YV180X_Ope_E.pdf - 第162页
5 -86 EPD8013110 Operation Chapter 5 5 Creating the PCB data 5. Clamping the PCB When you clamp a PCB on the con v eyor manually , for example when teaching the coordinate data on the PCB, set it on the con veyor with th…
5
-85
EPD8013110
Operation
Chapter 5
5
Creating the PCB data
5. Run the PARAM SEARCH command again and, if successful, next run
the VISION TEST command.
When no error occurs, advance to the next step.
If the PARAM SEARCH result is a fail, enter a larger value for the
Tolerance parameter in the Adjust Assist Items window, then run
“PARAM SEARCH” again.
6 Check that the mark can be recognized even if it has
moved.
Check that the mark can be recognized in any location within the search
area.
Run the TEACH MARK command, and manipulate the joy stick to move
the mark slightly. If no error occurs when “VISION TEST” is run again, the
setting is okay. Repeat this operation several times, and check that no error
occurs.
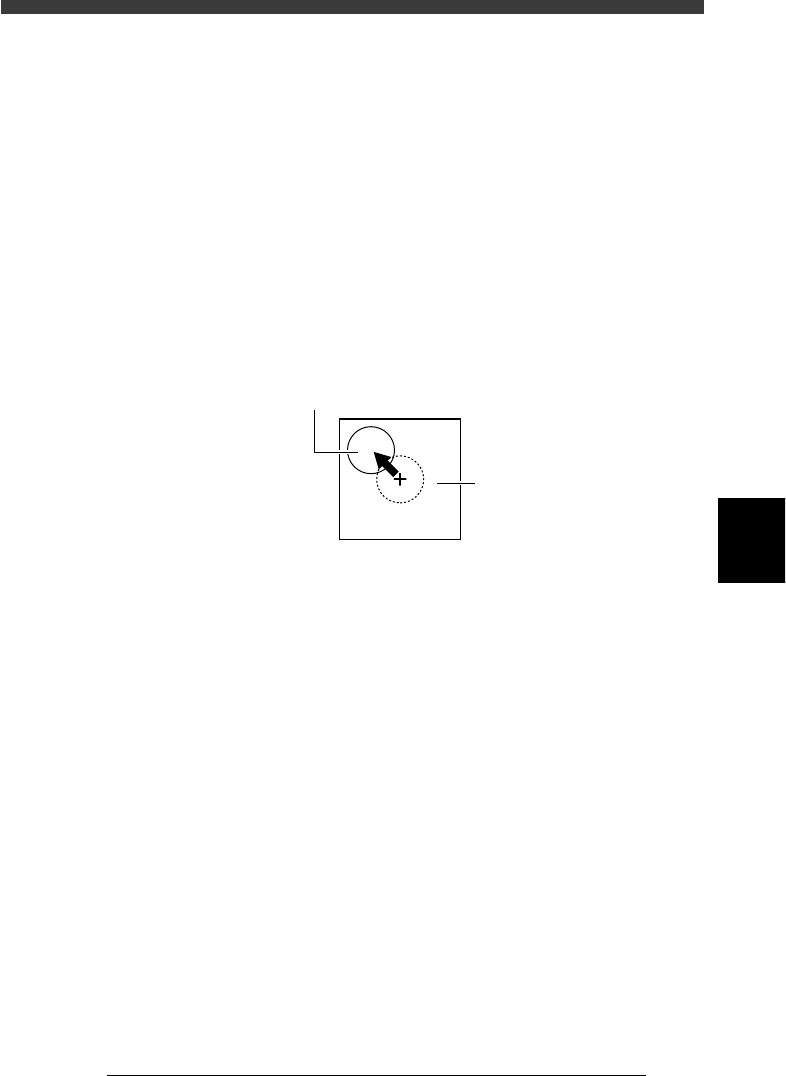
Final check (mark)
23535-C0-00
Check that the mark is correctly recognized
even when slightly shifted from the center cursor
Search Are
a
7 Select the EXIT command.
Now you can exit the Adjust Assistant mode and return to the Mark
Info. screen.
