N7201A616J00.pdf - 第277页
NPM-W 2 EJM7DJ-MB-04O-00 ■タイプ 2 ライン長を短くすることを主な目的として、再投入 作業や基板の手直しを行う検査排 出コンベヤーを配置し ない。 ●はんだ検査の検査ヘッドを装備している設備をラ インの先頭に設置するときは ( → P.5-1-2) 4-1-2 -2 NPM-W2 スクリーン 印刷機 NPM-W2 (基板の流れ) 装着ヘッド 検査ヘッド (部品検査) NPM-W2 NPM-W2 ■タイプ 3 検…
NPM-W2 EJM7DJ-MB-04O-00
4-1-2-1
概要
検査ヘッド(部品検査)搭載NPM-W2システムの標準的な構成を説明します。
システム構成
操作編
4-1-2
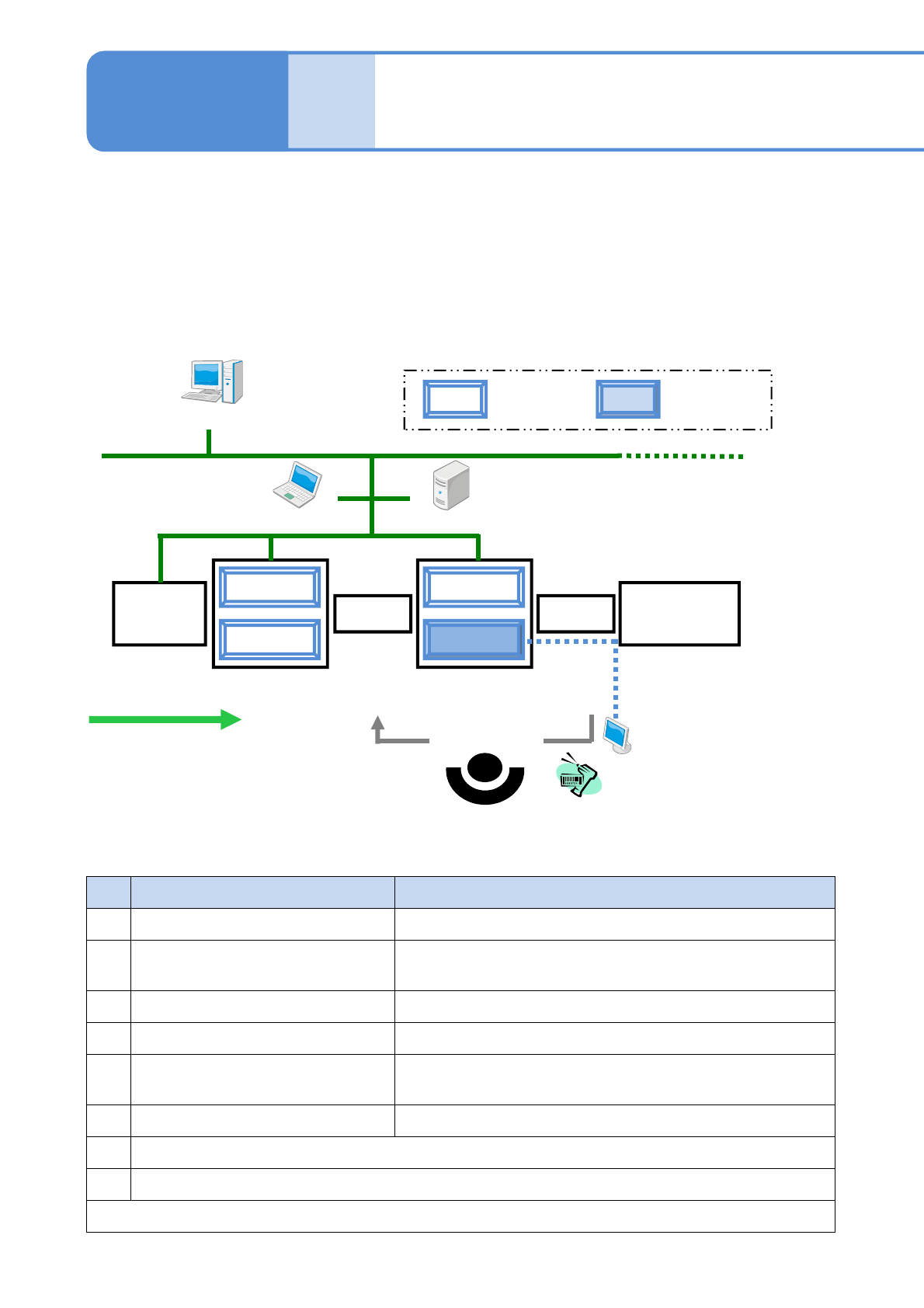
■タイプ1
再投入コンベヤーを検査ヘッド(部品検査)を装備している設備の直前、または検査排出コンベヤーを検
査ヘッド(部品検査)を装備している設備の直後に設置する。
●再投入コンベヤー:手直し済み基板の再投入作業を行う。
●検査排出コンベヤー:部品検査不良が発生したときに、場所の確認/基板の手直し/再投入のための登録
の各作業を行う。
NPM-W2
スクリーン
印刷機
リフロー
NPM-W2
再投入
コンベヤー
検査排出
コンベヤー
バーコードスキャナー
(基板の再投入)
オプションディスプレイ
LWS LNB
(基板の流れ)
DGS
装着ヘッド
検査ヘッド
