N7201A616J00.pdf - 第196页
NPM-W 2 EJM7DJ-MB-02O-00 生産計画 (生産枚数設定) 2-7 -1 操作編 2-7 自動運転のときの生産予定枚数の設定を行うことが できます。 また、生産予定枚数に対する部品の消費量を事前に 計算、表示することができます。 A 搬入枚数 搬入枚数を 0 にする。 B 1 3 2 2 生産予定枚数を入力 A 3 ● 入力範囲: 0 ~ 99999 ●‘ 0 ’ を設定したときは、自動運転 を止めずに連続生産ができる…
NPM-W2 EJM7DJ-MB-02O-00
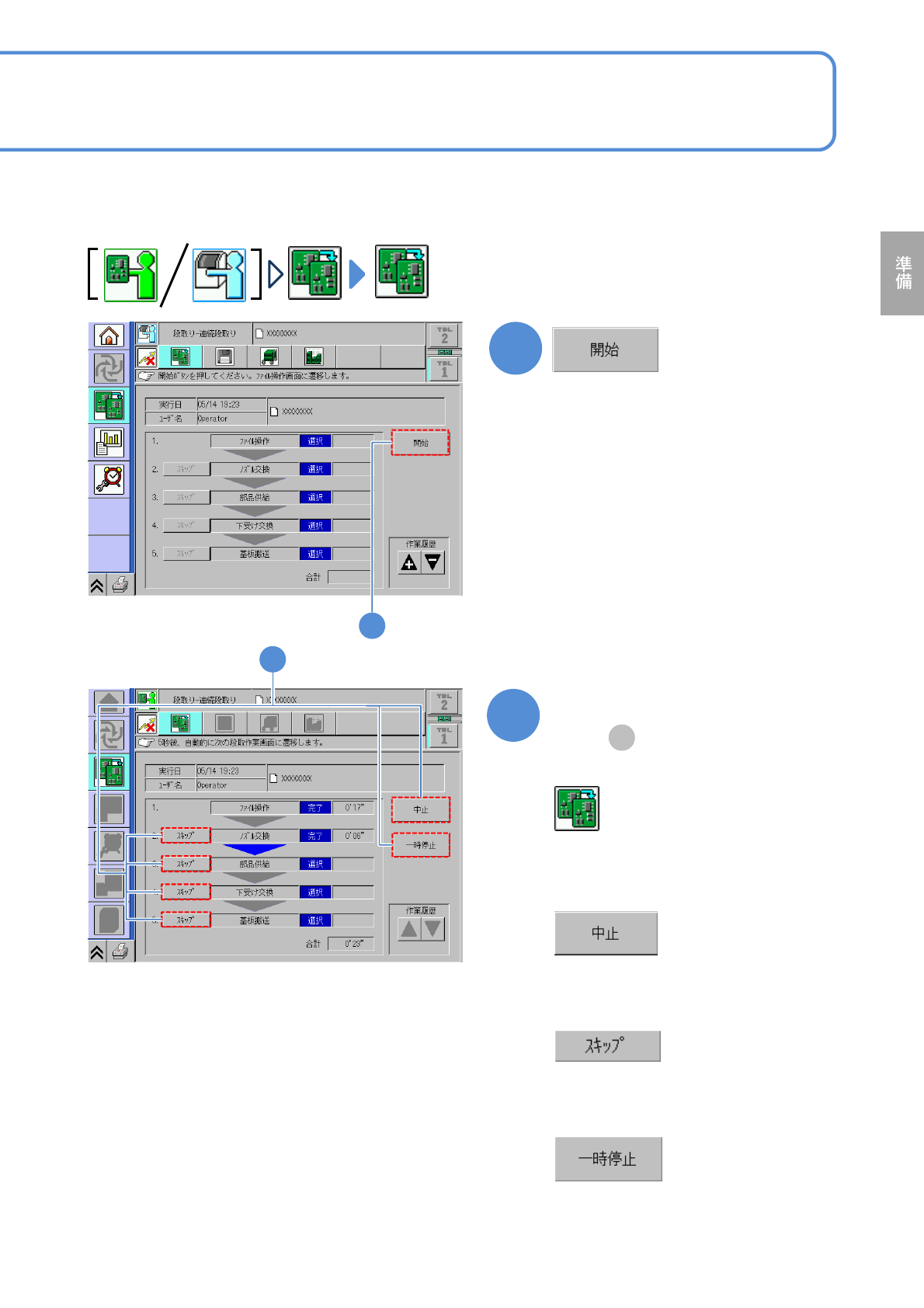
生産実績のあるデータを使用するとき、一連の段取り替え作業を連続して行います。
●個別段取りをするとき(→P.2-3-2 ~ P.2-5-5)
1
それぞれの作業を順に行う
1
■段取り替えを中断するとき
■次の作業に進むとき
