CP643 系统参考.pdf - 第119页
1.12.8 D-axis Positioning When Next Production Starts The use of a new board transport mechanism provides an improved cycle time over the conventional board transport system, but if a large movement in the device table i…

1.12.6 Next Board Supply Timing
The use of a new board transport mechanism provides an improved cycle time over the
conventional board transport system. If the board were transferred from the in-conveyor
to the in-carrier after the completion of production, the cycle time would be the same as
the conventional one.
It is necessary for the next board to already have been transported on the in-carrier at the
completion of production by the way of the instruction for the next board to be
transported during production. The standard timing is 40 sequences prior to the last
sequence but it is possible to change this in the program depending on such things as the
total number of sequences and the cycle time. (If this is set to “0” transport will not
begin until two boards are completed.)
1.12.7 Placing Sequence Assignment When Next Production Starts
In conjunction with the use of a new board transport mechanism to realize an improved
cycle time over the conventional board transport system, production efficiency has also
been improved through a timing change in the assignment of sequences for production
of the next board.
Until now, sequences were assigned in order with the first sequence assigned to ST16 at
the time production of the next board began (when pre-picking began). The first
sequence for the next board (pre-pick sequence) is now assigned to ST16 when the vision
processing of the last sequence has been completed and recovery sequences have been
eliminated.
Conditions for assigning pre-pick sequences
Pre-picking is carried out when all of the conditions below have been met.
• Normal vision processing result returned for the last sequence (ST8)
• No recovery sequences
• Number of boards to be supplied next has been determined
• No block skip marks
• Not in turnover production
If the above five conditions are not satisfied, sequence assignment is carried out, just as it
has been until now, when production of the next board starts.
Maximum number of pre-pick sequences
Since the vision processing result of the last sequence is determined at ST8 and the first
sequence for the next board is assigned to ST16, the maximum number of pre-pick
sequences is four.
If recovery has occurred
If recovery takes place the pre-pick sequences assigned to the head are cleared and
normal recovery sequence processing is carried out. Pre-pick parts are not used for
recovery.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-61 CP643E System Reference

1.12.8 D-axis Positioning When Next Production Starts
The use of a new board transport mechanism provides an improved cycle time over the
conventional board transport system, but if a large movement in the device table is
required for picking parts for the next board after placement on the first board is
completed, the result will be to reduce the improvement in the cycle time.
A change in the timing of D-axis positioning when next production starts has been
implemented to reduce the lost time associated with D-axis movement. Once vision
processing for the final sequence is complete, and any recovery sequences complete, the
D-axis is positioned at the first pick-up device. For programs that include block skip
marks, pre-pick sequence processing is not carried out in the same way (positioning at
the first pick-up device). However, if there is no setting in Proper data, the D-axis
position will be positioned at the No. 1 device position. (D-axis return processing)
D-axis return conditions
• Normal vision processing result for the last sequence (ST8)
• No recovery sequences
• Number of boards to be supplied next has been determined
• Not in turnover production
• No block skip marks (Proper data setting is required to carry out D-axis return if a
block skip mark is detected.)
If the five conditions above are not satisfied, D-axis return is carried out when
production of the next board starts, just as it has been until now.
ST1 nozzle up/down / tape feed up/down upper limit check
If the ST20 head is a skipped head then just as has been the case until now, stoppers are
engaged to prevent the ST1 nozzle and tape feed cylinder from descending. Furthermore
if ST20 is not a pick-up head, since the cam axis will rotate even if D-axis return is in
progress, an upper limit check is carried out for the nozzle and tape feed cylinder at this
time as a safety measure. If the nozzle or tape feed upper limit check sensor is OFF when
the stoppers are engaged, an emergency stop occurs.
The error messages are as follows.
In the case of a nozzle upper limit error,
ST1 : Nozzle up/down error
ST1 : UP-lmt sensor OFF
In the case of a tape feed cylinder upper limit error,
Tape feed cylinder error
These upper limit checks are carried out while the D-axis is moving.
In addition when ST1 pick-up is carried out, a check is also performed to determine
whether the ST1 nozzle upper limit is OFF. The error messages are as follows.
ST1 : Nozzle up/down error
ST1 : UP-lmt sensor ON
D-axis position processing when pre-picking and automatic operation start
As has been the case until now, D-axis positioning when automatic operation starts
(including pre-picking) means that positioning at the device position to which the
sequence has been assigned is carried out even if the ST20 head is skipped.