(部品検査)
■主要周辺設備の説明 (以降、この表の語句を略称として使用)
No. 名称 説明
1 DGS (Data Generation System)
生産データの新規作成と編集を行う。
2 LNB (Line Network Box)
NPM-W2から取得した生産情報を保存する。
(検査結果情報など)
3 LWS (Line Work Station)
生産中の検査データの編集とチューニングを行う。
4
オプションディスプレイ
*1)
手直し作業をしやすくするために不良箇所を表示する。
5
バーコードスキャナー
*2)
不良基板を手直して再投入コンベヤーから搬入させるときに、
基板のバーコードを読み取る。
6
再投入/検査排出コンベヤー
*1)
手直しした基板を再投入/不良基板の抜き取りを行う。
*1)
お客様がご用意いただく機器
*2)
NPM-W2標準オプション機器 (有線タイプだけ使用可能)
手直しした基板の再投入の運用を行うときは、上記4、5、6の機器が必要となる。(→P.4-5)
NPM-W2 EJM7DJ-MB-04O-00
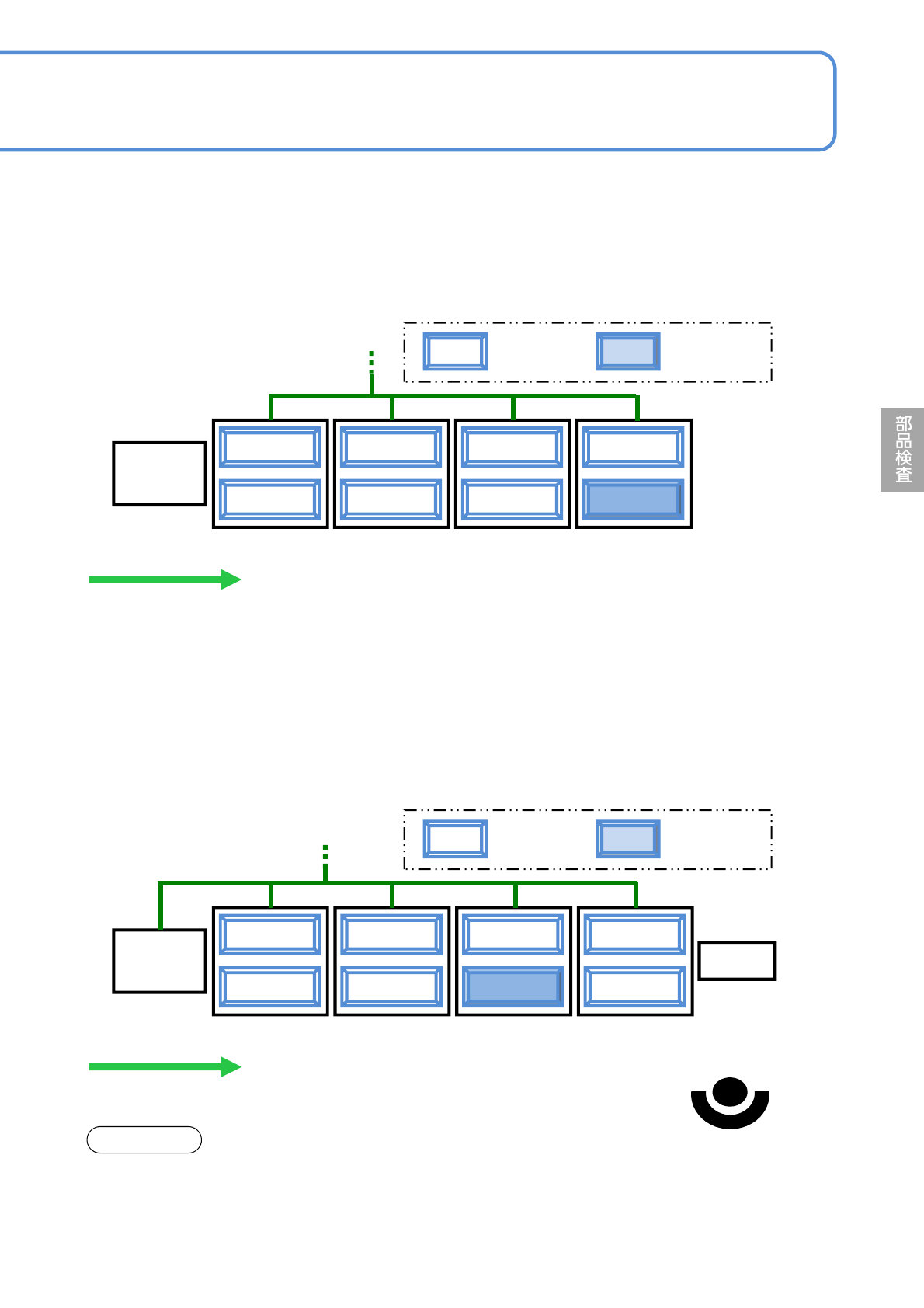
■タイプ2
ライン長を短くすることを主な目的として、再投入作業や基板の手直しを行う検査排出コンベヤーを配置し
ない。
●はんだ検査の検査ヘッドを装備している設備をラインの先頭に設置するときは(→P.5-1-2)
4-1-2-2
NPM-W2
スクリーン
印刷機
NPM-W2
