YV180X_Ope_E.pdf - 第95页
5 -19 EPD8008100 Operation Chapter 5 5 Creating the PCB data specifying an alternativ e component, see “ 8. Alternativ e components ” in Chapter 6. 13. Use feeder opt. Set to “ Ye s ” when you want to change the feeder s…
5
-18
EPD8008100
Operation
Chapter 5
5
Creating the PCB data
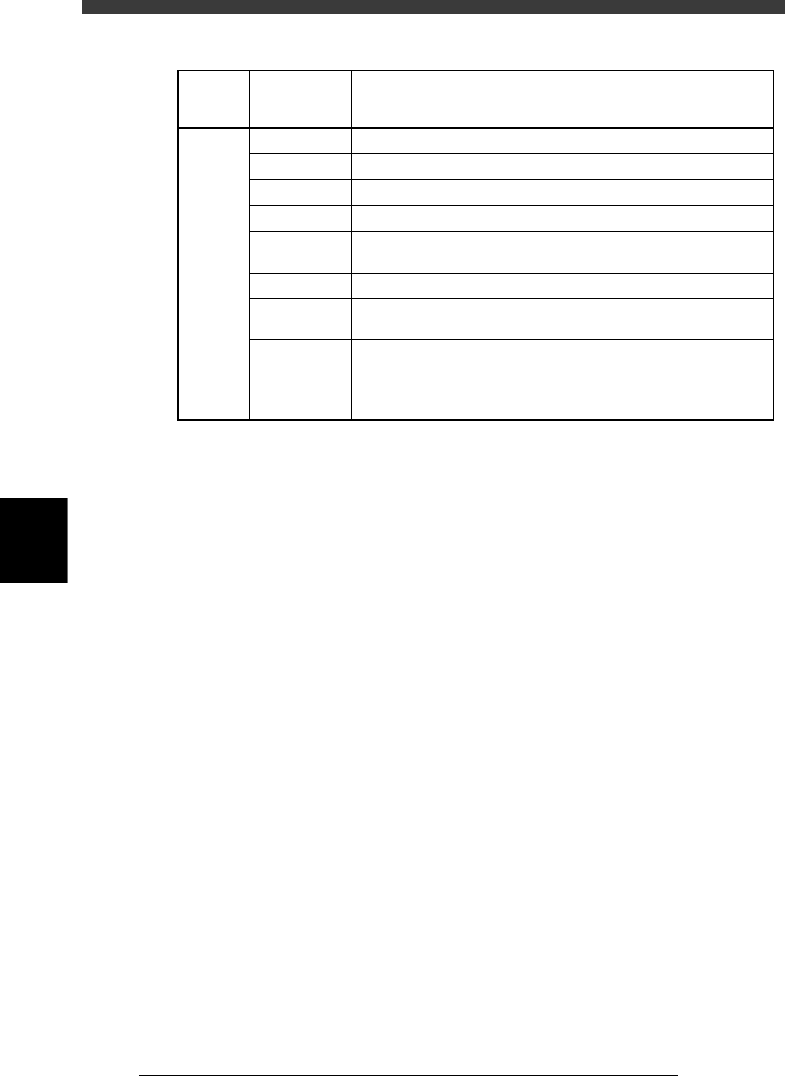
Feeder Type settings (when “Comp. Package” is set to “Bulk”)
25502-C0-00
Bulk-1005C
Bulk-1005R *
Bulk-1608C
Bulk-1608R *
Bulk-T0.6C
Bulk-T0.6R
Bulk-T1.25C
Bulk-A to D Select these settings when using a bulk feeder other than the
above. Note that you must make necessary settings on the
<3/1/B4 FEEDER SPEC. INF> screen.
For the setting procedure, refer to the mounter service manual.
Bulk feeder for 2125 capacitors (chip thickness 1.25mm). Marked
"2125 T1.25" on the feeder.
Bulk feeder for 2125 resistors. Marked "2125 T0.6" on the feeder.
Bulk feeder for 2125 capacitors (chip thickness 0.6mm). Marked
"2125 T0.6" on the feeder.
