N7201A616J00.pdf - 第645页
NPM-W 2 EJM7DJ-MB-08O-0 0 8-1-2 -4 ● APC システムのライセンスに加えて、他社検査機インターフェイ スソフトのライセンスが APC 補正デー タを受信する設備ごとに必要です。 ● NIP( 他社検査機のデータを変換する専用 PC) が必要です。 ● 他社検査機の対応機種は、別途当社まで確認をお願いします。 1) 下記オプションをご用意ください。 FA パソコン、 HUB ユニット、電源ユニ ット…
NPM-W2 EJM7DJ-MB-08O-00
概要
8-1-2-3
ライン例とAPCシステム 2
操作編
8-1-2
システム構成 (NPM検査ヘッド使用時)
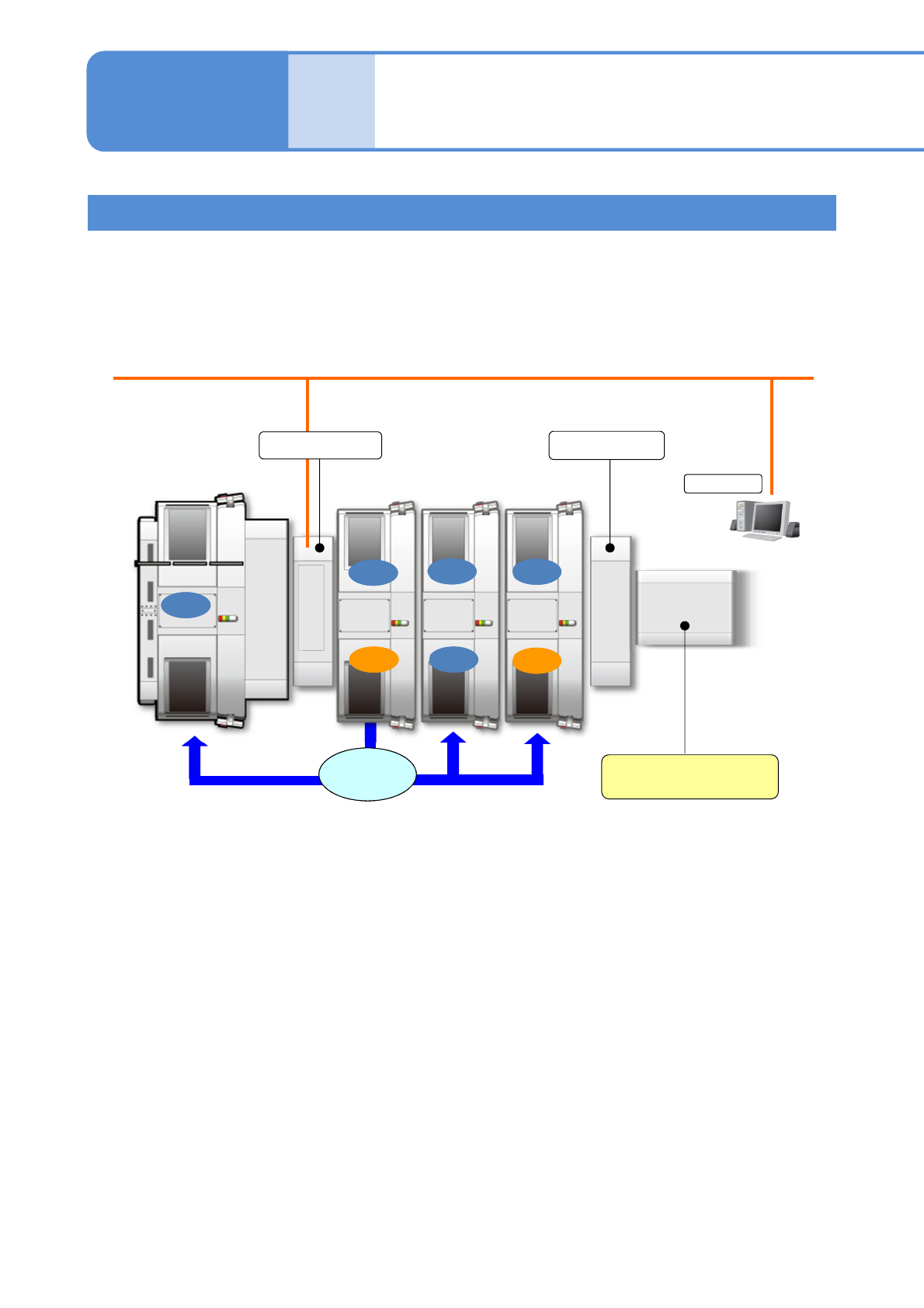
APCを使用したシステムの標準的な構成を説明します。
● 下図は、はんだ検査(SPI)、または部品検査(AOI)で検査結果が不良となった基板を、最後尾のコンベヤー
で停止させる場合の例です。それぞれの検査設備直後に設置することも可能ですが、その場合は仕様を当
