3OM-1075-002.pdf - 第72页
(C02_08) C Enter some of the following control commands. - (hyphen): This command handles the steps as those for component placement. S: This command invalidates the steps specified as those for component placement. C: T…
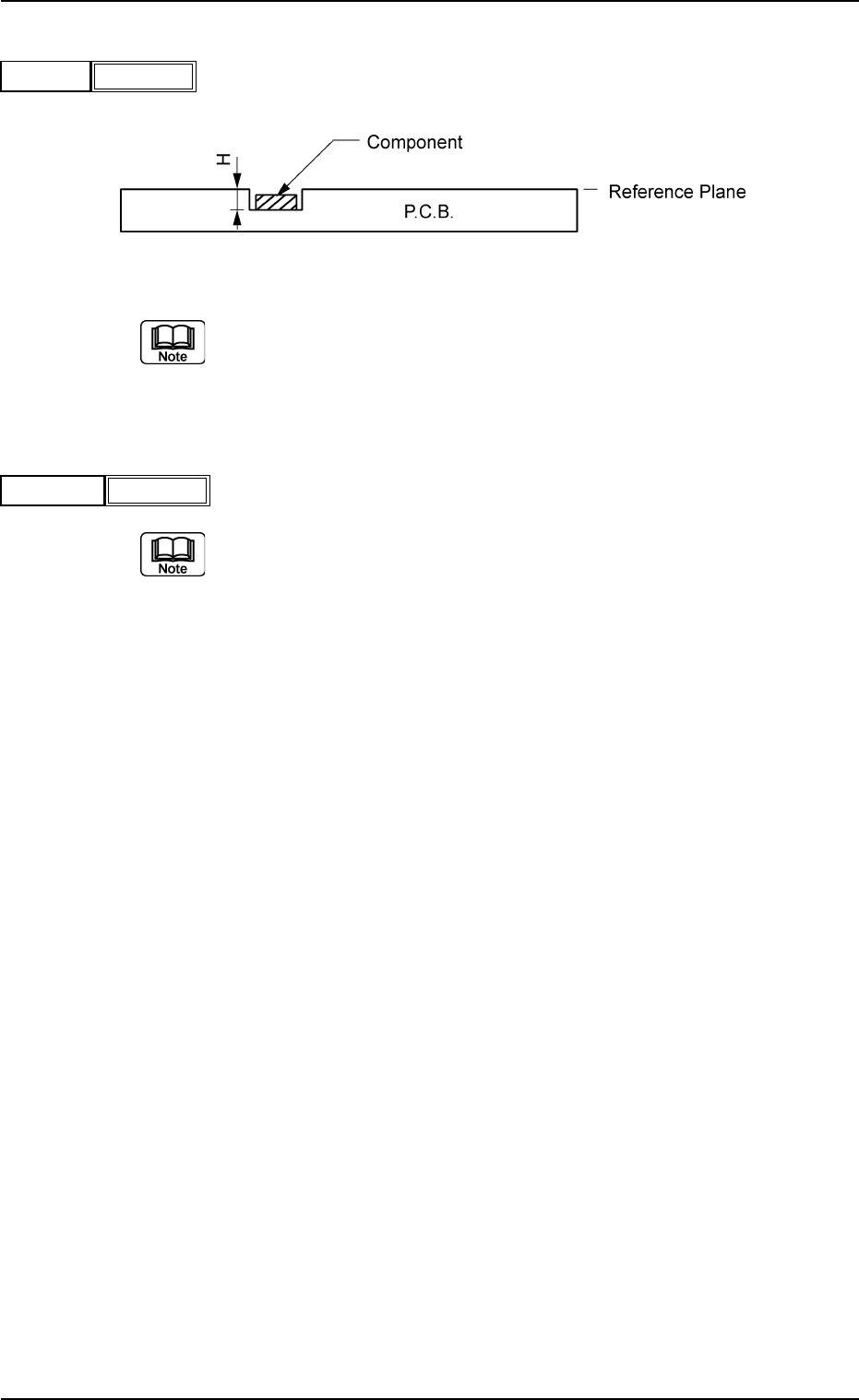
(C02_06) H [mm]
The component placement height can be corrected.
Fig. 3B105
When a parameter is set as "H" data in the last line (last step
No.), it becomes invalid because "E" is set in the "C (Control
Command)" text box.
(C02_07) Fdr. No.
Set the Nos. of the feeders loaded with components.
(a) The feeder Nos. (Fdr. Nos.) to be set here must be speci-
fied in the placement feeder location data.
(b) Do not set any feeder No. in the last line (last step No.).
Keep it as "000".
Fig. 3B106
0206-002 2-52 AHB01EDTP
2.5 Placement Data
H [mm]
Fig. 3B104
+0.00
Fdr. No.
101
(C02_08) C
Enter some of the following control commands.
- (hyphen): This command handles the steps as those
for component placement.
S: This command invalidates the steps specified
as those for component placement.
C: This command invalidates the steps specified
as those for component placement.
Note: As for dispensers, these steps become
valid.
D: This command handles the steps as those for
component placement.
Note: As for dispensers, these steps become
invalid.
E: When placement data (O) is not created, this
shows the end of the steps in the placement data
(P).
P: This shows the end of the steps in the place-
ment data (P) of a repetitive pattern program.
Components are placed in normal sequence.
Q: This shows the end of the steps in the place-
ment data (P) of a repetitive pattern program.
Components are placed in reverse sequence.
0, 1, 2, 3, 4, 5, 6, 7, 8, 9:
These control commands are used to enable
the block sorting function.
See Note (a).
(a) When this block sorting function is used in the following
cases, the productivity will be improved because compo-
nents are placed on the specified areas of unit P.C.B.’s.
• It is required to change the nozzles in the nozzle stocker
for component placement on a certain unit P.C.B. ac-
cording to the repetitive pattern program.
• It is required to change the nozzles in the nozzle stocker
in order to place tall components.
• The productivity deteriorates greatly because the pass
line level is kept high after tall components have been
placed.
(b) Confirm that "0" (zero) is set in the "X [mm]", "Y [mm]",
"Z=theta", "S", "HD","PU",and "Fdr. No." text boxes of the
last line (last step No.) and set "E", "P", or "Q".
0308-004 2-53
AHB01EDTP
2.5 Placement Data
C
Fig. 3B107
-
If a control command other than the following ones is
used, the step becomes invalid.
CAUTION
(C02_09) S
Select one of the following pick-up sequences.
-:A single step is specified.
The machine follows the pick-up sequence only for this
step.
Note: Steps may be paired according to the parameter
specified in the "S" text box in the previous step
(the step before this one).
One step is regarded as an object one (1 step).
1: "Simultaneous Pick-Up" is specified.
This step and the subsequent one are paired and the
components are picked up simultaneously by both
heads.
The selected step and the subsequent one are regarded
as object steps (2 steps).
Components are placed in the order of step Nos.
2: "Pick-Up Priority" is specified.
This step and the subsequent one are paired and the
following actions take place after the components are
picked up by both heads.
The selected step and the subsequent one are regarded
as object steps (2 steps).
Components are placed in the order of step Nos.
(a) By specifying "1" or "2" as the S data, a pair of placement
steps can be made.
(b) After the data is specified, some components may not be
picked up simultaneously because of the mechanical de-
sign of the machine.
0206-002 2-54 AHB01EDTP
2.5 Placement Data
S
Fig. 3B108
-