(「はい」で連続段取り画面に戻る。)
(5秒後、次の段取り画面が表示される。)
■作業をとばすとき
●再度押すと解除される。
■段取り替えを一時中断するとき
●[再開]を押すと解除される。
●一時停止中もスキップ設定は変更できる。
2-6-2
2
2
(詳細は 参照)
D
●段取り作業の画面に遷移する。
NPM-W2 EJM7DJ-MB-02O-00
生産計画
(生産枚数設定)
2-7-1
操作編
2-7
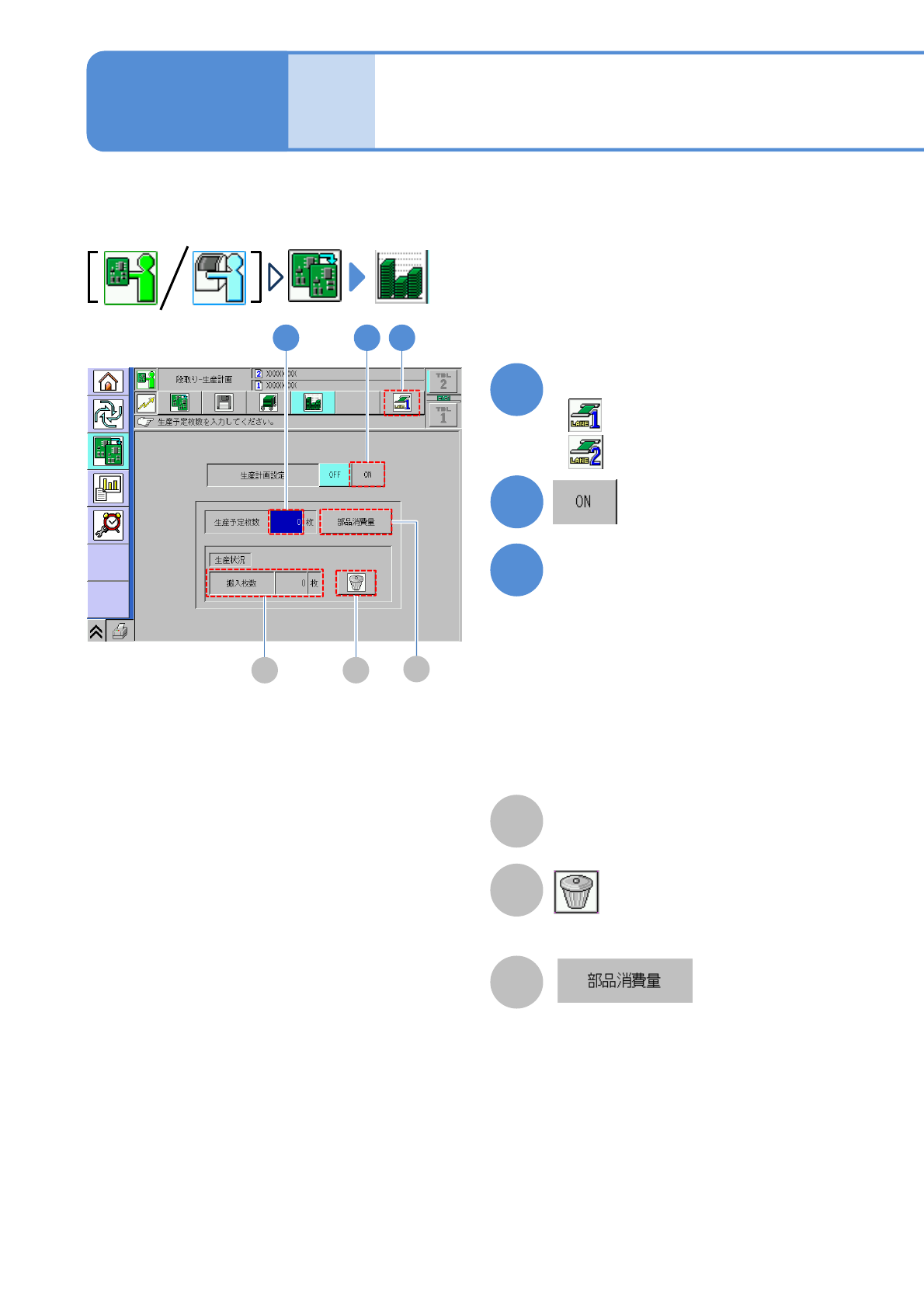
自動運転のときの生産予定枚数の設定を行うことができます。
また、生産予定枚数に対する部品の消費量を事前に計算、表示することができます。
A
搬入枚数
搬入枚数を0にする。
B
1
3
2
2
生産予定枚数を入力
A
3
●入力範囲: 0 ~ 99999
●‘0’ を設定したときは、自動運転
を止めずに連続生産ができる
B
1
レーンの選択
