CP643 系统参考.pdf - 第117页
1.12.5 Backlight and Frontlight Vision processing is carried out at Station 6. The lighting format can be selected as either a backlight or a frontlight format. Details on setting the type of lighting system in Proper an…
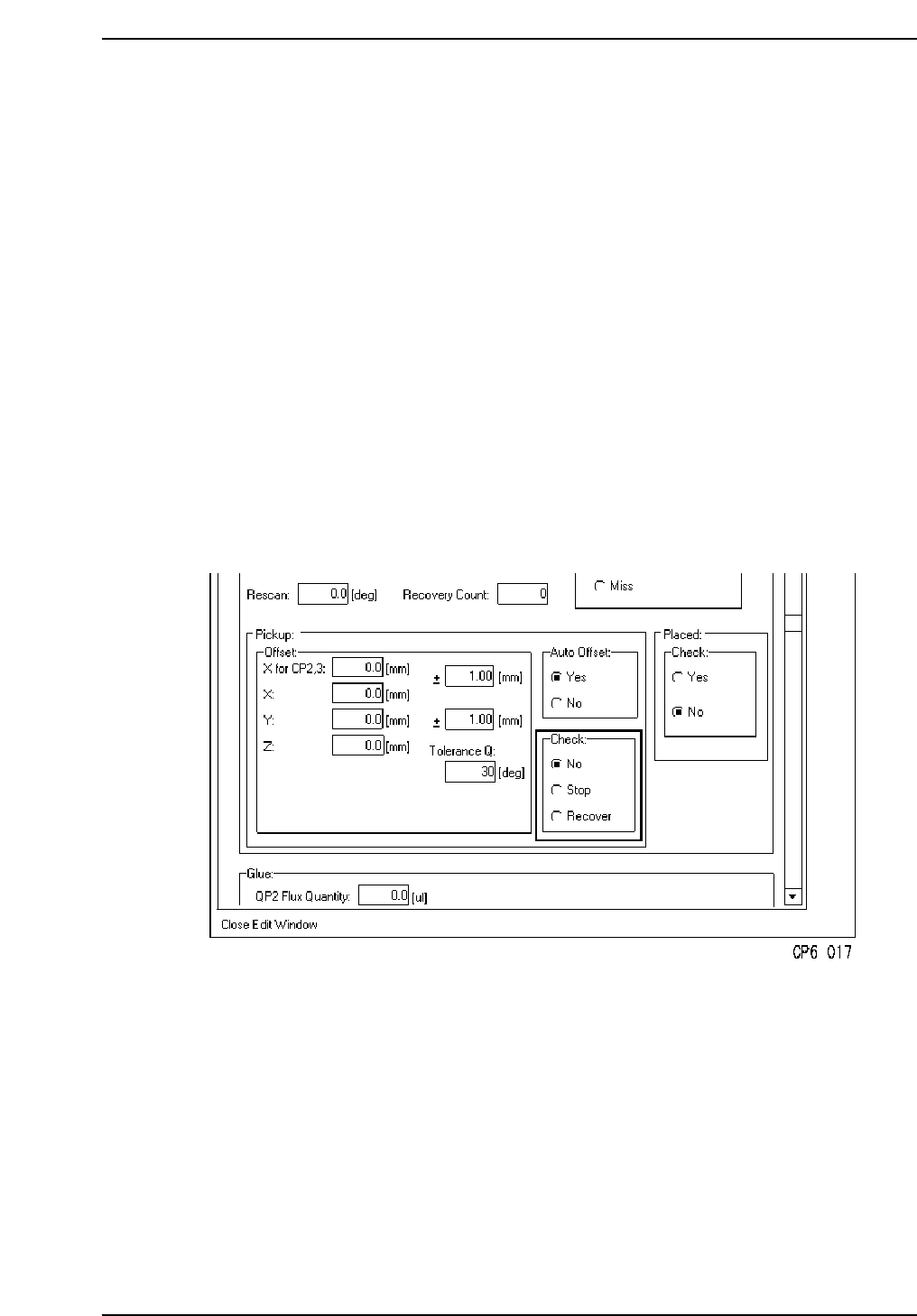
1.12.4 Large Parts Pick-up Check
Inspection of whether or not the mounting parts have been picked up from the feeder is
performed at STN2. If pickup cannot be confirmed, the line stops immediately and a
device check is performed. If it is the end of the tape, "Parts out" is displayed. If it is not
the end of the tape, "Pickup miss" is displayed. This function is set in Part Data, allowing
it to be selected for each part type. If a part could not be picked and recovery is not set to
"error pass", the machine will attempt the recovery process at station 2 after 6 sequences.