Bulk feeder for 1608 resistors. Marked "1608 R" on the feeder.
Bulk feeder for 1608 capacitors. Marked "1608 C" on the feeder.
Bulk feeder for 1005 resistors. Marked "1005 R" on the feeder.
Bulk feeder for 1005 capacitors. Marked "1005 C" on the feeder.
Comp.
Package
setting
Bulk
Feeder Type
setting
Tape feeder or bulk cassette feeder type
3. Required Nozzle
Select the optimum nozzle that matches the component size from among
the nozzle types for chip components. (See “Nozzle table” listed in the
supplement in this manual.)
4. Feeder Set No.
Enter the feeder set number of the position at which the feeder is installed.
This parameter setting is unnecessary when the Use feeder opt. parameter
is set to “Yes.”
5. Pos. Definition
Set to “Automatic” when you set the Comp. Package parameter to “Tape”
or “Bulk”. (The pickup position is automatically calculated.)
6. Feeder Pos_X
This parameter is skipped when the Pos. Definition parameter is set to
“Automatic”.
2. OPTION INFO. parameters
Some of these parameters are displayed only when the Simple Edition
parameter on the <3/1/A1 OPTION CONFIG.> screen is set to “Full
Items”.
11. FixCmpRef.
Set this parameter to “0” in normal operation. Enter static component
numbers here only when used. See “4. Static component information” in
Chapter 6 for more details.
12. Alt. Cmp.
This parameter specifies an alternative component number which can be
used if the current component runs out. When not needed to specify any
alternative component, leave it at “0”. For detailed information about
5
-19
EPD8008100
Operation
Chapter 5
5
Creating the PCB data
specifying an alternative component, see “8. Alternative components” in
Chapter 6.
13. Use feeder opt.
Set to “Yes” when you want to change the feeder set positions according to
results obtained with the DATA GENERATOR commands. (See “9. Data
optimization” in this chapter.) Set to “No” if you do not want to change
these positions. Setting to “Yes” is advised.
14. Comp. Group No.
When a nozzle lowers to mount a low-profile component after tall
components have been mounted on the PCB, the neighboring nozzles may
interfere with those tall components. To avoid this, components can be
grouped by height so that they are mounted in the desired order (0 to 99).
When no mounting order is needed, set this parameter to “0”.
15. Correct Pickpos.
Set this parameter to “NotUse” in normal operation.
3. PICK & MOUNT INFO. parameters
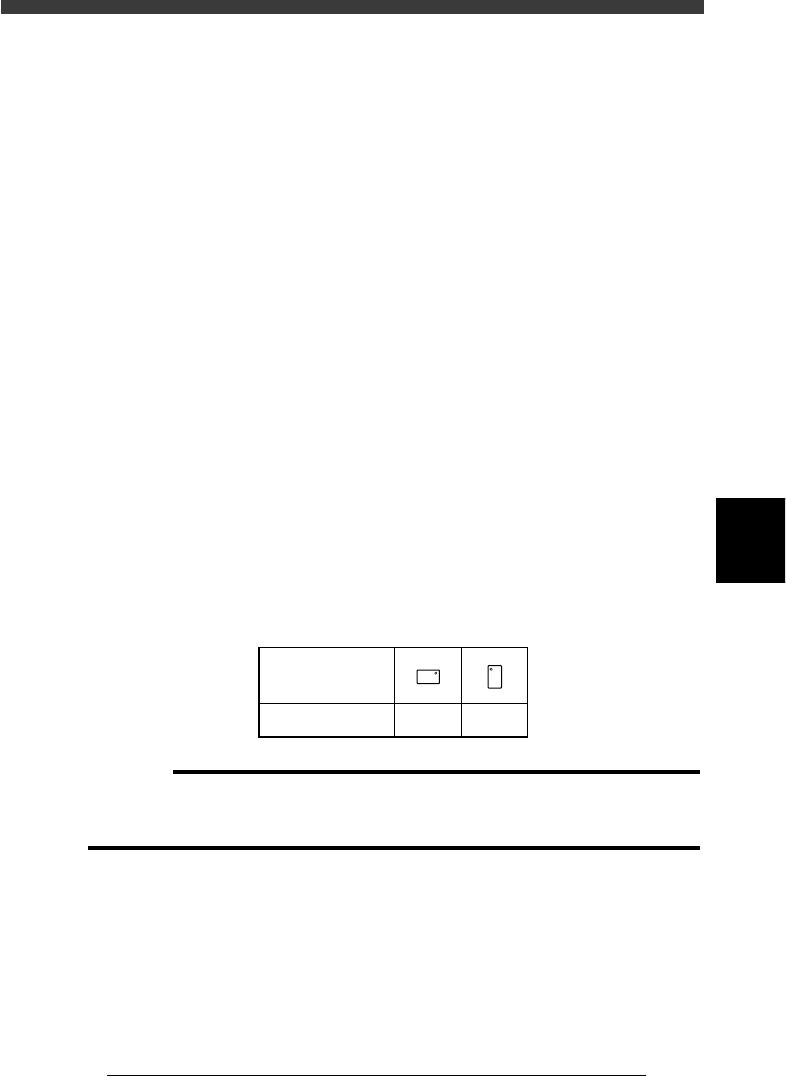
21. Pick Angle deg
This parameter specifies the angle through which the mounter head rotates
to pick up a component on the feeder. This setting determines the orienta-
tion of the component (recognition reference) when it is recognized and
displayed on the vision monitor. Normally, set this parameter to 0° for
