N7201A616J00.pdf - 第327页
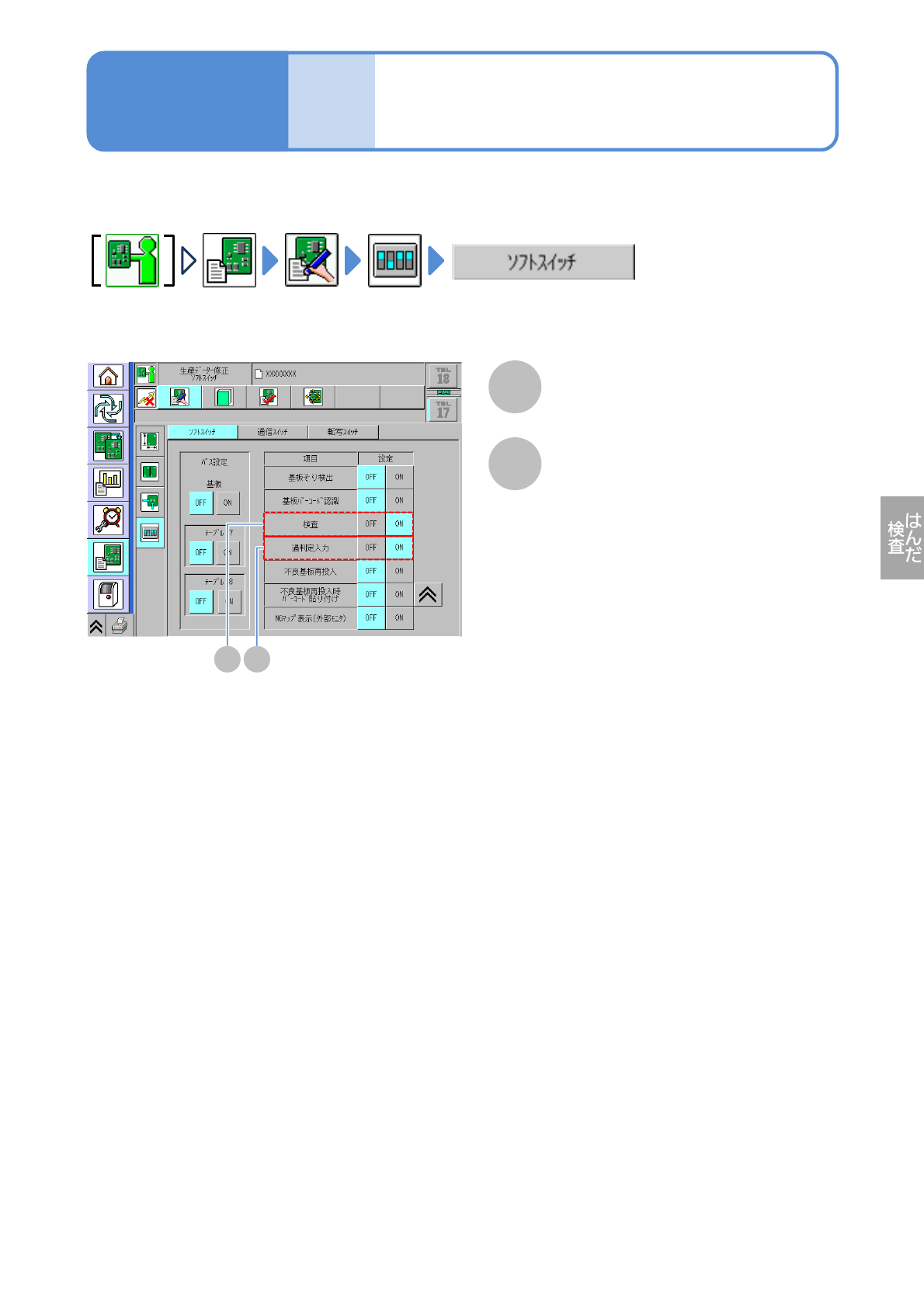
NPM-W 2 EJM7DJ-MB-05O-00 5-2-1 生産設 定 ソフトスイッチの設定 操作編 5-2-1 A 検査ヘッドによるはんだ検査に必要なパラメーター 設定について説明します。 B A 検査機能を有効にする。 検査 B 過判定入力機能を有効にする。 過判定入力
NPM-W2 EJM7DJ-MB-05O-00
概要
5-1-3
検査仕様
操作編
5-1-3
カメラ分解能 18 μm(タイプA): チップ部品用はんだ 100 ×150 μm 以上
パッケージ部品用はんだ φ150 μm以上
カメラ分解能 9 μm(タイプB): チップ部品用はんだ 80 ×120 μm 以上
パッケージ部品用はんだ φ120 μm以上
■対象はんだサイズ
部品点数:10 000点(NPM-W2の装着部品数)
はんだ数:30 000点(マスク開口数)
● NPM-W2の生産データにマスク開口データ(ガーバーデータ)を変換・結合して、はんだの検査データ
を作成する。
■検査可能点数
■検査種類
No. 検査種類 不良内容 判定
1
かすれ ・はんだが少ない
・計測面積率が、下限しきい値以下のと
き不良はんだ
1)
2
にじみ ・はんだが多い
・計測面積率が、上限しきい値以上のと
き不良はんだ
3
位置 ・はんだ位置がずれている ・計測位置ずれ量が、許容ずれ量
しきい値以上のとき不良はんだ
4
ブリッジ
・隣接はんだとブリッジしてい
る
・計測ブリッジ幅が、許容ブリッジ幅
しきい値以上のとき不良はんだ
5