(基板の流れ)
装着ヘッド
検査ヘッド
(部品検査)
NPM-W2 NPM-W2
■タイプ3
検査ヘッド(部品検査)を装備している設備をラインの最後尾から2番目に設置する。
●異物検査を必要とする部品がリールタイプとトレイタイプに混在するときの配置は下記とする。
ただし、下流工程で装着した部品の装着後の部品検査や再投入作業はできない。
●はんだ検査の検査ヘッドを装備している設備をラインの先頭に設置するときは(→P.5-1-2)
お願い
リール
NPM-W2
スクリーン
印刷機
NPM-W2
検査排出
コンベヤー
(基板の流れ)
装着ヘッド
検査ヘッド
(部品検査)
NPM-W2
トレイ
NPM-W2
(基板の抜き取り、手直し)
●検査排出コンベヤーで基板の抜き取り矢手直し作業を行うためには、ライン中の検査排出コンベヤーの設
置位置をLNBで設定する必要があります。LNBの「LNB構成情報」で、ライン中の検査排出コンベヤーの
位置に「排出コンベヤー」を設定してください。設定方法については、(→『LNB』取扱説明書 4章)
NPM-W2 EJM7DJ-MB-04O-00
概要
4-1-3-1
検査仕様
操作編
4-1-3
■対象部品
カメラ分解能 18 μm (タイプA):0603チップ以上、QFPリードピッチ0.4 mm以上
カメラ分解能 9 μm (タイプB) :0402チップ以上、QFPリードピッチ0.3 mm以上
■対象部品サイズ
チップ部品 : 10 000点
■検査可能点数