社まで確認をお願いします。
● APCシステムのライセンスの対象は、APC補正データを生成、受信する設備ごとに必要です。
1)下記オプションをご用意ください。
FAパソコン、HUBユニット、電源ユニット
2) お客様がご準備ください。
NPM-DGS
装着装着
装着装着
装着装着
AOIAOI
装着装着
装着装着
SPISPI
装着装着
印刷印刷
APC補正
データ
検査排出コンベヤー
2)
コンベヤーR
コンベヤーL
1)
NPM-W2 EJM7DJ-MB-08O-00
8-1-2-4
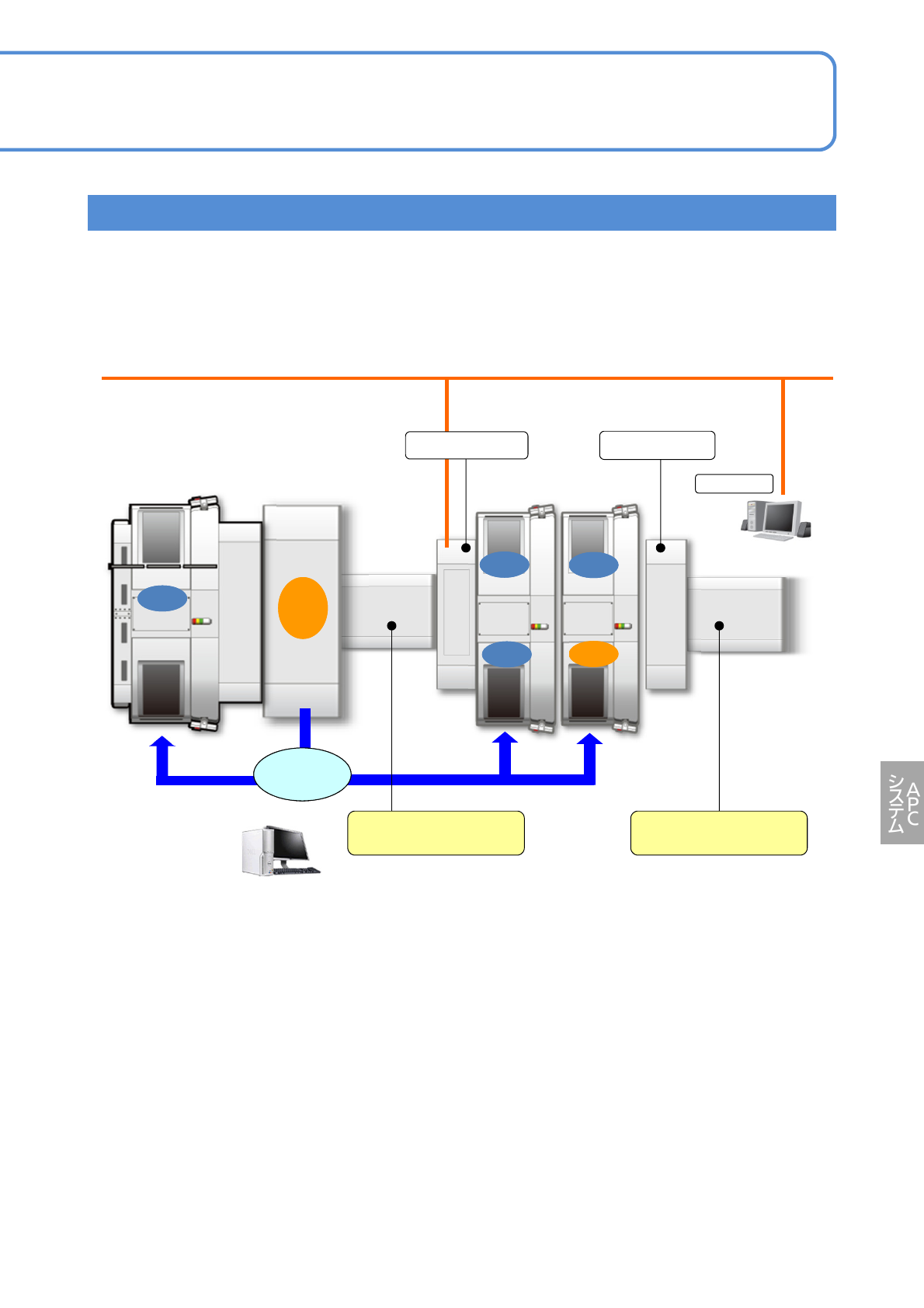
● APCシステムのライセンスに加えて、他社検査機インターフェイスソフトのライセンスがAPC補正デー
タを受信する設備ごとに必要です。
● NIP(他社検査機のデータを変換する専用PC)が必要です。
● 他社検査機の対応機種は、別途当社まで確認をお願いします。
1)下記オプションをご用意ください。
FAパソコン、HUBユニット、電源ユニット
2) お客様がご準備ください。