5
-86
EPD8013110
Operation
Chapter 5
5
Creating the PCB data
5. Clamping the PCB
When you clamp a PCB on the conveyor manually, for example when
teaching the coordinate data on the PCB, set it on the conveyor with the
procedure below.
There are three methods of clamping a PCB. Select the method that
matches the PCB to be used.
1. “Locate Pin”
2. “Pin+PushUp”
3. “Edge Clamp” (option)
Methods 1 and 2 use the locate pins for PCB positioning but method 3 does-
not use locate pins. Refer to “8. Changing the conveyor unit setup” in
Chapter 4 for adjustment of each conveyor unit.
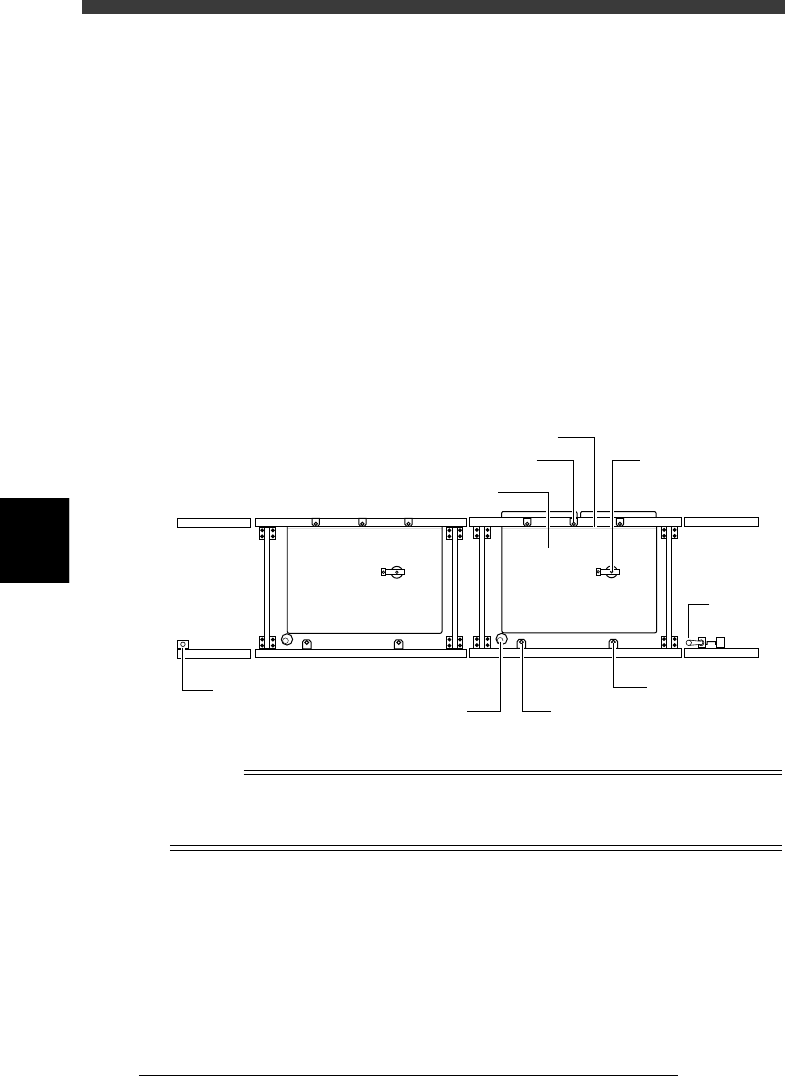
Conveyor unit (top view)
23536-D8-00
Edge clamp (option)
PCB clamp
Push-up plate
Push-up pin
Main stopper
A-table conveyor
B-table conveyor
Fixed locate pin
Movable locate pin
Entrance
stopper
Exit stopper
Reference
The PCB clamping method can be selected by specifying the PcbFixDevice parameter on
the PCB Info. screen. For details on the PCB clamping method, refer to Step 12 of “6.
Creating the PCB information” in this chapter.
5
-87
EPD8013110
Operation
Chapter 5
5
Creating the PCB data
1 Run the <2/1/B7 CONVEYOR UNIT> command.
The conveyor unit menu box appears as shown below. The sensor
detection status is displayed to the right of each unit.
