N7201A616J00.pdf - 第208页
NPM-W 2 EJM7DJ-MB-03O-0 0 生産 情報 生産中・停止中の見方 1 生産中の画面 1 ●生産中に、生産情報や運転状況が表示されます。 3-2-1 -1 A E B C D F 生産枚数 生産した基板数 / パターン数。 1 枚の基板を生産するのにかかる時間の表 示を切り替える。 ( 押すごとに切り替わる ) ●サイクルタイム 1 実装前のクランプ完了から、実装完了 のクランプ解除までの時間。 ●サイクルタイム 2 …
NPM-W2 EJM7DJ-MB-03O-00
3-1-4
生産
実装モード
操作編
3-1-4
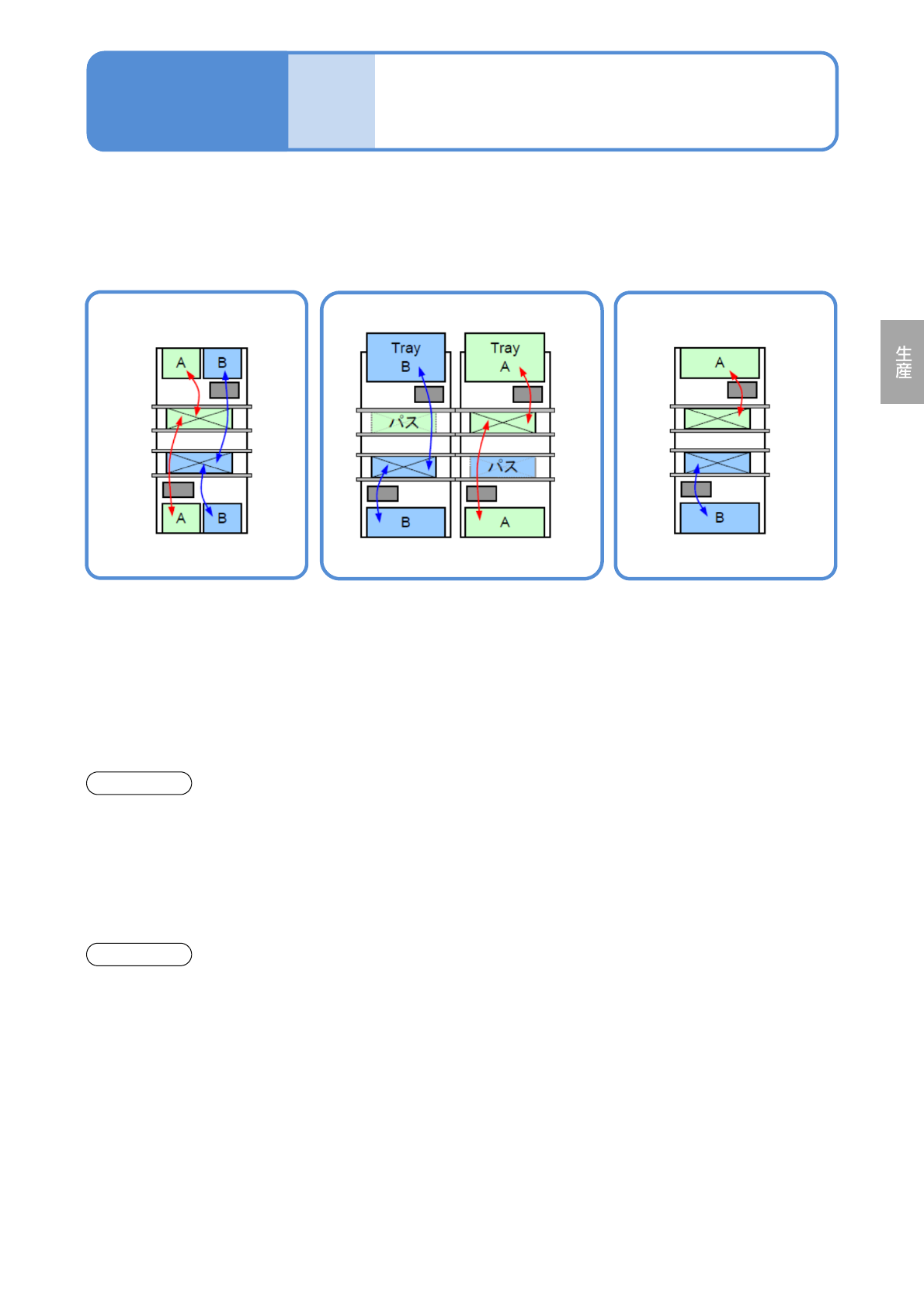
特徴
■交互実装モード
●ヘッドが交互に動作し、
生産を行う。
●各ヘッドが前後レーンの
基板に対して生産を行う。
●ヘッドが交互に動作し、
対象レーンの生産が完了する
と、他レーンの生産を行う。
■交互前(後)実装モード ■独立実装モード
●前後のヘッドを使用して前(後)
