N7201A616J00.pdf - 第655页
NPM-W 2 EJM7DJ-MB-08O-00 8-2-3 -2 設定場所 大項目 項目 設定 備考 設備 特殊オプション APC システム ON 送受信設備すべてライセンス登録が必要 DGS 1) (生産データ) データ作成 ジョブエディター → 通信設定 (通信スイッチ) 検査情報 (APC) 受信 ON 先頭設備: OFF 中間設備: ON 最終設備: ON 検査情報 (APC) 送信 ON 先頭設備: ON 中間設備: O…

NPM-W2 EJM7DJ-MB-08O-00
システム
機能詳細
8-2-3-1
運用上の注意点 1
操作編
8-2-3
補正角度は2つ以上のはんだの重心位置を結ぶ角度で計算します。このため、チップ部品などランド数が少
なく、ランド間距離が短い部品で計算された補正角度は安定しないため補正に適しません。XY方向の補正
で十分です。
●装着座標データや基板認識座標データは、設計値を使用してください。
装着位置の角度補正
APC適用基板の確認方法
A
APC
●APCを適用しているときだけ表示され
る。
■APCシステムの動作条件
●はんだ検査用ヘッドのバッドビーム設定がOFF
●調整設定で検査がON
●LNB通信状態にあること
●基板搬送の強制排出がOFF
APCを使用するときは、生産中の基板以外の基板を検査排出コンベヤーから投入しないでください。基
板搬送エラーが発生します。
APCシステムが適用されないときは、APCシステムの動作条件が満足されていなかったり、設定が誤ってい
たりする可能性があります。動作条件が満足されていることと正しく設定されていることをご確認ください。
APCが適用されないとき