Conveyor unit menu box
27535-C0-00
LOCATE PIN
PUSH UP
PCB CLAMP
EDGE CLAMP
PUSH IN
MAIN STOPPER
ENT. STOPPER
EXIT STOPPER
CONV. MOTOR
CONV. WIDTH
PROGRAM PIN
RETURN
CONVEYOR UNIT (STS.)
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
2 Check the surrounding area for safety.
Check that the push-up pins are not placed on the push-up plate so that
they do not interfere with the conveyor rails when the conveyor width is
adjusted.
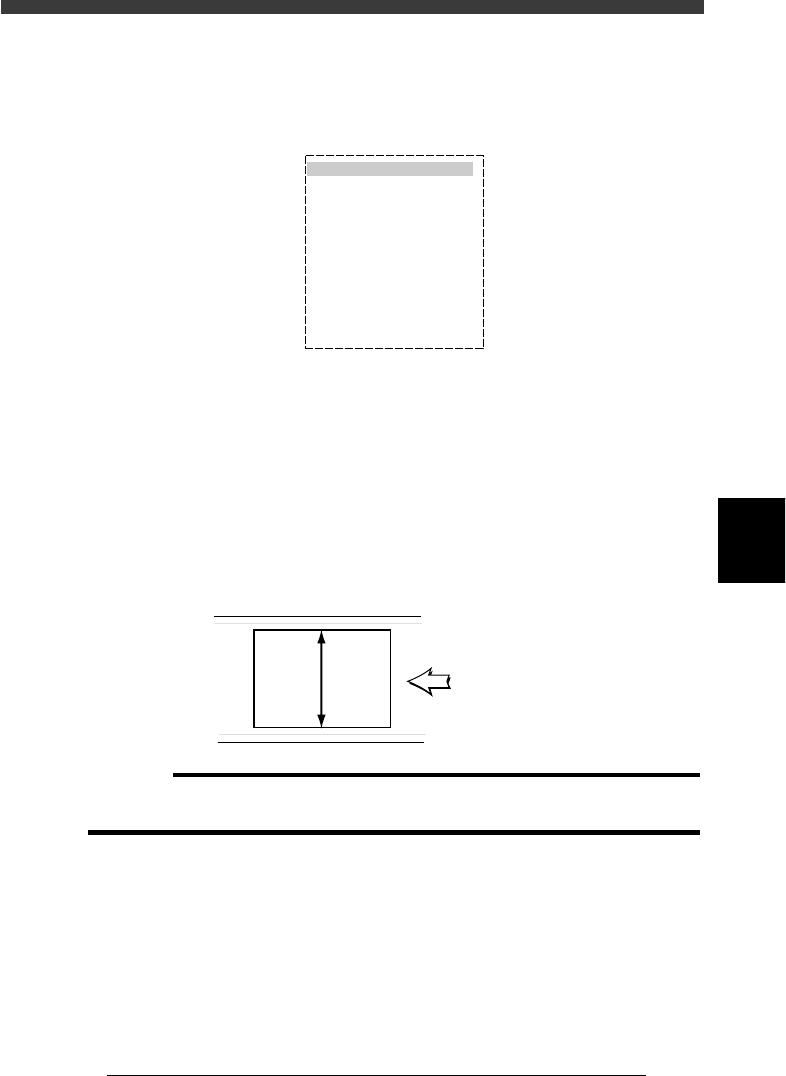
3 Adjust the conveyor width.
Select “CONVEYOR WIDTH” from the CONVEYOR UNIT menu box and
press the [ENTER] key. The PCB width input box then appears. Input the
PCB width value in millimeters and press the [ENTER] key, the conveyor
width will then be adjusted.
PCB width
23537-C0-00
PCB
width
PCB flow direction
c
CAUTION
The conveyor width moves when you press the [ENTER] key after inputting the PCB
width, so use caution.
e
4 Set emergency stop.
Press the emergency stop button for safety.
5 Raise the main stopper.
Move the cursor to “MAIN STOPPER” and press the [ENTER] key. (The
main stopper rises and lowers each time you press the [ENTER] key. )
6 Set the PCB on the conveyor.
Place the PCB against the main stopper to set it on the conveyor.