レーンの基板だけを生産し、後(前)
レーンの基板は通過させる。
●各ヘッドが各レーンの生
産基板に対して独立して
生産を行う。
前ヘッド: 前レーンの生産
後ヘッド: 後レーンの生産
●基板搬送ロスを最小限に
する。
●レーンごとに生産開始、停止が
できる。
●レーンごとに生産開始・
停止ができる。
●ヘッド交互動作による
ヘッド待機(対向ヘッドの
動作待ち)がないため、
生産性が向上する。
*1)
機種切替
●設備を停止させて、各
レーンの機種切り替えを
行う。
●基板が通過中に、停止中のレーン
の機種切り替え(生産データ切り替
えや台車交換
*2)
、トレイマガジン
交換)ができる。
●片側生産中に停止中の
レーンの機種切り替え
(生産データ切り替えや、
台車交換
*2)
,トレイマガ
ジン交換)ができる。
*1) 基板サイズによって、ヘッド待機が生じることがあります。
*2) 台車を交換するには、独立機種切り替え対応ユニットが必要です。
デュアルレーン仕様の設備では、下記のモードを選んで生産できます。
NPM-W2 EJM7DJ-MB-03O-00
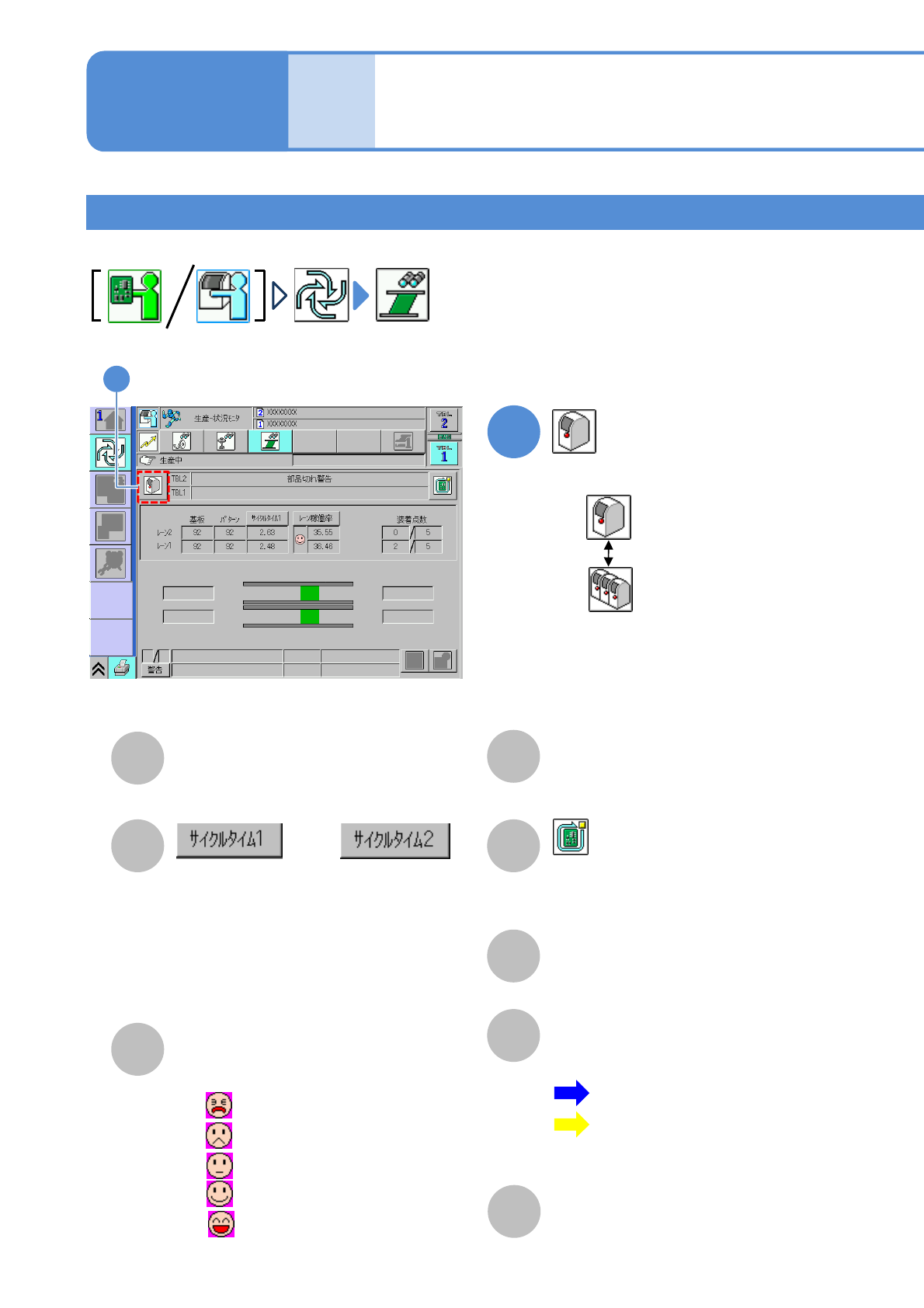
生産
情報
生産中・停止中の見方 1
生産中の画面 1
●生産中に、生産情報や運転状況が表示されます。
3-2-1-1
A
EB
C
D
F
生産枚数
生産した基板数/パターン数。
1枚の基板を生産するのにかかる時間の表
示を切り替える。(押すごとに切り替わる)
●サイクルタイム1
実装前のクランプ完了から、実装完了
のクランプ解除までの時間。
●サイクルタイム2
搬送時間を含む実装時間。
稼働率
設備の稼働率。
(動作パラメータにて変更可能)
装着点数
実装済みの部品点数/全実装点数。
生産中の基板を生産後、停止する。
(→P.3-1-2)
部品切れ / 部品切れ警告
部品切れの発生状況。
G
搬送状態
基板の搬送状態と現在位置が表示され
る。
H
警告
エラー/警告が表示される。
: 0%以上~20%未満
: 20%以上~40%未満
: 40%以上~60%未満
: 60%以上~80%未満
: 80%以上~100%以下
●
●
●
●
●
または、
