N7201A616J00.pdf - 第526页
NPM-W 2 EJM7DJ-MB-06O-00 生産 データ ティーチ ング 捨て打ちティーチング 3 (塗布ヘッド) 6-2-14 -5 操作編 6-2-14 8 8 B A 基準面積値 (mm 2 ) 捨て打ち認識データの「基準面積値」の 値を表示します。 ( 単位: mm 2 ) 認識値: 捨て打ち認識の結果から取得した「総 面積値」の値を表示します。 ( 認識した結果が正常でない場合には、 「---」を表示します。 ) 検出パ…
NPM-W2 EJM7DJ-MB-06O-00
6-2-14-4
7
5
+
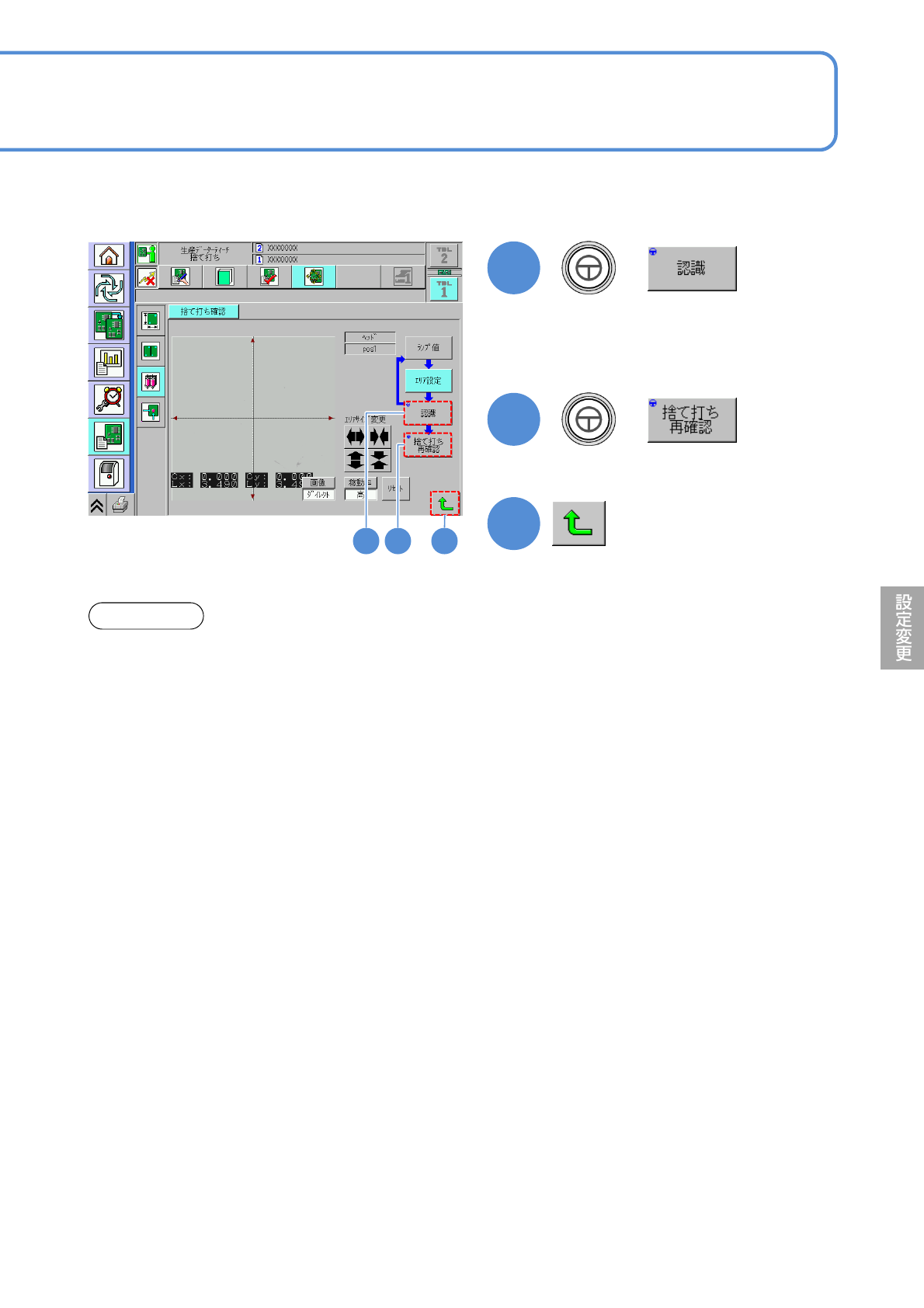
(捨て打ちティーチング画面に戻る)
6
●現在の座標位置に対して認識動作を行
います。
認識OKの場合は、データが保存され
ます。
6
+
5
●認識動作が正常か確認します。
7
●ティーチングは現在温度がヒーター設定温度に到達後、20分以上経過した後で行ってください。
●ティーチング前に排出確認を実施してください。(10秒以上)
●捨て打ち再確認は、10点以上確認してください。
お願い
NPM-W2 EJM7DJ-MB-06O-00
生産
データ
ティーチ
ング
捨て打ちティーチング 3
(塗布ヘッド)
6-2-14-5
操作編
6-2-14
8
8
B
A
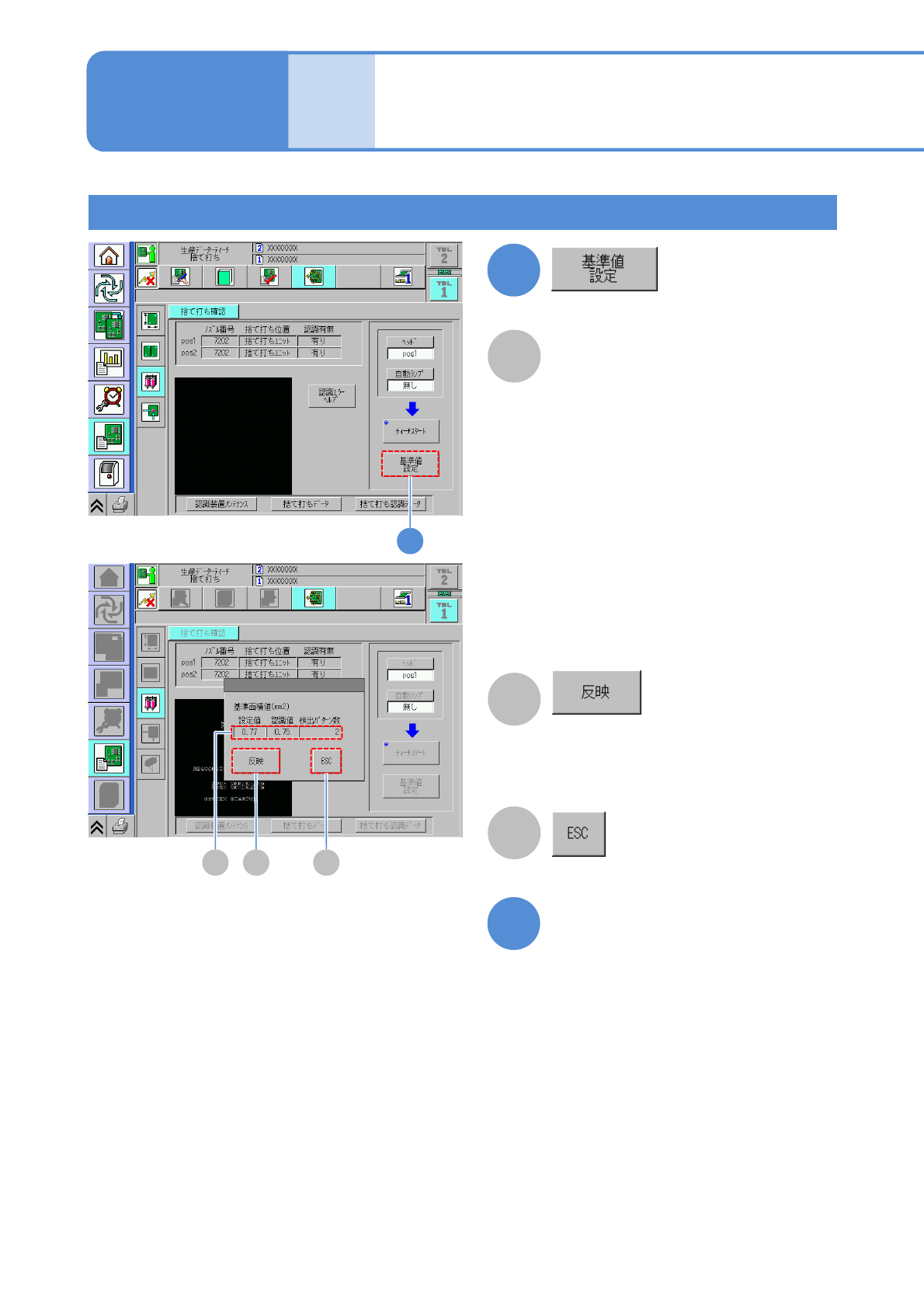
基準面積値(mm
2
)
捨て打ち認識データの「基準面積値」の