形状 ・はんだ形状が悪い ・計測はんだ外接矩形サイズが、許容
しきい値以上のとき不良はんだ
検査データを作成するときに使用するマスク用ガーバーデータの開口面積、開口位置(面積重心位置)、
開口サイズを基準として、はんだ検査するときに計測された値と比較する。
1)不良はんだ:検査ヘッドで不良と判定されたはんだ、またはオペレーターが不良と判断したはんだ。
NPM-W2 EJM7DJ-MB-05O-00
5-2-1
生産設
定
ソフトスイッチの設定
操作編
5-2-1
A
検査ヘッドによるはんだ検査に必要なパラメーター設定について説明します。
B
A
検査機能を有効にする。
検査
B
過判定入力機能を有効にする。
過判定入力
NPM-W2 EJM7DJ-MB-05O-00
生産デー
タと
ティーチ
ング
5-3-1-1
概要
操作編
5-3-1
はんだ検査を行うためのティーチングについて説明します。
基板上にはんだがあるかどうかを判定するために、 NPM-DGSではんだ色をティーチングします。はんだ
色のティーチングは、基板上のはんだの画像を検査ヘッドで撮像して判定します。
NPM-DGSの「2D検査エディタ」で、検査に関する生産データを編集します。
●検査ヘッドを搭載したNPM-W2では、「ソフトスイッチの設定」だけが設定できます。
NPM-W2本体や検査BOXに接続したマウス・キーボード・モニターでは編集できません。
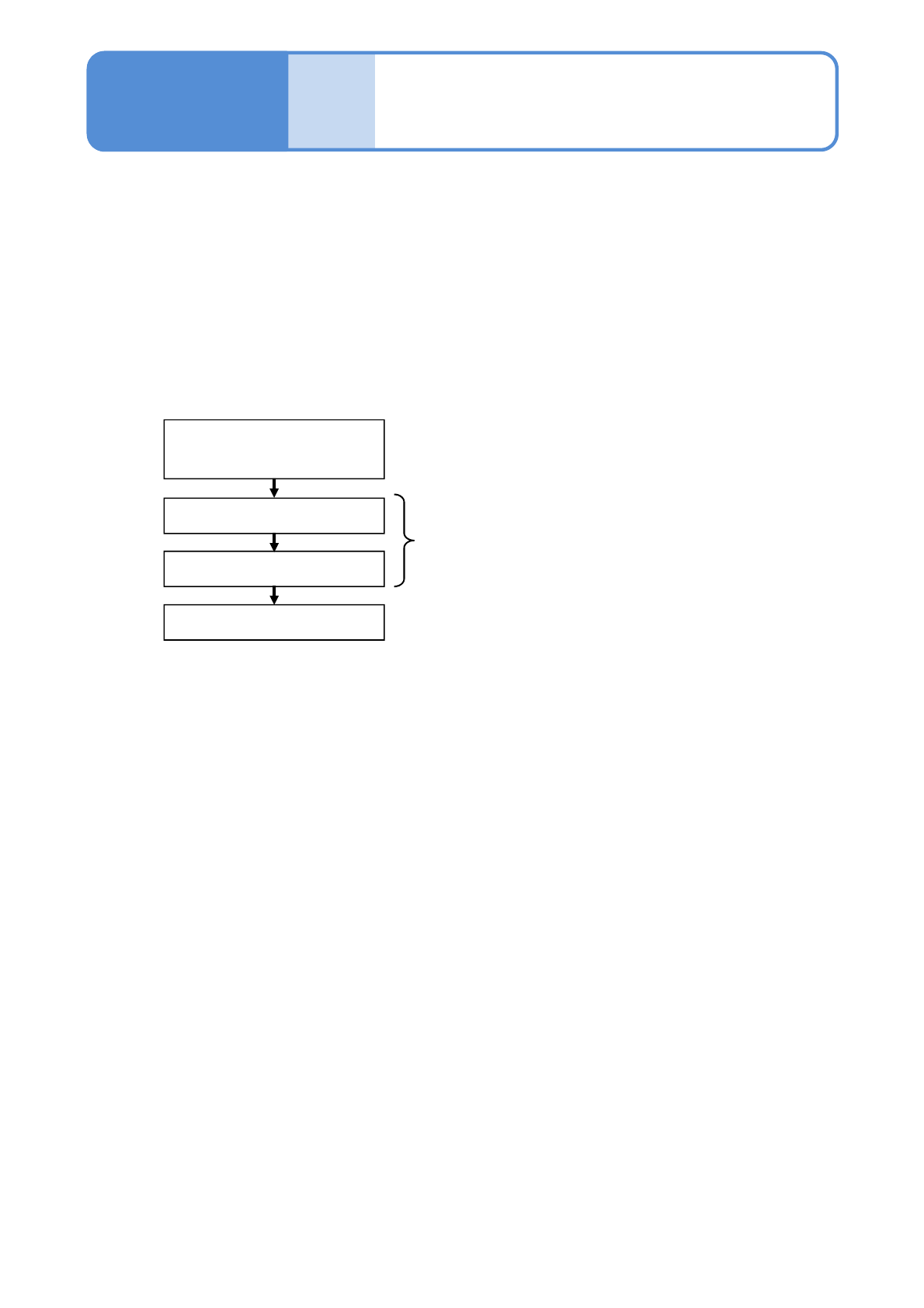
■ティーチングの流れ
生産データ
(検査視野データ)作成
生産データの読み込み
ティーチング基板の撮像
2D検査エディターで設定
NPM-DGSで作成
NPM-DGSで編集
設備で操作