システム構成(他社製はんだ検査機使用時)
他社
SPI
他社
SPI
2)
NPM-DGS
装着装着
AOIAOI
装着装着
装着装着
印刷印刷
APC補正
データ
コンベヤーR
コンベヤーL
1)
検査排出コンベヤー
2)
検査排出コンベヤー
2)
NIP
2)
NPM-W2 EJM7DJ-MB-08O-00
8-2-1-1
システム
機能詳細
各種機能 1
操作編
8-2-1
はんだ位置の計測機能
特に制約はありません。計測する対象はんだの仕様は、はんだ検査仕様と同じです。はんだ検査を行う
設備(NPM検査ヘッド、または他社検査機)の取扱説明書を参照してください。
■対応部品種
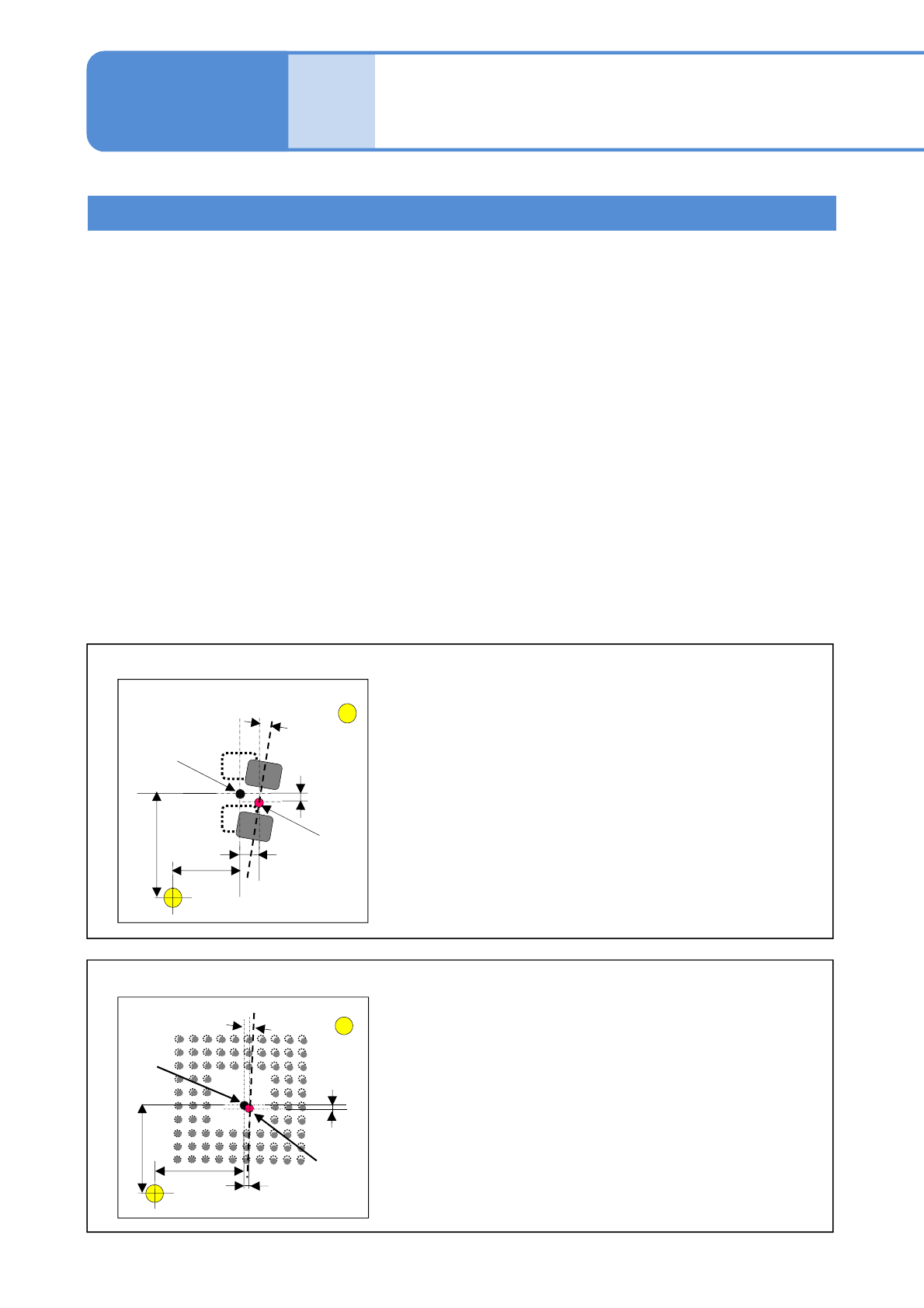
基板位置決めマークの認識から得られた装着座標原点及び角度を基準として、装着部品ごとに下記はん
だ位置ずれ量を計算し、論理装着座標に対して位置補正を行います。
■はんだ位置ずれ量計算
dθ:
2つのはんだ重心位置を結ぶ直線の、理論角度と計測角度との差を全はんだに関して求めた平均値が、
はんだ位置ずれ角度となります。