値を表示します。(単位: mm
2
)
認識値:
捨て打ち認識の結果から取得した「総
面積値」の値を表示します。
(認識した結果が正常でない場合には、
「---」を表示します。)
検出パターン数:
検出した接着剤パターン数を表示しま
す。
(認識した結果が正常でない場合には、
「--」を表示します。)
捨て打ち認識でエラーが発生している
場合は、黄色で表示されます。
基準面積値の確認
CA
B
捨て打ち認識データの「基準面積値」の
値を「総面積値」に更新します。
捨て打ち認識でエラーが発生している場
合には、反映できません。
C
基準値設定画面を終了します。
9
他画面に遷移し、捨て打ちティー
チング画面を終了する
NPM-W2 EJM7DJ-MB-06O-00
6-2-14-6
接着剤の塗布不良の対策
■糸引きが発生する場合
粘度を下げてキレ性・流動性を向上させるために、ノズル温度設定を上昇させる。
(接着剤ライブラリーエディタで設定)
接着剤の糸が切れてからXY移動するように、ヘッド高さ位置を調整する。
(塗布条件設定で設定)
ノズル上昇速度を低下させる。(塗布条件設定で設定)
■飛び散りが発生する場合
粘度を上げて接着剤が飛び散らないように、温調器設定温度を低くする。
(接着剤ライブラリーエディタで設定)
ノズル上昇速度を低下させる。(塗布条件設定で設定)
■その他
基板や裏面の部品へのダメージ緩和のため、ノズル下降速度を低下させる。
(塗布条件設定で設定)
●設定はNPM-DGSにて行います。(→『NPM-DGS』取扱説明書)