N7201A616J00.pdf - 第325页
NPM-W 2 EJM7DJ-MB-05O-00 ●検査排出コンベヤーで基板の抜き取りや手直し作 業を行うためには、ライン中の検 査排出コンベヤーの設 置位置を LNB で設定する必要があ ります。 LNB の「 LNB 構成情報」で、ライン中 の検査排出コンベヤーの 位置に「排出コンベヤー」を設定してください。 設定方法については、 ( → 『 LNB 』 取扱説明書 4 章 ) お願い 5-1-2 -2 ■タイプ 2 はんだ検査と部…
NPM-W2 EJM7DJ-MB-05O-00
概要
システム構成
操作編
5-1-2
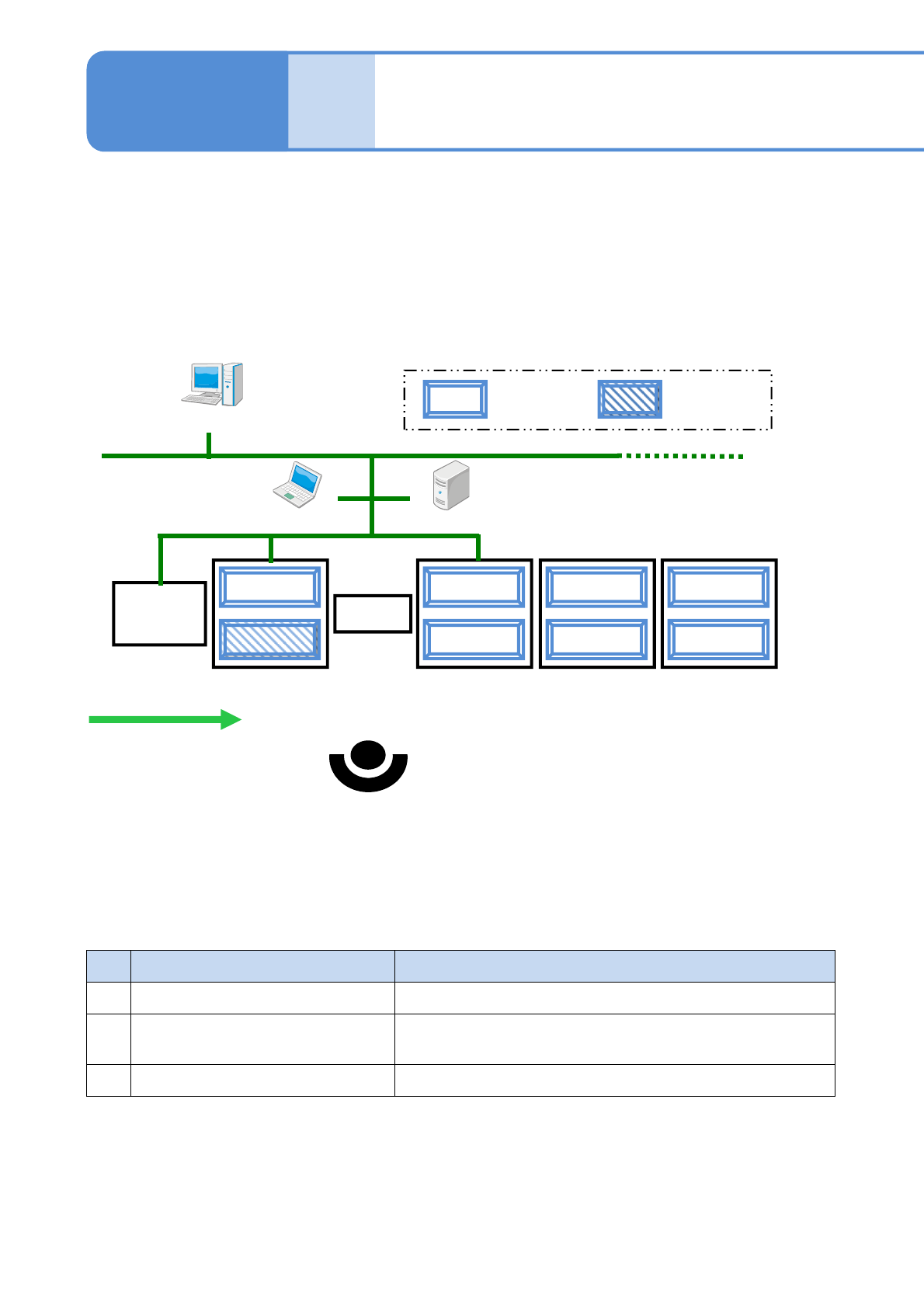
検査ヘッド(はんだ検査)搭載NPM-W2システムの標準的な構成を説明します。
■タイプ1
検査排出コンベヤーを検査ヘッド(はんだ検査)を装備している設備の直後に、コンベヤーをNPM-W2と検
査排出コンベヤーの間に設置する。
●検査排出コンベヤー:はんだ検査不良が発生したときに、場所の確認/基板の抜き取り/基板の手直し作
業を行う。
■主要周辺設備の説明 (以降、この表の語句を略称として使用)
No. 名称 説明
1 DGS (Data Generation System)