How to set Part Data:
[PART DATA] Carrying_data
<for MCS>
Carrying_data
14. Pickup_check : This data item chooses whether or not a large part pick-up check
will be carried out.
[Example] 14. Pickup_check Stop
<For F4G>
1. Start the VPD.
2. Open the “Part Type Data” in the relevant part data.
3. At the [Pick up] - [Check] item, specify whether or not a large part pick-up check is to
occur.
Caution: The large parts pick-up check function is only concerned with parts whose thickness
exceeds 1 mm. The check function is not carried out for parts with a thickness
(registered in Part Data) of less than 1 mm.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-59 CP643E System Reference
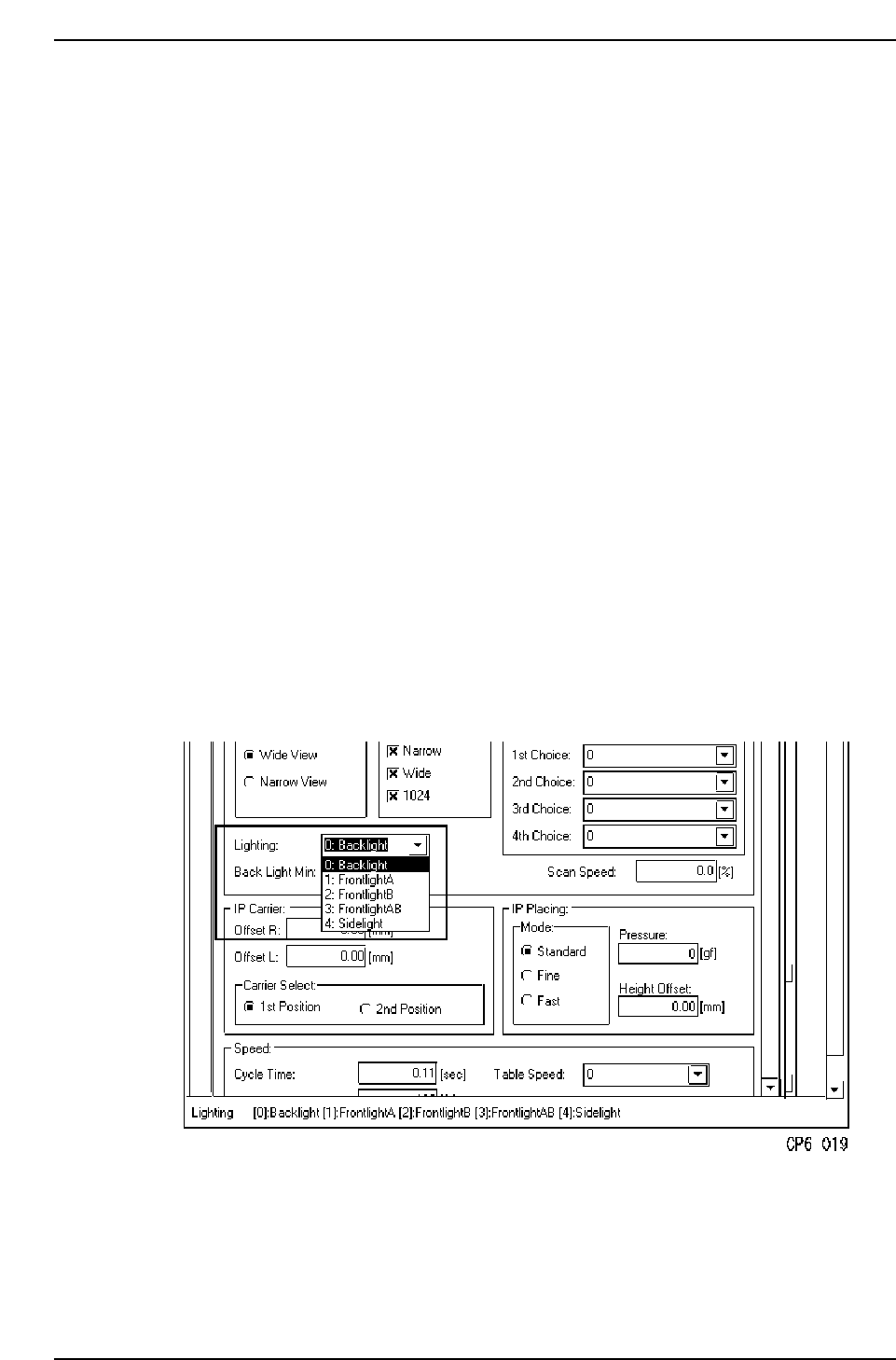
1.12.5 Backlight and Frontlight
Vision processing is carried out at Station 6. The lighting format can be selected as either
a backlight or a frontlight format.
Details on setting the type of lighting system in Proper and Part Data follow:
[Proper]
138. Front Light : Specifies whether or not front lighting is used.
Non: . . Not fitted
Use: . . Fitted
Note: “Use” is specified in standard specification systems.
[PART DATA]
<for MCS>
Vision_data
13. Lighting : This item selects which lighting will be used.
0: Back_Light
1: Front_Light
4: Side_Light . . . . . (Option: Special front light)
Caution: “2” and “3” lighting settings are not used on the CP643E.
Note: If ‘Lighting’ is set to “2” or “3”, operation for “0” (Back_light) is carried
out.
<For F4G>
1. Start the VPD.
2. Open the “Part Type Data” in the relevant part data.
3. At the [Camera] - [Lighting] item, specify the desired part image acquisition format.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-60 CP643E System Reference

1.12.6 Next Board Supply Timing
The use of a new board transport mechanism provides an improved cycle time over the
conventional board transport system. If the board were transferred from the in-conveyor
to the in-carrier after the completion of production, the cycle time would be the same as
the conventional one.
It is necessary for the next board to already have been transported on the in-carrier at the
