CP643 系统参考.pdf - 第34页
(2) Inching Keys The “inching” function is used to move individual servo axes manually. The inching keys are used to select the inching axes, and to carry out inching along the selected axes. a: Arrow keys ( ↑ , ↓ , → , …
1.2.2 Operation of the Keys
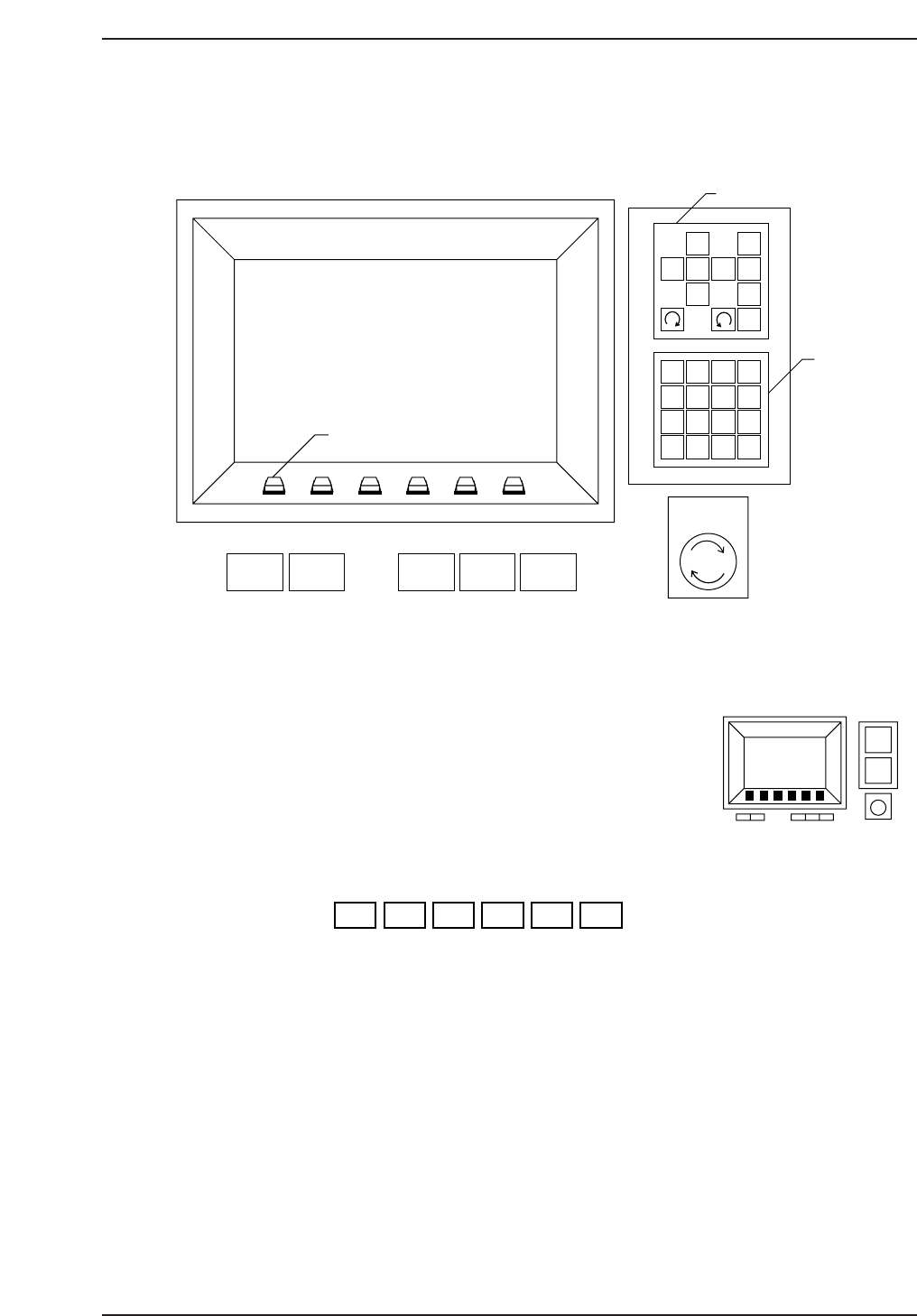
This section explains the keys and buttons used to operate the CP-643E series machines.