生産データの新規作成と編集を行う。
2 LNB (Line Network Box)
NPM-W2から取得した生産情報を保存する。
(検査結果情報など)
3 LWS (Line Work Station)
生産中の検査データの編集とチューニングを行う。
1)検査排出コンベヤーの仕様の詳細は、当社にお問い合わせください。
5-1-2-1
NPM-W2
スクリーン
印刷機
NPM-W2
検査排出
コンベヤー
(基板の抜き取り)
LWS LNB
(基板の流れ)
DGS
装着ヘッド
検査ヘッド
(はんだ検査)
NPM-W2 NPM-W2
1)
NPM-W2 EJM7DJ-MB-05O-00
●検査排出コンベヤーで基板の抜き取りや手直し作業を行うためには、ライン中の検査排出コンベヤーの設
置位置をLNBで設定する必要があります。LNBの「LNB構成情報」で、ライン中の検査排出コンベヤーの
位置に「排出コンベヤー」を設定してください。設定方法については、(→『LNB』取扱説明書 4章)
お願い
5-1-2-2
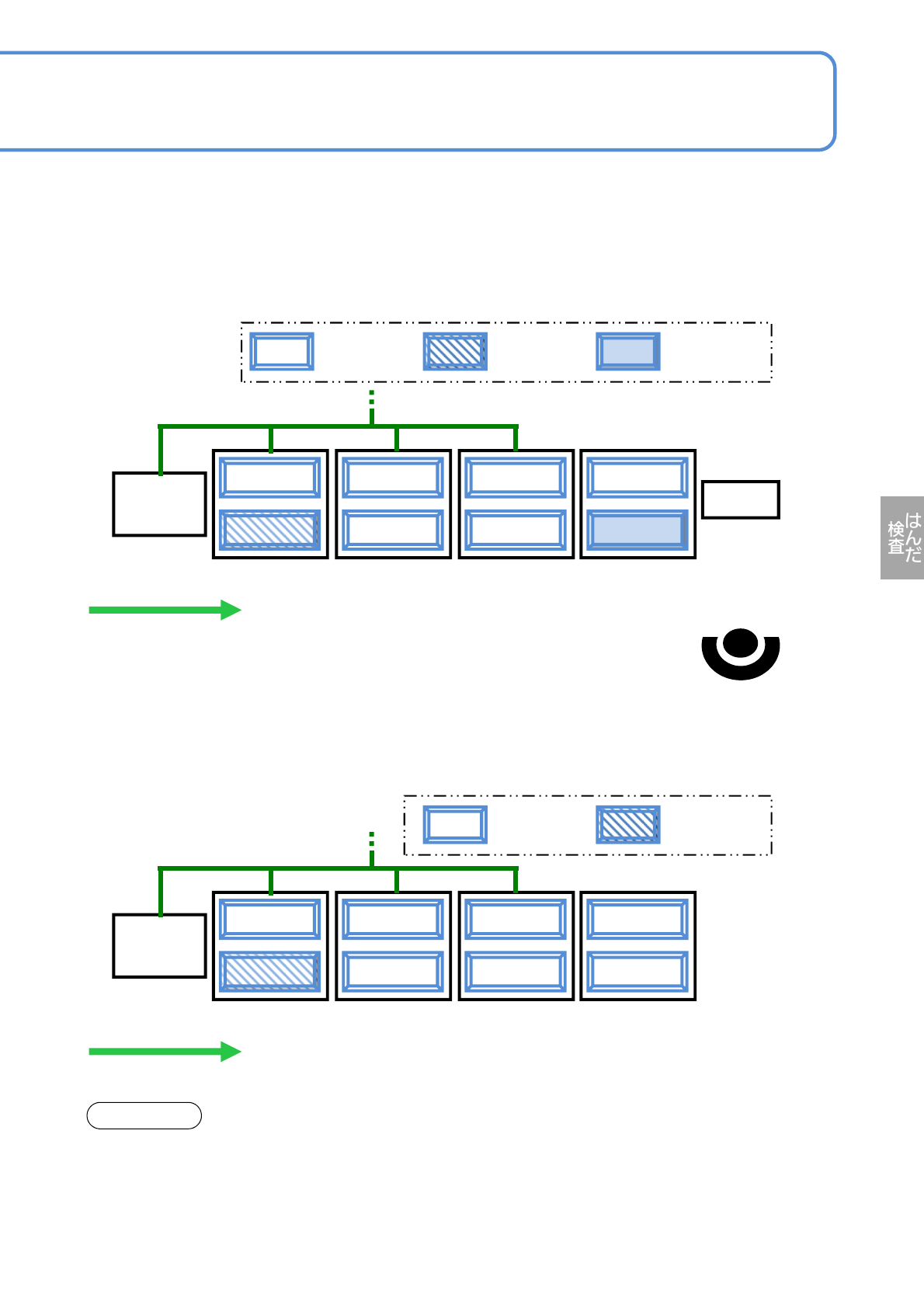
■タイプ2
はんだ検査と部品検査の後に検査排出コンベヤーで一括で不良基板を抜き取ったり手直しをしたりすること