completion of production by the way of the instruction for the next board to be
transported during production. The standard timing is 40 sequences prior to the last
sequence but it is possible to change this in the program depending on such things as the
total number of sequences and the cycle time. (If this is set to “0” transport will not
begin until two boards are completed.)
1.12.7 Placing Sequence Assignment When Next Production Starts
In conjunction with the use of a new board transport mechanism to realize an improved
cycle time over the conventional board transport system, production efficiency has also
been improved through a timing change in the assignment of sequences for production
of the next board.
Until now, sequences were assigned in order with the first sequence assigned to ST16 at
the time production of the next board began (when pre-picking began). The first
sequence for the next board (pre-pick sequence) is now assigned to ST16 when the vision
processing of the last sequence has been completed and recovery sequences have been
eliminated.
Conditions for assigning pre-pick sequences
Pre-picking is carried out when all of the conditions below have been met.
• Normal vision processing result returned for the last sequence (ST8)
• No recovery sequences
• Number of boards to be supplied next has been determined
• No block skip marks
• Not in turnover production
If the above five conditions are not satisfied, sequence assignment is carried out, just as it
has been until now, when production of the next board starts.
Maximum number of pre-pick sequences
Since the vision processing result of the last sequence is determined at ST8 and the first
sequence for the next board is assigned to ST16, the maximum number of pre-pick
sequences is four.
If recovery has occurred
If recovery takes place the pre-pick sequences assigned to the head are cleared and
normal recovery sequence processing is carried out. Pre-pick parts are not used for
recovery.
Part 2 Chapter 1 Basic Operation
Edition 1.1 2-1-61 CP643E System Reference