YV180X_Ope_E.pdf - 第49页
4 -10 EPD8013110 Operation Chapter 4 4 Daily operation 4 4. W ar m-up A warm-up of the machine before starting PCB production is recom- mended, especially for the X and Y axes. Normally , about 10 minutes of warm-up is r…

4
-9
EPD8013110
Operation
Chapter 4
4
Daily operation
3.2 Return to origin
This operation returns each axis of the mounter and tray changer (if
connected) to the machine origin. After the power is turned on, return-to-
origin must be performed before beginning any work such as creation of
new PCB data and PCB production.
1. Return to origin in RUNNING mode
1
Select <1/1/RUNNING> and press the [ENTER] key.
A list of the registered PCB names appears on the screen.
2
Select the PCB name and press the [ENTER] key.
1. Use the arrow keys to select the name of the PCB to be produced.
If the PCB to be produced has not been registered yet, you can select
any PCB name.
2. Press the [ENTER] key to load the selected PCB data.
3. When the PCB data has been loaded, the cursor is positioned on <1/1/
D2 INIT. SERVO ORIGIN>.
3
Check the surrounding area for safety.
Each axis moves when you perform return-to-origin. Placing any part of
your body within the movement range of the head assembly during return-
to-origin can be hazardous, so be sure to stay out of the movement range.
4
Perform return-to-origin.
Check that the cursor is positioned on <1/1/D2 INIT. SERVO ORIGIN> and
press the [ENTER] key. Each axis begins to return to its origin.
2. Return to origin in MANUAL mode
1
Select <1(2 or 3)/4/MANUAL> and press the [ENTER] key.
When the alert message box “Incomplete return-to-origin” appears on the
screen, press the [ENTER] key to clear it.
Reference
The MANUAL mode is available in each manager except the SHELL manager.
2
Check the surrounding area for safety.
Each axis moves when you perform return-to-origin. Placing any part of
your body within the movement range of the head assembly during return-
to-origin can be hazardous, so be sure to stay out of the movement range.
3
Perform return-to-origin.
Move the cursor to <B6 INIT. SERVO ORIGIN> and press the [ENTER] key.
Each axis begins to return to its origin.
4
-10
EPD8013110
Operation
Chapter 4
4
Daily operation
4
4. Warm-up
A warm-up of the machine before starting PCB production is recom-
mended, especially for the X and Y axes. Normally, about 10 minutes of
warm-up is recommended. If less than two hours has elapsed after the
machine was last used, no warm-up is necessary. When the mounter starts
warm-up, the tray changer also starts warm-up at the same time if it is
connected.
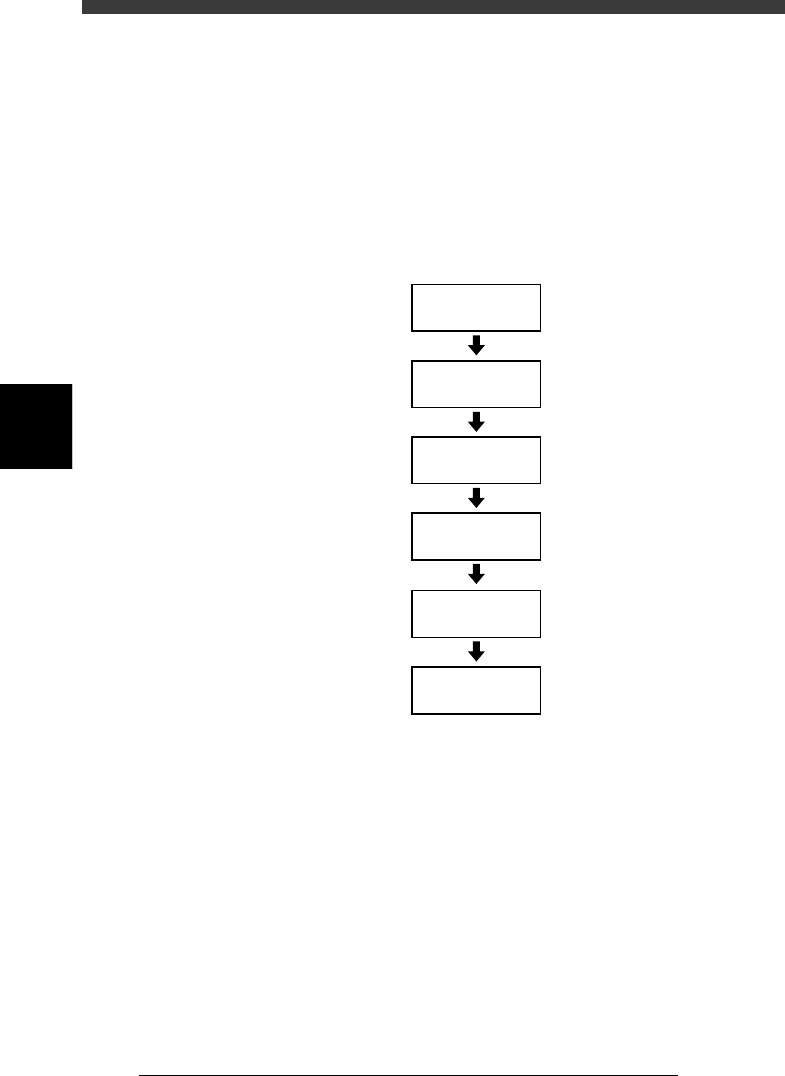
Warm-up flow chart
23404-C0-00
Check before
warm-up
1/1/D1 WARM UP
Set warm-up time
Check safety
Warm-up stops
automatically
Start warm-up
4
-11
EPD8013110
Operation
Chapter 4
4
Daily operation
1
Check the following points before starting warm-up.