horizontally long components in the loading position on the feeder, and set
to 90° for vertically long components. When you are using a bulk cassette
feeder, always set this parameter to 90°.
Chip component pickup angle
25503-C0-00
0 deg. 90 deg.
Loading position
Pickup angle
NS
E
W
N
S
WE
c
CAUTION
Pickup angle setting directly affects the recognition reference and mounting angle. Be
careful not to mistake 0° for 180° for horizontally long components in the loading
position and 90° for -90° for vertically long components.
22. Pick Timer, Mount Timer
These parameters specify the time duration (in seconds) for which the head
stays in the lowered position after detecting the reference pickup or mount
vacuum pressure when picking up or mounting a component. For small
5
-20
EPD8008100
Operation
Chapter 5
5
Creating the PCB data
components such as chip components, it is okay to set these parameters to
“0.00”.
23. Pick Height, Mount Height
These are the Z-axis height offset values used when the head lowers to
pick up or mount a component. Set these parameters to “0” in normal
operation.
If you want to lower the Z-axis height during component pickup or
mounting, enter a plus value in the Pick Height or Mount Height column.
Conversely, if you want to raise the Z-axis height, enter a minus value.
24. Pick Sequence
This parameter specifies the timing to start vacuum generation when the
head picks up a component. When set to “Normal”, vacuum generation
starts before the head moves down. When set to “Bottom”, vacuum
generation start after the head has moved down. Set this parameter to
“Normal” in most cases.
25. Mount Action
This specifies the nozzle descent movements during component mounting.
Set this parameter to “Normal” in most cases.
26. Vacuum Check
Set this parameter to “NORMAL CHK” in normal operation. If you want
to check pickup errors and mount errors strictly (head return without
mounting the component), set to “SPECIAL CHK”.
n
NOTE
When the Vacuum Check parameter is set to “NORMAL CHK”, the machine controls the
ascent timing of the head from the lowered position during component pickup or mount-
ing. This parameter setting is valid only when the Vacuum Check parameter on the PCB
Info. screen is set to “Check”.
27. Pick Vacuum, Mount Vacuum
These are reference vacuum pressures used for checking the pickup and
mount vacuum levels. Use the default settings and adjust them as needed
in the Adjust Assistant mode. (See “3.7” in this chapter.)
28. Conv. Y Speed
This parameter specifies the conveyor Y-axis moving speed. Set to “FAST”
as long as no problem occurs. But, if the mounted components move or
slide on the PCB due to the Y-axis movement, set this parameter to a
slower speed.
4. DUMP INFO. parameters
31. Dump Way
This specifies the location where a component will be dumped if an error