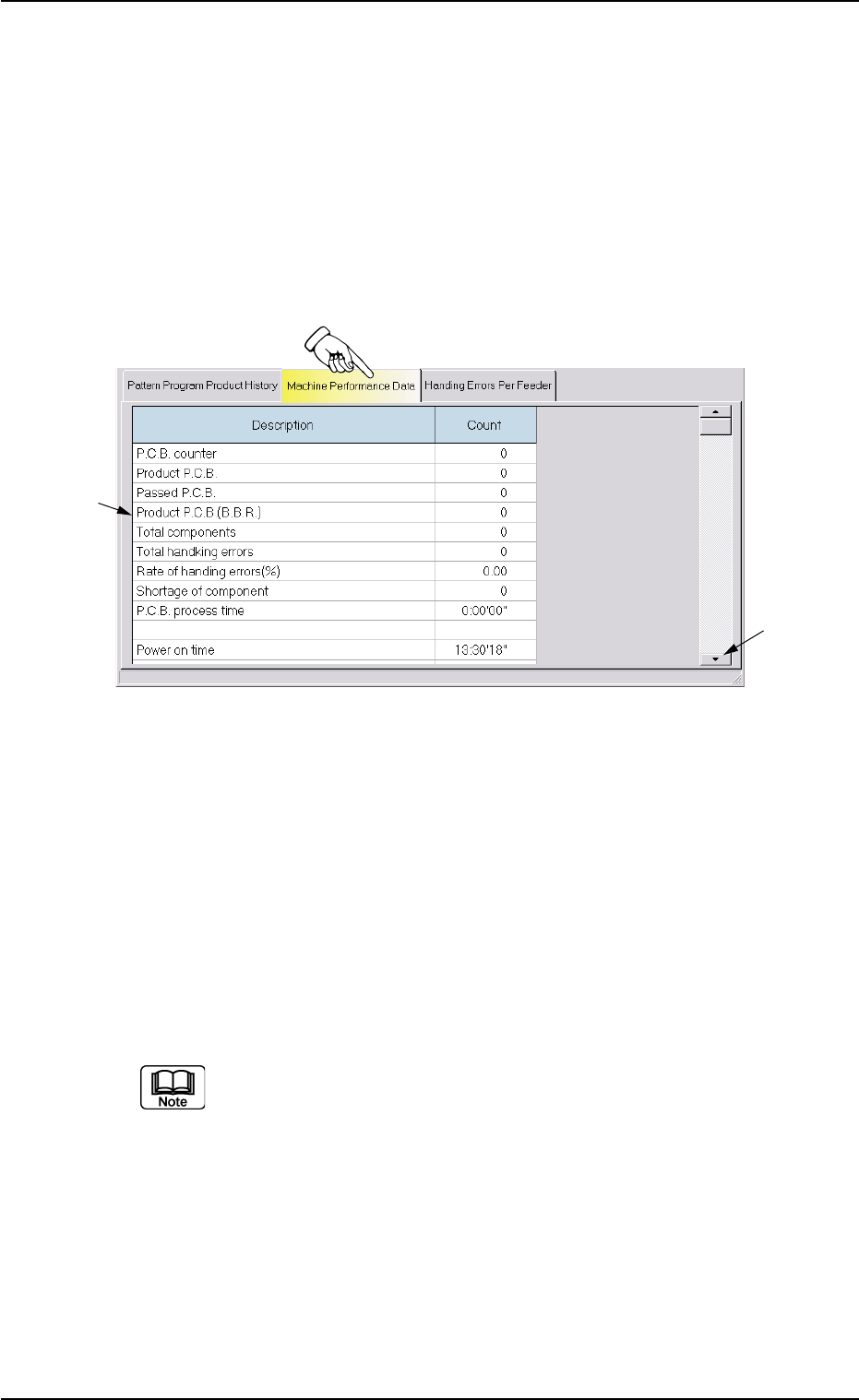
4.2 "Machine Performance Data" Tab
The corresponding tab sheet enables the operator to view the perfor-
mance data of the production model.
• Sheet Layout
When the "Machine Performance Data" tab is pressed in the "Pat-
tern Program Management Data" window, the following tab sheet ap-
pears inside the window.
Fig. 3D18 "Machine Performance Data" Tab Sheet
• Sheet Composition
*1 Items
The following items are displayed.
(1) P.C.B. counter
Shown is the number of produced P.C.B.’s.
Counting is implemented when the X/Y beam is zeroed after com-
ponent placement operation (when a P.C.B. is finished).
When a pattern program is set several times as the current
program, the sum total is computed.
(2) Product P.C.B.
The number of produced unit P.C.B.’s on a multi-unit P.C.B. is
summed up. Counting is implemented when a unit P.C.B. is fin-
ished and the X/Y beam is zeroed.
When the bad board reject (B.B.R.) function (option) is used, de-
fective unit P.C.B.’s are excluded.
4.2 "Machine Performance Data" Tab
*2
*1
0206-002 4-31 AHB01EDTP

4.2 "Machine Performance Data" Tab
0206-002 4-32 AHB01EDTP
(3) Passed P.C.B.
The number of passed P.C.B.’s is counted when the machine is
set in the "PASS" mode.
Counting is implemented when the P.C.B. on the P.C.B. position-
ing section is transferred onto the output conveyor.
(4) Product P.C.B. (B.B.R.)
Shown is the number of defective P.C.B.’s summed up when the
bad board reject function (option) is used.
(5) Total components
Shown is the number of picked components (the number of pick-
up operations).
(6) Total handling errors
Shown is the total number of component handling errors.
(7) Rate of handling errors (%)
Shown is the percentage of handling errors per total number of
picked components.
(8) Shortage of component
Shown is the total number of detected component shortage er-
rors.
(9) P.C.B. process time
Shown is the total of the time required to finish a P.C.B.
(10) Power on time
Shown is the period of time during which the control power of the
machine was kept "ON".
Sample Display
10:03' 50" (10 hours, 3 minutes, and 50 seconds)
Auto run time
Shown is the time when the machine was running automatically.
When a pattern program is set as the current one several times,
the sum total is computed.
Placement time
Shown is the time required to finish a P.C.B. (from the first to the
last component placement on one product P.C.B.).
The essential component placement time is summed up. While
the machine is set in the "STOP" or the "PAUSE" mode or a step
operation is performed, the time is not measured.
This is used to calculate the average placement tact time per
component.