:レーン1
C
C
設定した枚数に対し必要な部品点数を表示。
(→P.2-7-2)
:レーン2
搬入した基板枚数を表示。
NPM-W2 EJM7DJ-MB-02O-00
2-7-2
DE K L M
D
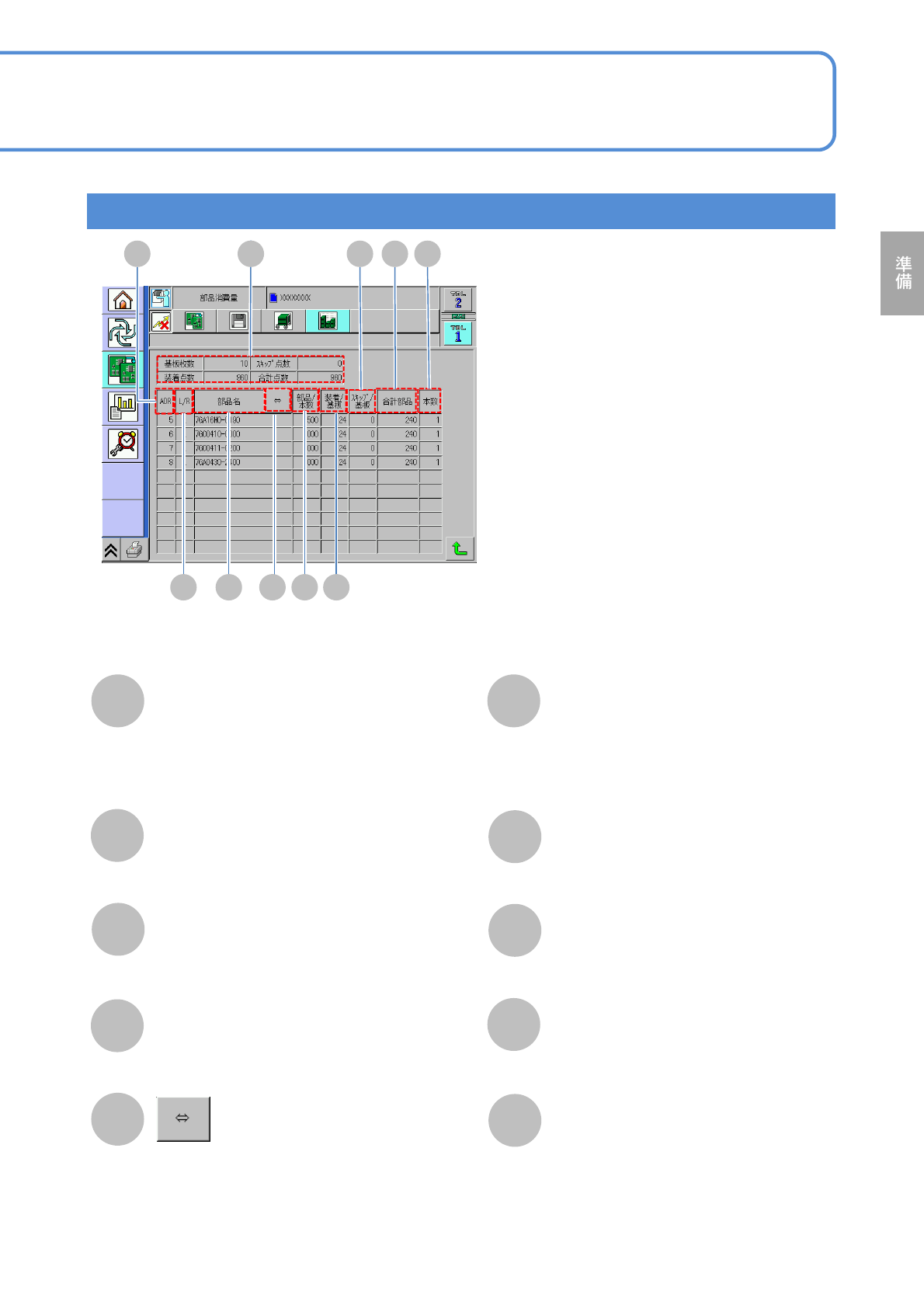
部品消費量を表示
基板枚数:生産された合計枚数
装着点数:基板に装着された合計
スキップ点数:装着をしなかった合計
合計点数:装着点数+スキップ点数
F
E
G
I
H
J
ADR(アドレス)
フィーダーが配置されているスロット
番号(アドレス)。
L/R
テープの配置位置。
部品名
長い部品名がスクロールで表示される。
部品/本数
フィーダー1本に対する部品数。
K
L
M
装着/基板
基板1枚に対する装着点数。
スキップ/基板
基板1枚に対するスキップ点数。
合計部品
部品の合計数。
本数
フィーダー本数。
F G H I J
部品消費量画面