を主な目的として、検査排出コンベヤーをラインの最後尾に配置する。
●はんだの検査不良を基板単位で装着しない、または不良のあるパターンだけ装着しないときは(→P.5-5-2)
■タイプ3
不良基板を抜き取ったり手直しをしたりする時間的作業ロスををなくすことを主な目的として、検査排出コ
ンベヤーを設置しない。
●はんだの検査不良を基板単位で装着しない、または不良のあるパターンだけ装着しないときは(→P.5-5-2)
NPM-W2
スクリーン
印刷機
NPM-W2
検査排出
コンベヤー
(基板の抜き取り、手直し)
(基板の流れ)
検査ヘッド
(はんだ検査)
検査ヘッド
(部品検査)
NPM-W2 NPM-W2
装着ヘッド
NPM-W2 NPM-W2
(基板の抜き取り、
手直しをしない)
(基板の流れ)
装着ヘッド
検査ヘッド
(はんだ検査)
NPM-W2 NPM-W2
スクリーン
印刷機
NPM-W2 EJM7DJ-MB-05O-00
概要
5-1-3
検査仕様
操作編
5-1-3
カメラ分解能 18 μm(タイプA): チップ部品用はんだ 100 ×150 μm 以上
パッケージ部品用はんだ φ150 μm以上
カメラ分解能 9 μm(タイプB): チップ部品用はんだ 80 ×120 μm 以上
パッケージ部品用はんだ φ120 μm以上
