N7201A616J00.pdf - 第337页
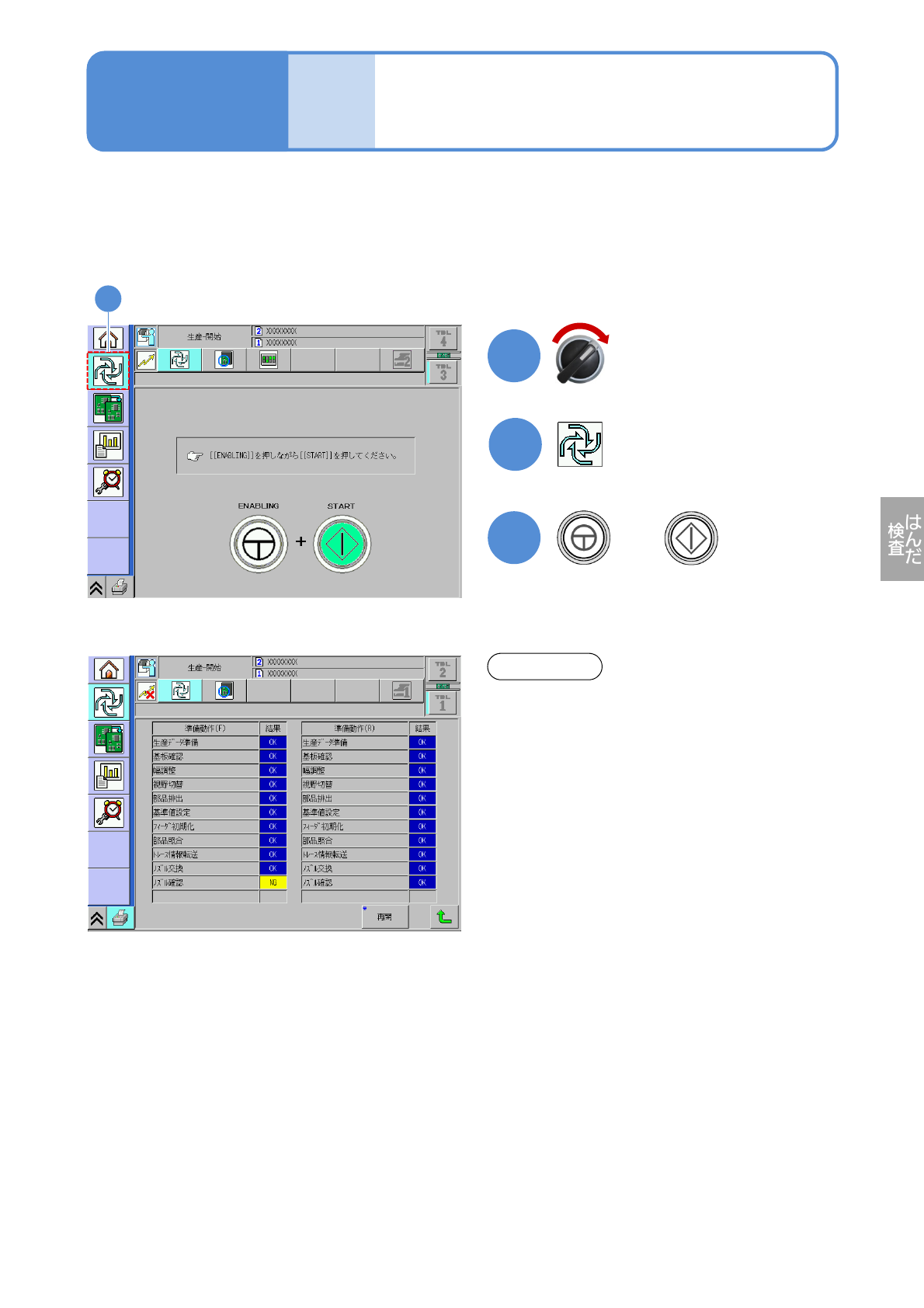
NPM-W 2 EJM7DJ-MB-05O-0 0 5-4-1 生産 2 2 生産開始 操作編 5-4-1 サーボスイッチ ON 1 3 + 生産データティーチングが終了したら生産を開始し ます。 ●生産を開始するときは、バーコー ドリーダーなどの周辺機器に電 源が入っていることを確認してくだ さい。 自己診断中に異常があると、異常項目が表示され ます。異常内容に応じて対処してください。 お願い
NPM-W2 EJM7DJ-MB-05O-00
ティーチング基板の撮像 4
生産デー
タと
ティーチ
ング
操作編
5-3-2
5-3-2-7
1
2
3
5
4
1
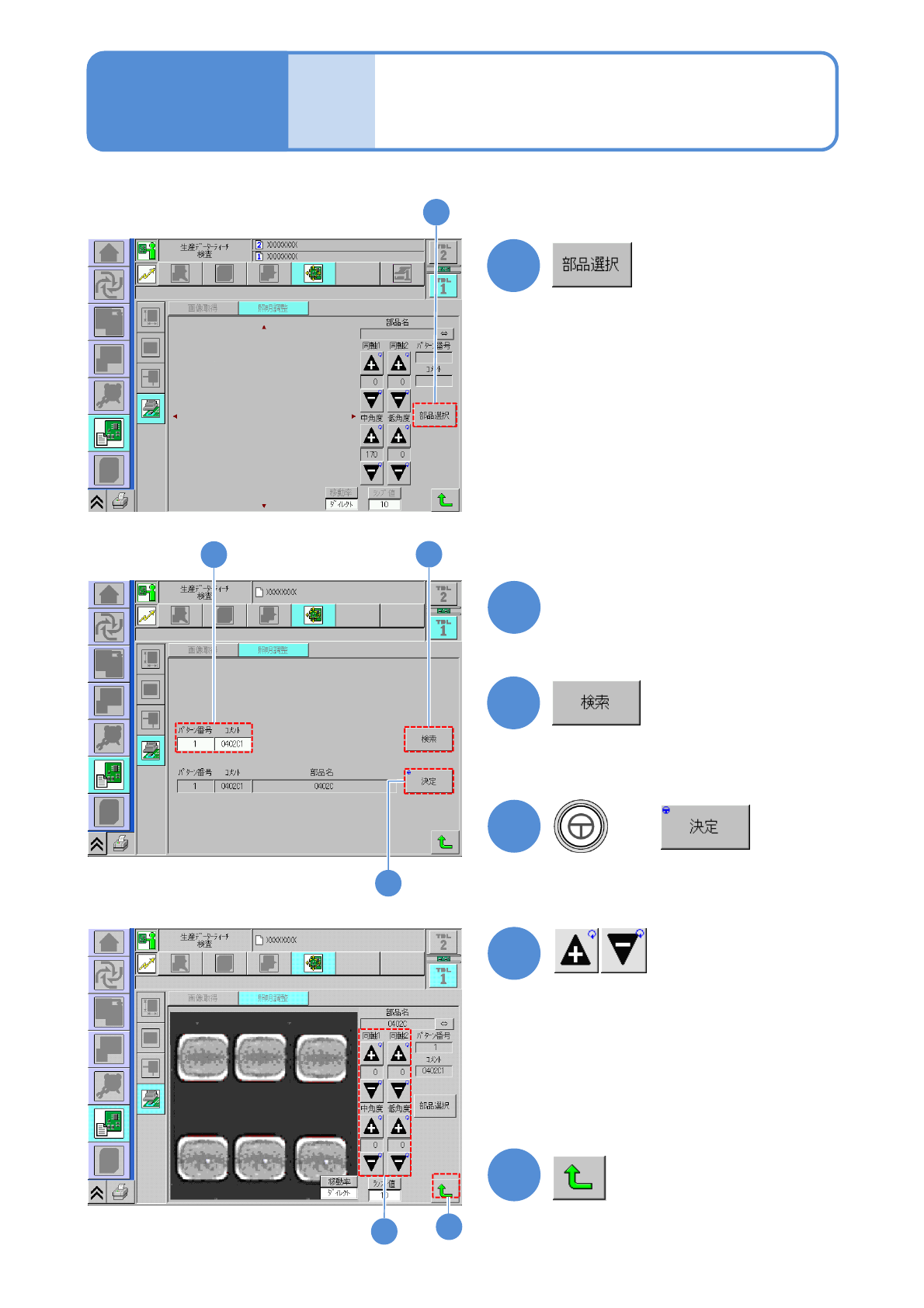
■モードがコメントのとき