(1) The Function Keys
The function keys (F1 through F6) are pressed to select
commands. Each function key corresponds to a command
in the function key menu portion of the machine display.
To execute a command, press the corresponding function key.
F1 F2 F3 F4 F5 F6
CP643S1008
CP643S1007
1
2
3
4
56
7
8
9
G
#
–
F
1
2
3
4
B
S
C
R
0
↑
←
↓
→
POWER
OFF
CYCLE
STOP
POWER
ON
START RESET
Inching Keys
Numerical
Keypad
EMERGENCY
STOP
Function Keys
✽
CP643S1006
Part 1 Chapter 1 Machine Overview
Edition 1.1 1-1-7 CP643E System Reference
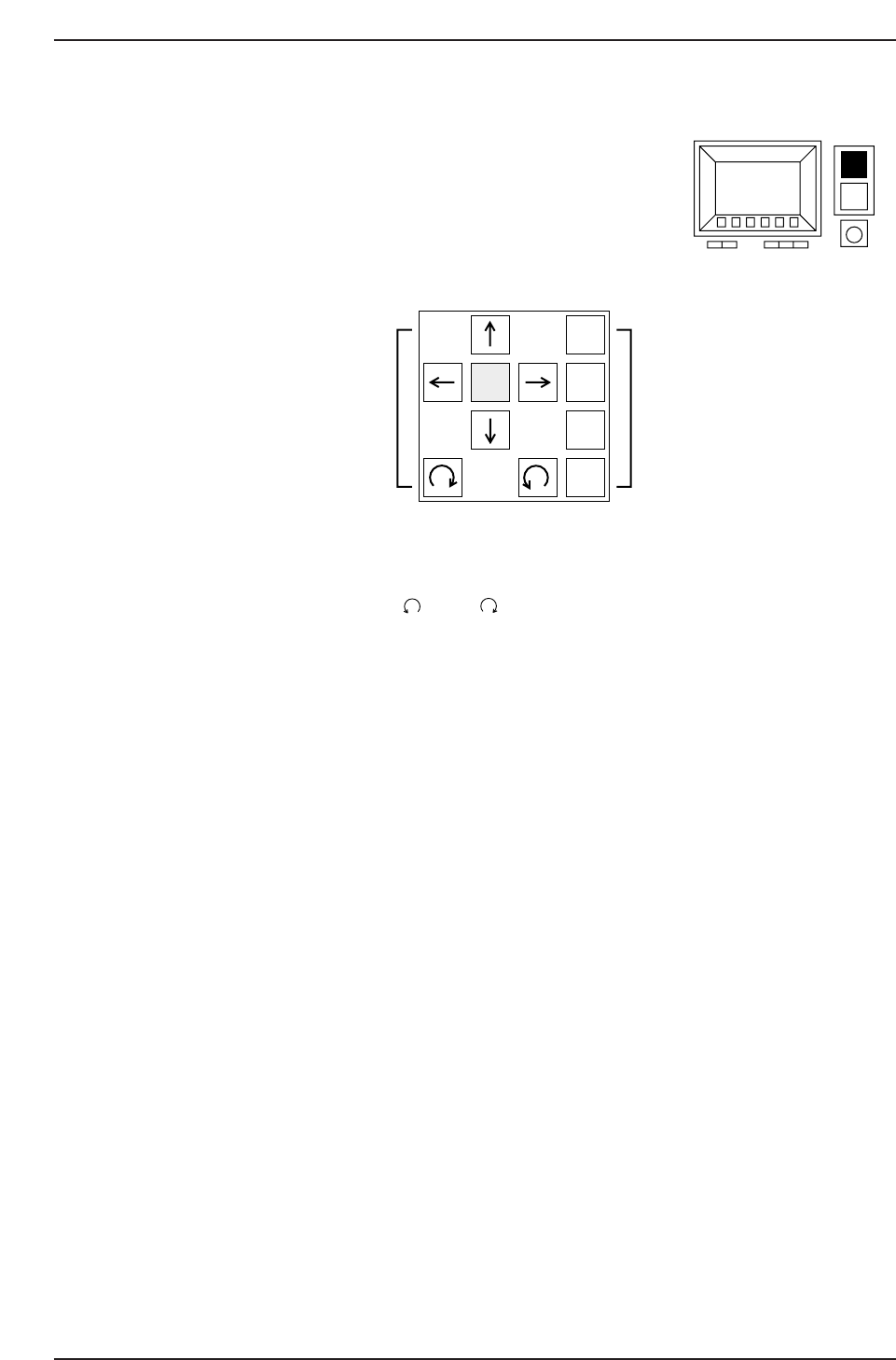
(2) Inching Keys
The “inching” function is used to move individual servo axes manually.
The inching keys are used to select the inching axes, and to
carry out inching along the selected axes.
a: Arrow keys (↑, ↓, →, ←, , and )
These keys are used to perform the inching operation. Some arrow keys are invalid
when certain inching axes are selected.
b: Inching axis selection keys (1 to 4)
These keys are used to select an axis for inching.
c: Rapid inching key (F)
Press this key and an inching key simultaneously to inch the axis rapidly.
Only those axes which are currently selected by the inching axis selection keys can be
inched.
About Inching
Inching can be carried out at any time except during machine operation or Proper data
measurement. However, it is not possible to inch all of the axes at the same time.
The axes selected by each of the inching axis selection keys and the corresponding
displays are listed below.
If the cam axis is inched when parts have been picked, those picked parts will be
discarded.
1
F 2
3
4
(a) (b)
CP643S1010
(c)
