CP643 系统参考.pdf - 第108页
1.8 Loading and Unloading Boards The loading and unloading of boards is carried out on a “receive and transfer” basis using carriers. If a board (or boards) exist on the main conveyor when production starts, the ensuing …

1.7.5 Mode for Checking All Devices Used
When a production program changes as a result of changeover, device check can now be
carried out on all the devices that are used.
If one of the following conditions applies then device check will be carried out on all of
the devices that are used.
1. Program change on the machine
2. Production program change using the handy terminal
3. Next production program changed using the handy terminal
(Pre device check in the AB mode)
4. Program transmitted to the foreground (including partial transmission)
5. Automatic changeover using HELPS
6. Reserve or report program set using HELPS (Pre device check in the AB mode)
7. When in the AB mode if the next production program (reserve program) is
retransmitted to the background
8. Change from the joint mode to the AA · AB mode (production table is T2)
9. Change from the AA · AB mode (production table is T2) to the joint mode
10. Production table changed in the AB mode
[Conditions 8, 9, and 10 are all initiated from a command on the machine (handy
terminal)]
The device check status will be changed to the following.
No option set Option set
Different device comment Un-Set Un-Set
Parts out warning Tape E Tape E
Parts out Parts E Parts E
Vision processing error Vision Vision
Pickup miss Pickup Pickup
Parts out at next device Next D Next D
Other than the above OK Un-Set
Proper data setting
A Proper data setting is required to enable the device check described
above.
11. Machine_Status_A : (The ? is either a 0 or 1.)
???? ???? ?X?? ????
X : 1 Check carried out on all devices used at the time of changeover
X : 0 Standard device check carried out
<F4G · FijiCam>
When 64 is added: When performing changeover, carry out a check of all the devices
used.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-50 CP643E System Reference
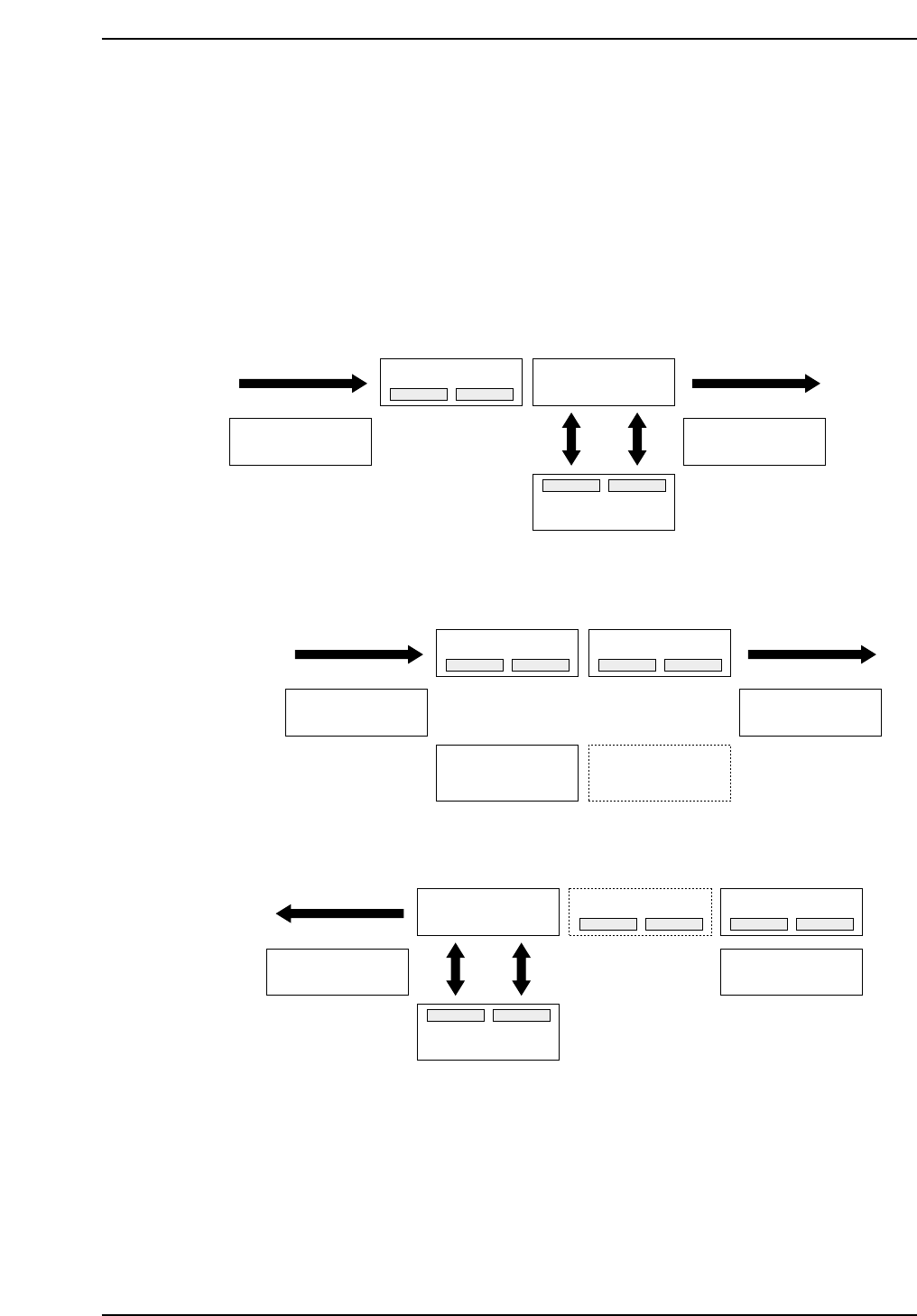
1.8 Loading and Unloading Boards
The loading and unloading of boards is carried out on a “receive and transfer” basis
using carriers.
If a board (or boards) exist on the main conveyor when production starts, the ensuing
processing will take one of the following two courses depending on the status of the
board(s) at that time.
If production is finished
The board in question is unloaded and a new board is loaded and produced.
If production has not been carried out or production is in progress
That board is produced.
In-conveyor
In-carrier Out-carrier
XY-table
Out-conveyor
Out-carrier
CP643S2035
Board loading
In-conveyor
XY-table movement
In-carrier Out-carrier
XY-tableXY-table
Out-conveyor
CP643S2034