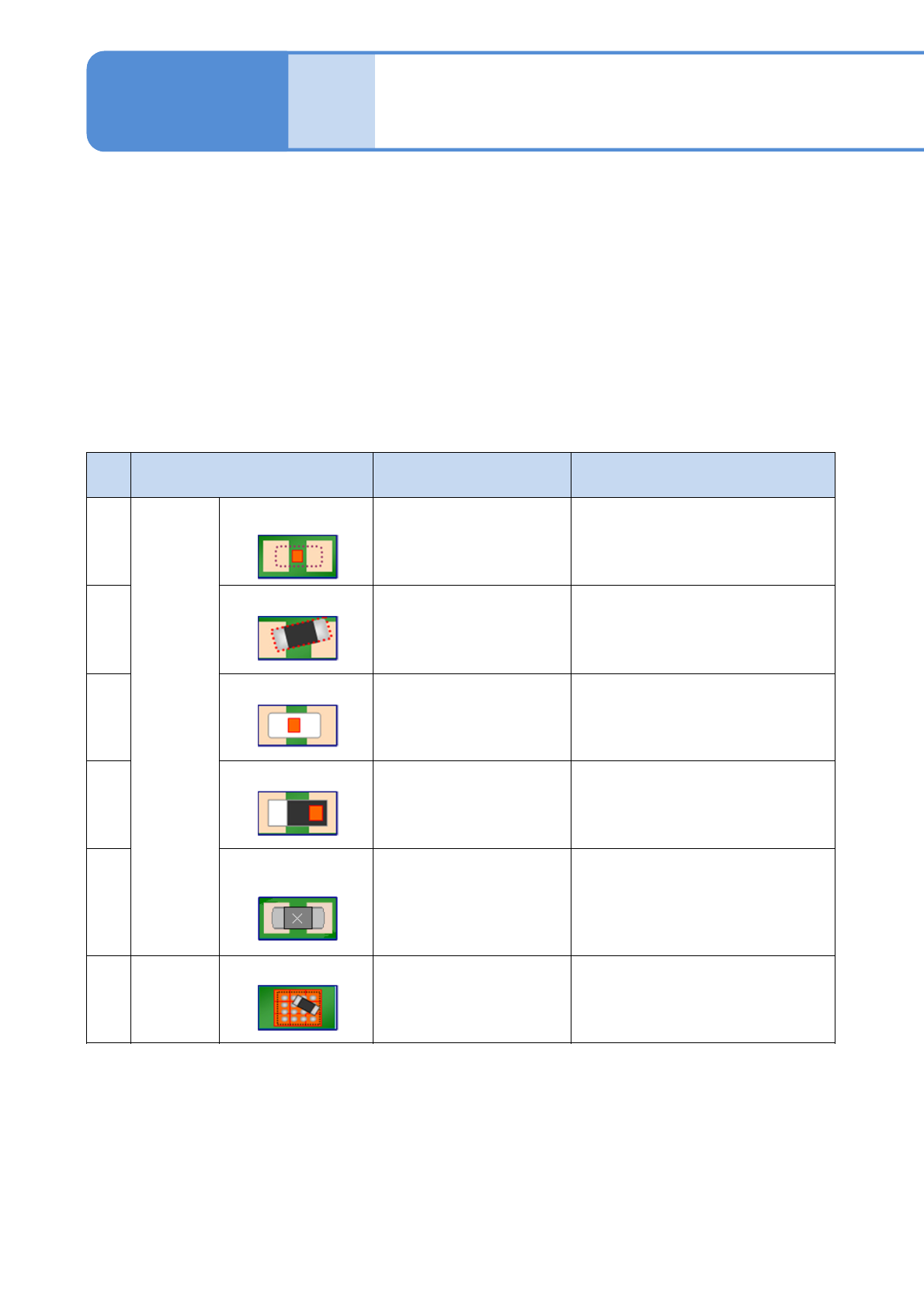
■検査種類
1)角チップ抵抗など表裏で色が異なる部品は、表裏反転検査の設定が可能です。
2)極性マークのコントラストがはっきりしていること。汚れ、かすれがないこと、また色や明るさの変動
が少なく、パッケージ部品に関しては極性形状が画像で認識でき、変化がないことを確認してください。
No.
検査種類 不良内容 判定
1
装着後
検査
部品有無
・装着位置に部品がない
・基板色が無ければ良品、または
部品色があれば良品
2
位置ずれ
・部品装着位置がずれて
いる
・部品装着角度がずれて
いる
・ランドや部品位置を計測し、ず
れが設定値以内で良品
3
表裏反転
*1)
・装着部品が裏返しに
なっている
・装着部品が横立ちして
いる
・部品裏面、側面の色があれば不
良
4
極性違い
*2)
・装着部品の向きが違う
(極性がある部品)
・極性の色があれば良品
5
異部品検出
(現在未使用)
・装着部品が異なる
・テンプレートマッチングの評価
値内に収まっていれば良品
6
装着前
検査
異物検出 ・装着した部品の下に落
下部品がある
(検査ヘッド搭載した設
備で装着する部品)
・基板色以外のものが無ければ良
品
(装着済み部品領域は検査対象外)
角チップ、SOP、 QFP、 BGA、 CSP、アルミ電解コンデンサー、ボリューム、トリマー、コイル、
コネクター、ネットワーク抵抗、トランジスター、ダイオード、インダクター、タンタルコンデンサー、
円筒チップ