CP643S1009
Part 1 Chapter 1 Machine Overview
Edition 1.1 1-1-8 CP643E System Reference
Inching Axis Selection Key [1]
Inching axis display: X, Y, C
Inching keys:
[←] X-axis, negative direction [→] X-axis, positive direction
[↑] Y-axis, positive direction [↓] Y-axis, negative direction
[ ] C-axis, counterclockwise direction [ ] C-axis, clockwise direction
Inching Axis Selection Key [2]
Inching axis display: D1, Z, FQ
Inching keys:
[→] D1-axis, positive direction [←] D1-axis,negative direction
[↑] Z-axis, positive direction [↓] Z-axis, negative direction
[] Fθ-axis, counterclockwise direction [ ] Fθ-axis, clockwise direction
Inching Axis Selection Key [3]
Inching axis display: D2, FRQ
Inching keys:
[→] D2-axis, positive direction [←] D2-axis,negative direction
[] FRθ-axis, counterclockwise direction [ ] FRθ-axis, clockwise direction
Inching Axis Selection Key [4]
Inching axis display: NC
Inching keys:
[ ] NC-axis, counterclockwise direction [ ] NC-axis, clockwise direction
Notes:
1. D1- and D2-axis inching is possible only when the shutter is at its UP limit position.
2. To change the inching speed, use the following command sequence to select the desired
axis, then enter the desired speed from the numeric keypad.
[SET] - [SERVO] - [SPEED] - [▲] / [▼]
3. Always verify that the axis to be moved is free of interference before performing an inching
operation.
When the XY-table is at either the loading or unloading position, there are restrictions on
the Z-axis inching direction depending on the status of the carrier and main lifter.
Part 1 Chapter 1 Machine Overview
Edition 1.1 1-1-9 CP643E System Reference