:青色…動作状態
:黄色…待ち状態
搬入待ち
搬出待ち
操作編
3-2-1
■装着ヘッド(交互実装モード)
1
1
設備単位/ライン単位を選ぶ。
:設備単位
:ライン単位
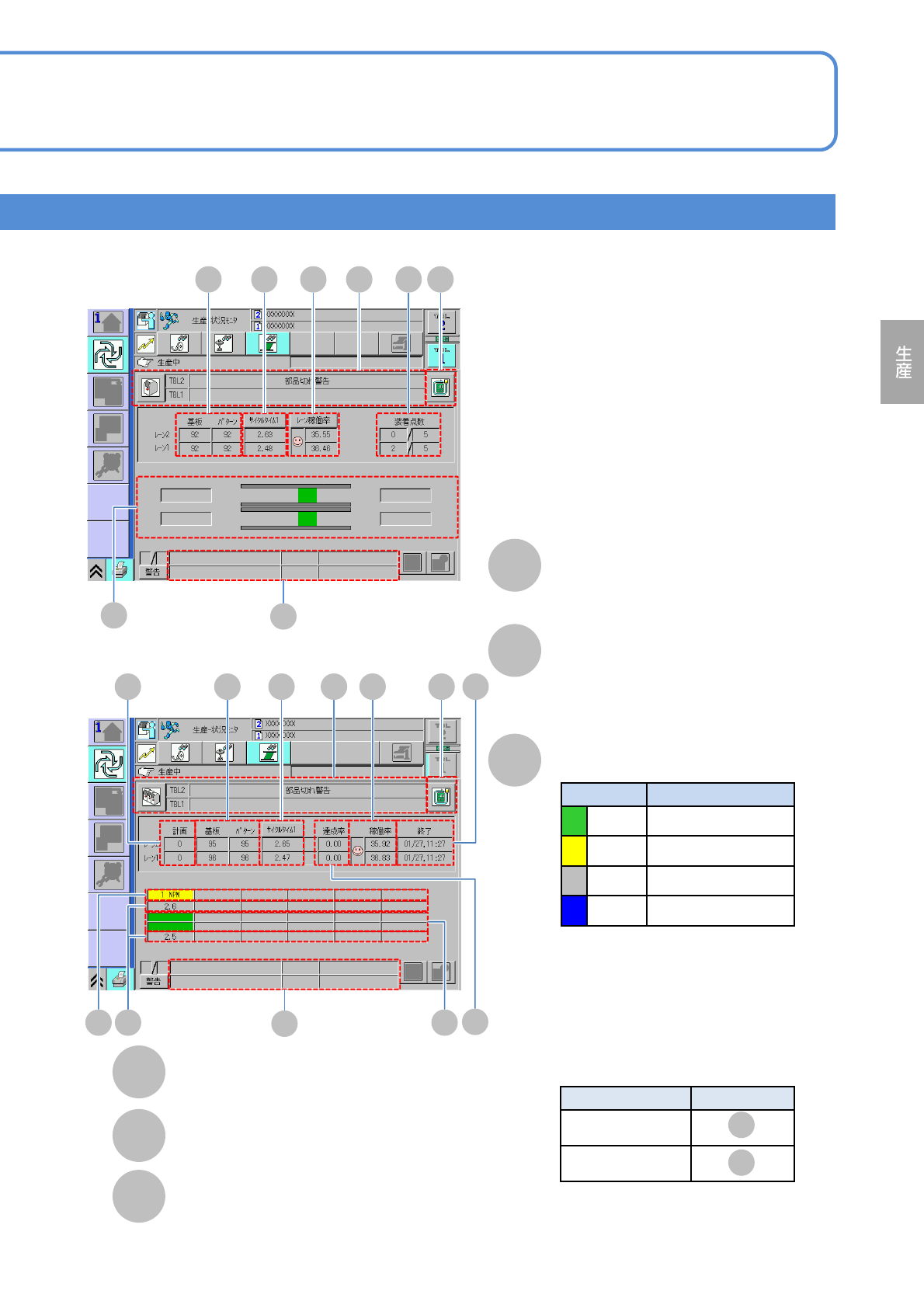
NPM-W2 EJM7DJ-MB-03O-00
3-2-1-2
■設備単位
■ライン単位
G
D EFA B C
H
L
I EFA B C
H
J
K
I
J
K
L
計画基板数
終了予測時刻
達成率
ライン実績枚数/ライン計画枚数。
連結している設備番号(名称)
表示色 生産状態
緑色 生産中
黄色 停止中
灰色 部品供給待ち中
青色 工程待ち中
■ボトルネックマシンの位置表示
LNBの設定については、『LNB』取扱
説明書を参照してください。
LNBの設定
により、下記表示箇所に、
ボトルネックマシンの位置を黄色で表示
する。
LNBの設定
表示箇所
設備単位
レーン単位
M N
M
サイクルタイム
上段:レーン2
下段:レーン1
N
生産状態
上段:レーン2
下段:レーン1
L
M