• Emergency stop is cancelled.
• Return-to-origin has been completed.
• No push-up pins are set on the push-up plate.
• The safety covers are all closed.
2
Select <1/1/D1 WARM UP> and press the [ENTER] key.
The warning message box appears on the screen. Check the surrounding
area for safety.
c
CAUTION
If you select the <1/1/RUNNING> mode without selecting a PCB name, a PCB name
selection box appears. Select the PCB name or press the [ESC] key to make the selection
box disappear, and then execute the <D1 WARMUP> command.
3
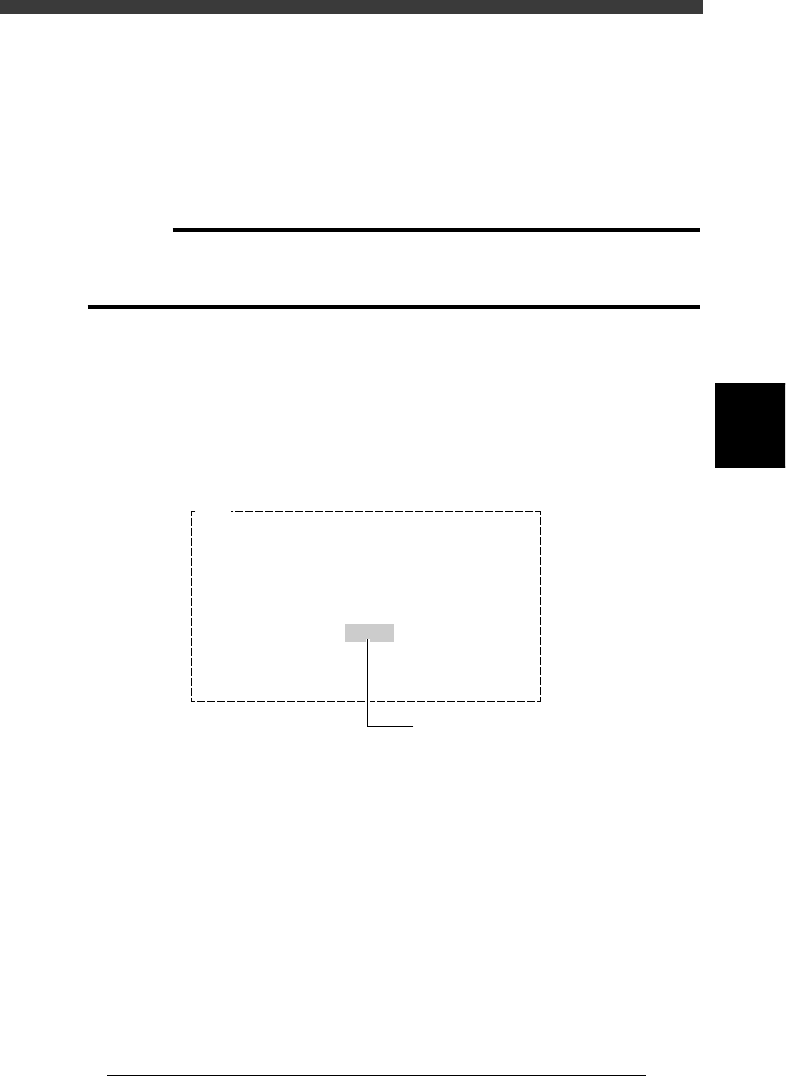
Press the [Space] bar to set a warm-up time.
A warm-up time is displayed in minutes in the warning message box. Each
time you press the [Space] bar (or [INS] key), the warm-up time setting
changes in one minute increments. To shorten the warm-up time setting,
press the [DEL] key. We recommend setting 10 minutes under normal
conditions.
Warm-up time setting
27403-C0-00
E903
Ready to start WARMING UP.
Ensure that here are no obstructions
to the head assembly
Push any one key except [ Enter ] key to abort
WARMING UP and to return to the command menu.
[ Space ] key enable to indicate minutes.
10min.
Press the [Space] bar to set
the warm-up time to "10"