In-conveyor
In-carrier Out-carrier
XY-table
Out-conveyor
CP643S2033
Board unloading
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-51 CP643E System Reference
1.9 Advance Pick-up of Parts
When the production of one board (two boards) is completed during automatic
operation, a part pre-picking operation is carried out for the next board while the
number of boards on the in-conveyor and in-carrier is being determined in order to
minimize the time the machine is idle. If the number of boards held on the in-conveyor
and the in-carrier has not been determined, advance pick-up is carried out while the
boards are being counted.
Number of pre-picked parts
• Programs which include block skip mark sequences
Since the production sequence cannot be determined the pre-picking operation is not
carried out. Parts are picked after all of the block skip marks have been read.
• Programs which include fiducial mark sequences
Since the pre-picking operation and mark acquisition are carried out at the same time,
parts for the first five sequences are picked. However, if the board has not been loaded
at the time the pre-picking of these five parts has been completed then the operation
changes to pre-picking of nine parts. (The first pre-picked part stops at ST9.)
• In all other cases
Parts for the first ten sequences are pre-picked. (The first part stops at ST10.)
Minimizing the necessary cam axis stoppage that accompanies pre-picking
• If board loading is completed prior to the completion of 5-part or 10-part pre-picking
(after fiducial marks are read for 5-part pre-picking), the cam axis does not stop
temporarily and production continues.
• However under the following conditions temporary stoppage of the cam axis cannot
be avoided.
• The next board is not loaded even after pre-picking is completed.
• Fiducial mark acquisition is not completed despite the completion of pre-picking.
(5-part pre-picking mode)
• The pre-picking mode is changed from 5-part to 9-part pre-picking during
operation. A change from 5-part to 9-part pre-picking occurs if the next board is
not loaded before 5-part pre-picking is completed. When the pre-picking mode is
changed to 9-part pre-picking, fiducial mark acquisition is carried out after the
cam axis stops and operation restarts after acquisition is completed.
Positioning of the XY-axes when production of the next board starts
When mark acquisition is completed prior to the completion of pre-picking (completion
of board loading for 10-part pre-picking), the XY-axes are positioned for the sequence
assigned to ST10 after acquisition is completed.
In all other cases the XY-axes are positioned, as has been the case until now, at the first
sequence when production starts on the next board.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-52 CP643E System Reference