However, until now the start of automatic operation waited until D-axis positioning was
finished. If the ST20 head is skipped, automatic operation starts without waiting for
positioning to finish since the cam axis does not stop but continues to rotate during D-
axis return just as it does.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-62 CP643E System Reference
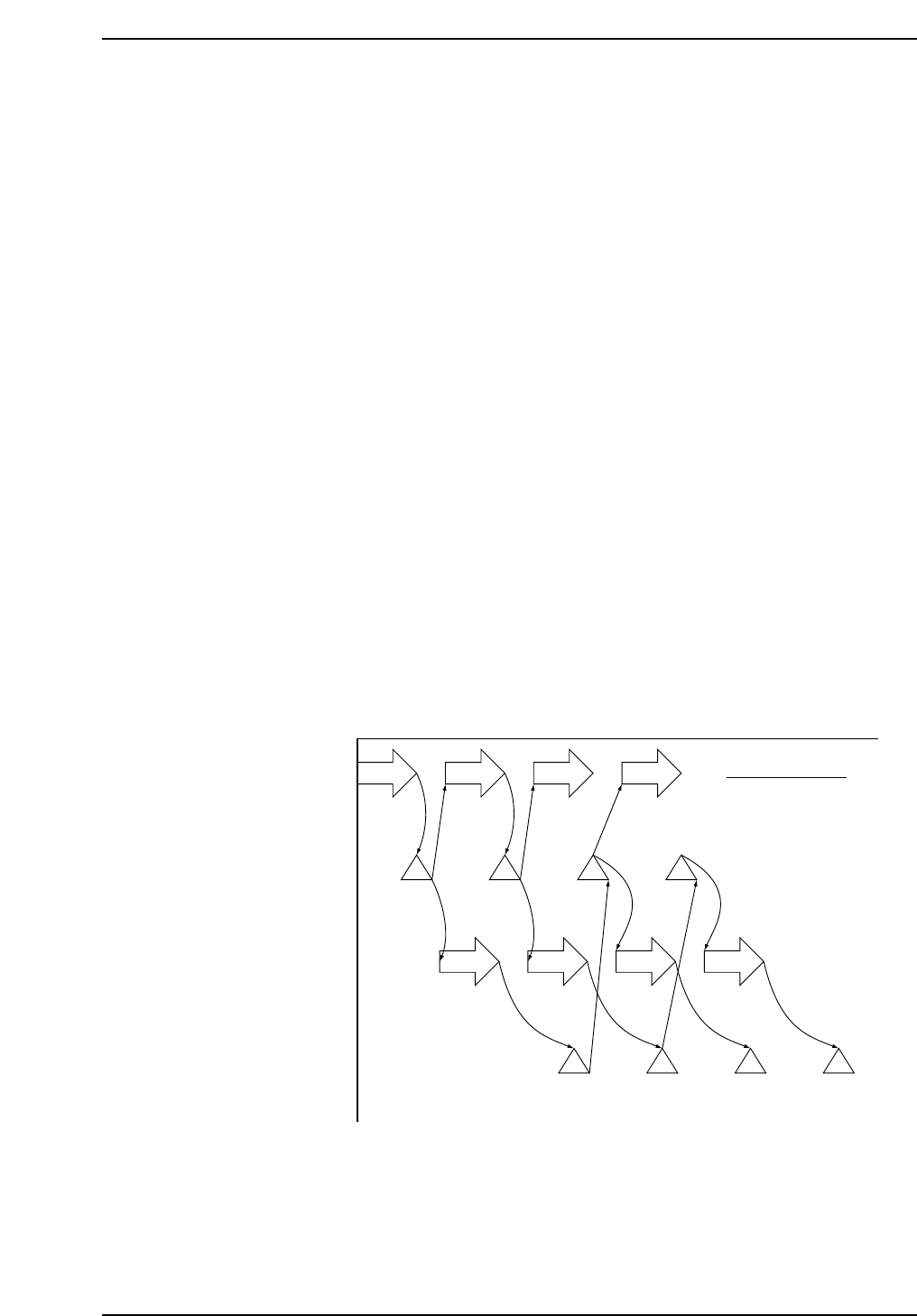
1.12.9 Mark Acquisition Overlap
Mark acquisition operation specifications
The mark vision processing time is utilized for moving the XY-table to the next mark
read position during vision processing.
For example, if four marks are to be read the operation sequence would be as follows.
[1] Movement to mark 1 position.
[2] After moving to mark 1, the mark 1 image is acquired.
[3] Mark 1 vision processing is carried out.
[3] Movement to the next mark 2 position.
[4] After moving to mark 2, the mark 2 image is acquired.
[5] Mark 2 vision processing is carried out.
[5] Movement to the next mark 3 position.
[6] After moving to mark 3, the mark 1 vision processing result is received.
[7] Mark 3 image is acquired.
[8] Mark 3 vision processing is carried out.
[8] Movement to the next mark 4 position.
[9] After moving to mark 4, the mark 2 vision processing result is received.
[10] Mark 4 image is acquired.
[11] Mark 4 vision processing is carried out.
[12] Since there is no next mark, the mark 3 and 4 vision processing results are received.
However, the above mentioned overlap processing is limited to continuous fiducial/
block skip marks. When processing a fiducial mark after a global skip mark or block
skip mark, determination as to whether the next mark needs to be read or not is made
after the result of the global skip mark or block skip mark is received.
In addition, for a block skip mark that references a fiducial mark, movement to the
intended position takes place after the referenced fiducial mark acquisition result is
received.
Z-axis height when reading marks
Mark acquisition and board check were carried out at the Z0 height until now but as a
result of a change in the mark camera and board check sensor installation positions,
mark acquisition is now carried out at the position defined by “Z0 - PCB thickness - 5.0
mm”.
XY-axes movement
Mark acquisition
(Image acquisition)
Vision processing
Vision processing
result received
[6]
Mark1
[9]
Mark2
[12]
Mark3
[12]
Mark4
[3]
Mark1
[5]
Mark2
[8]
Mark3
[11]
Mark4
[2]
Mark1
[4]
Mark2
[7]
Mark3
[10]
Mark4
[1]
Mark1
[3]
Mark2
[5]
Mark3
[8]
Mark4
For four marks
CP643S2036A
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-63 CP643E System Reference