dx、dy:
全はんだに関してのはんだ重心位置の理論座標と、上記のdθ分のずれを考慮後の計測座標との差の平
均値が、はんだ位置ずれ量となります。
はんだ位置ずれ量と、プロセスに応じた補正量制御パラメーターを元に最適な装着補正量を計算し、最
適な位置へ部品を装着させます。
■装着補正量計算
① 基板位置決めマークA
② 基板位置決めマークB
③ 位置決めマーク認識結果による装着理論座標
④ 装着部品のX理論座標
⑤ 装着部品のY理論座標
⑥ 補正後装着座標
⑦ X方向の印刷位置ずれ量 dx
⑧ Y方向の印刷位置ずれ量 dy
⑨ 角度方向の印刷位置ずれ量 dθ
パッケージ部品
①
⑨
③
④
⑦
⑧
⑤
⑥
②
① 基板位置決めマークA
② 基板位置決めマークB
③ 位置決めマーク認識結果による装着理論座標
④ 装着部品のX理論座標
⑤ 装着部品のY理論座標
⑥ 補正後装着座標
⑦ X方向の印刷位置ずれ量 dx
⑧ Y方向の印刷位置ずれ量 dy
⑨ 角度方向の印刷位置ずれ量 dθ
角チップ部品
⑨
③
④
⑦
⑤
⑥
①
②
⑧
1. 部品装着フィードフォワード