■対象はんだサイズ
部品点数:10 000点(NPM-W2の装着部品数)
はんだ数:30 000点(マスク開口数)
● NPM-W2の生産データにマスク開口データ(ガーバーデータ)を変換・結合して、はんだの検査データ
を作成する。
■検査可能点数
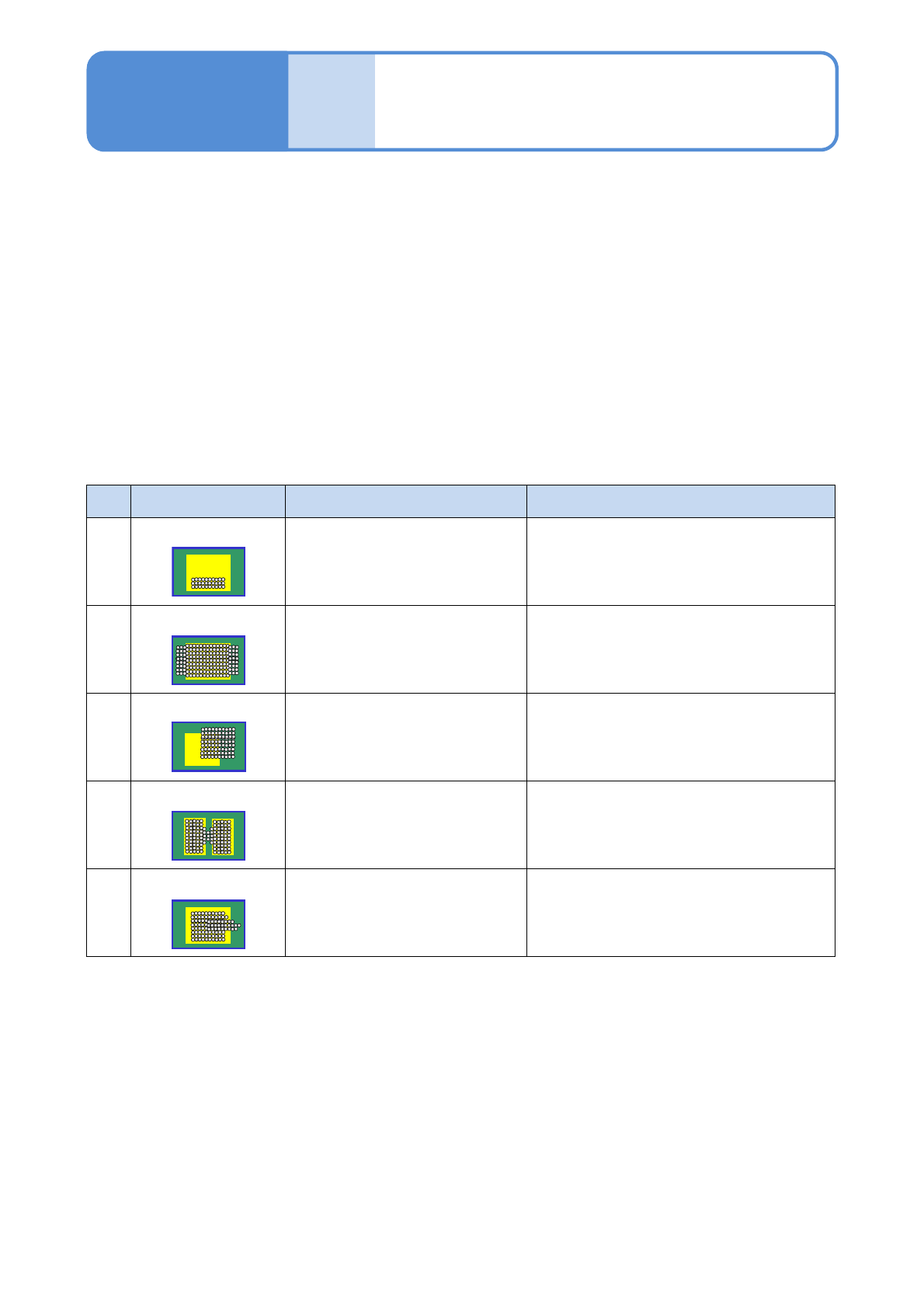
■検査種類
No. 検査種類 不良内容 判定
1
かすれ ・はんだが少ない
・計測面積率が、下限しきい値以下のと
き不良はんだ
1)
2
にじみ ・はんだが多い
・計測面積率が、上限しきい値以上のと
き不良はんだ
3
位置 ・はんだ位置がずれている ・計測位置ずれ量が、許容ずれ量
しきい値以上のとき不良はんだ
4
ブリッジ
・隣接はんだとブリッジしてい
る
・計測ブリッジ幅が、許容ブリッジ幅
しきい値以上のとき不良はんだ
5
形状 ・はんだ形状が悪い ・計測はんだ外接矩形サイズが、許容
しきい値以上のとき不良はんだ
検査データを作成するときに使用するマスク用ガーバーデータの開口面積、開口位置(面積重心位置)、
開口サイズを基準として、はんだ検査するときに計測された値と比較する。
1)不良はんだ:検査ヘッドで不良と判定されたはんだ、またはオペレーターが不良と判断したはんだ。