APC
A
NPM-W2 EJM7DJ-MB-08O-00
8-2-3-2
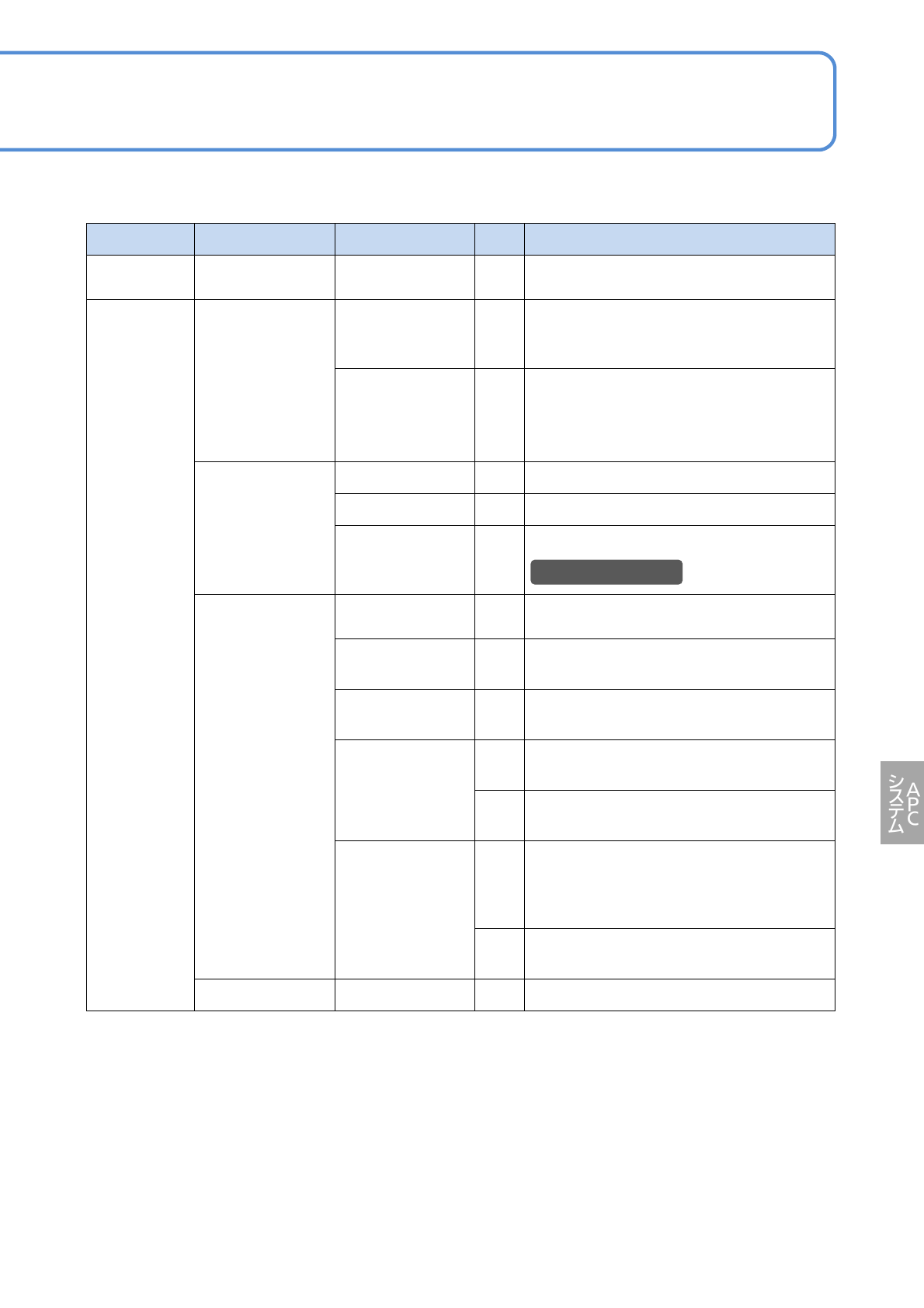
設定場所 大項目 項目 設定 備考
設備 特殊オプション
APCシステム
ON
送受信設備すべてライセンス登録が必要
DGS
1)
(生産データ)
データ作成
ジョブエディター
→
通信設定
(通信スイッチ)
検査情報 (APC)
受信
ON
先頭設備:OFF
中間設備:ON
最終設備:ON
検査情報 (APC)
送信
ON
先頭設備:ON
中間設備:ON
最終設備:OFF
2D検査エディタ
→
基板詳細設定
FF装着制御
ON
装着位置を補正するとき
FF検査制御
ON
部品検査の位置を補正するとき
検査NGスキップ
ON
検査結果による装着スキップのとき
2D検査エディタ
→
部品詳細設定
FF装着制御
ON
装着の位置を補正するとき
FF装着制御
方向(X方向)
ON
X方向の位置を補正するとき
FF装着制御
方向(Y方向)
ON
Y方向の位置を補正するとき
FF装着制御
方向(回転方向)
ON
角度を補正するとき
(パッケージ部品、コネクターなど)
OFF
角度を補正しないとき
(チップ部品など)
FF補正用計測対
象指定
ON
APCモード:「パターン単位APC補正」
●パターンごとに1個以上を設定する。
APCモード:「2点APC補正」
●パターンごとに2個以上を設定する。
OFF
APCモード:「マウント単位APC補正」
●設定は不要。
ソフトスイッチ 検査
ON
はんだ検査が必要
■必要な設定項目
1)設定方法 (→『NPM-DGS 2D検査エディタ』取扱説明書 2章 ‘生産データの編集’)