(画像状態を確認する部品を選ぶ画面が
表示される)
パターン番号とコメントを入力する
2
3
(入力したデータと一致する部品情報が
画面に表示される)
4
+
(選んだ部品位置に検査ヘッドが移動す
る)
5
●同軸1/同軸2/中角度/低角度の各
照明値を変更し、検査に適した画像の
状態にする。
●各照明値を変更し、検査に適した状態
を画面を見ながら確認する。
●調整した照明条件を検査条件に適用す
るときは、調整値を記録する。
6
6
(はじめの画面に戻る)
NPM-W2 EJM7DJ-MB-05O-00
5-4-1
生産
2
2
生産開始
操作編
5-4-1
サーボスイッチON
1
3
+
生産データティーチングが終了したら生産を開始します。
●生産を開始するときは、バーコードリーダーなどの周辺機器に電源が入っていることを確認してください。
自己診断中に異常があると、異常項目が表示され
ます。異常内容に応じて対処してください。
お願い
NPM-W2 EJM7DJ-MB-05O-00
生産
5-4-2-1
操作編
5-4-2
1
1
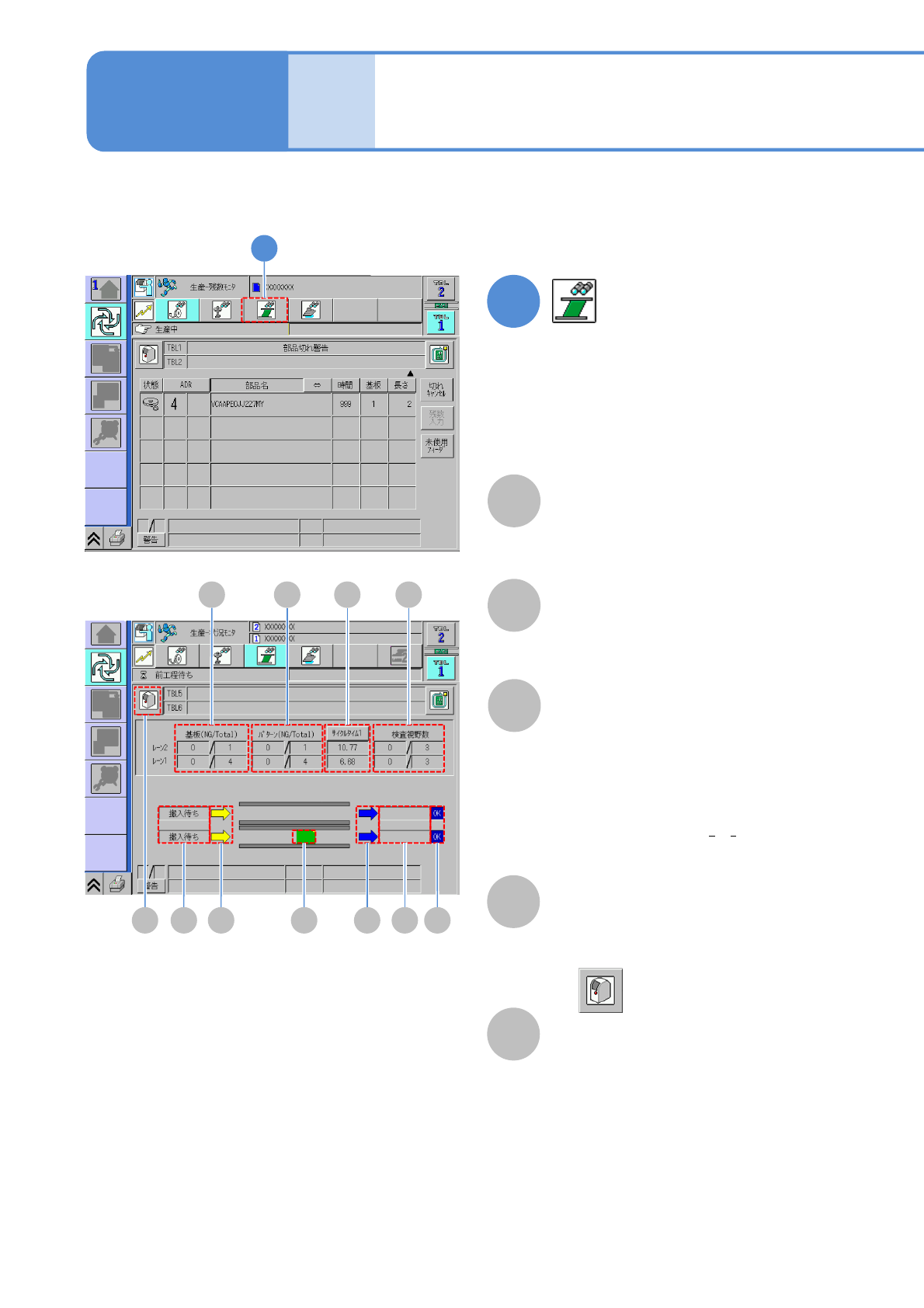
A B C D
状況モニター
生産基板の検査結果を確認できます。
A
基板
NG基板枚数/基板パスを含む基板通過
枚数。
B
パターン
NGパターン数/実際に検査したパタ-
ン数。
C
サイクルタイム
サイクルタイム1:
装着前のクランプ完了時から装着終了
後クランプ解除前までの時間(秒)。
サイクルタイム2:
搬送時間を含み、基板待ち時間、基板
搬入時間を含む時間(秒)。
D
検査視野数
現在の検査済み視野数/全検査視野数。
E
工程待ち
搬入待ち:
上流側設備にある基板の搬入を待って
いる状態。
搬出待ち:
下流側設備が、基板搬入ができるのを
待っている状態。
■ が表示されているとき
E F GHE EF