はんだ検査標準
NPM-W2 EJM7DJ-MB-08O-00
システム
機能詳細
8-2-3-3
運用上の注意点 2
操作編
8-2-3
ケース 対応
APC補正なしでも、部品がランド
上に正しく装着されないとき
装着座標や装着パラメーターを確認する。
特定の部品に一定量のずれがある
とき
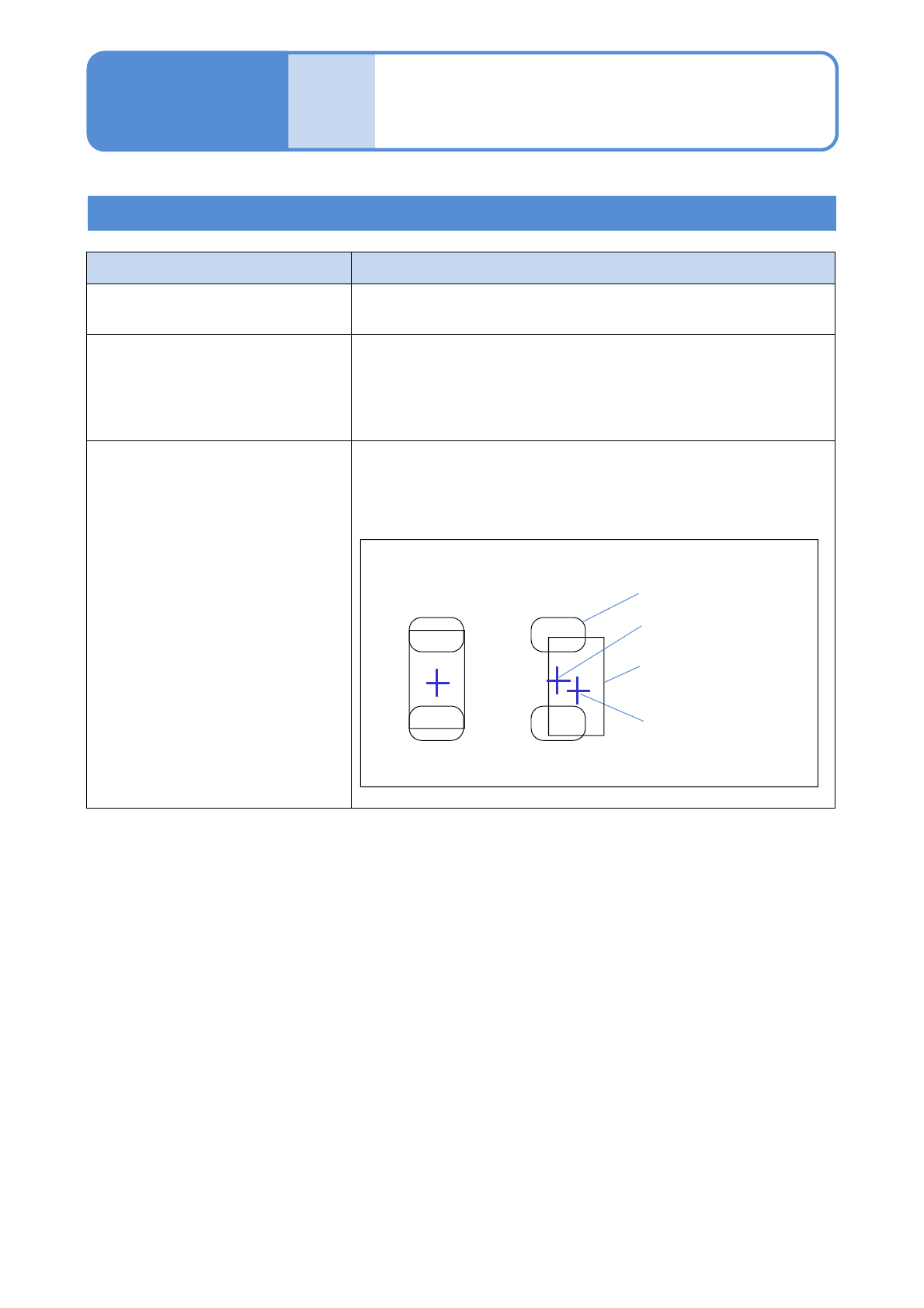
装着座標データとはんだ印刷用マスクのガーバーデータの座標や相
対位置が正しいことや、実際に生産に使用されているデータと一致
していることなどを確認する。
●両データをDGSで合成するとき、装着座標とはんだ位置の相対
関係を記録し、そのデータを元に補正位置を計算している。
基板全体に一律のオフセットがか
かっているとき
基板認識座標が正しいことを確認する。また、装着座標データと
ガーバーデータをDGSで合成するとき、相対位置合わせが正しく
できていること(チップ部品用の2つのはんだ重心の中心座標と部品
の装着座標が一致している)を確認する。
装着位置がリフロー前にずれるとき
1)
装着座標データとガーバーデータの合成
マスク開口データ
相対位置OK 相対位置NG
マスク開口中心
部品装着座標
部品外形データ
1)装着座標データや基板認識座標データは、設計値を使用してください。データ作成後に現物合わせで装
着座標を修正したデータでは、正しくAPC補正を行えないことがあります。
APCシステムによる生産方式では、基板やマスクの変形他の要因で発生するはんだ位置ずれの影響を吸
収しつつ、良品基板を生産するように補正します。部材のばらつきを正しく計測するために、装着座標
や基板認識座標データは必ず設計値を使用してください。