YV180X_Ope_E.pdf - 第206页
5 -130 EPD8013110 Operation Chapter 5 5 Creating the PCB data Checkpoint 5: Nozzle If the component cannot be still picked up even after taking corrective action according to checkpoints 1 to 4, check and correct the fol…
5
-129
EPD8013110
Operation
Chapter 5
5
Creating the PCB data
Reference
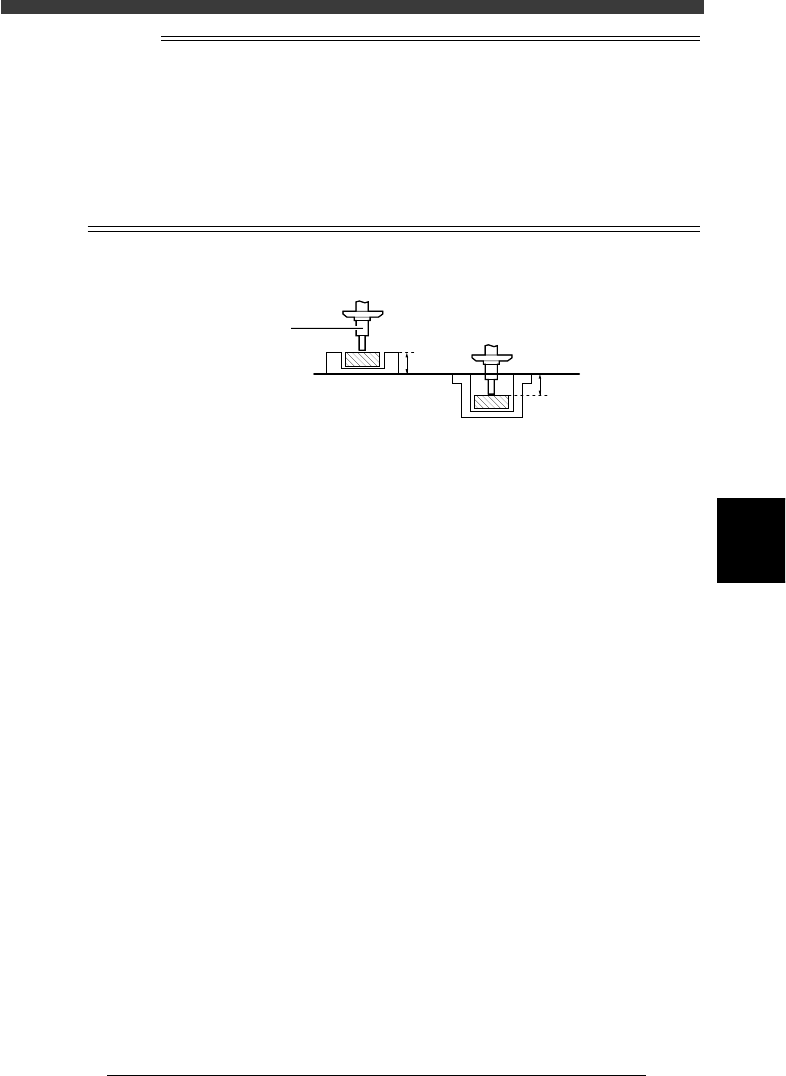
For components fed on paper tape, their surface (delivery height) is about 0.5mm higher
than the typical reference height (the nozzle tip height when the Pick Height parameter in
the PICK & MOUNT INFO. sub-window is set to 0.0mm. So, enter 0 to -0.5mm in the Pick
height parameter column. It is advisable to enter a value that allows the nozzle to press
the component by about 0.2mm. But, carefully select this value to prevent the nozzle from
pressing the component too much, otherwise the tape bottom may be broken causing the
component to stand on its side.
For components fed on embossed tape, their surface is about 0.5mm lower than the typical
reference height, so enter “0 “to “0.5mm” for the Pick height parameter.
Component delivery height
23556-C0-00
0.5mm
0.5mm
Paper tape Embossed tape
Reference height
Nozzle
Checkpoint 3: PICK & MOUNT parameters
If you found nothing wrong by visual check, try adjusting the PICK &
MOUNT INFO. parameters in the component information as explained
below.
• Pick Timer:
Set this parameter to a value slightly larger than the current setting.
• Pickup Speed:
Set this parameter to a value slightly smaller than the current setting.
When the data has been corrected, press the [ESC] key and select the
<1/2/C0 SAVE & EXIT> command.
Checkpoint 4: Feeders
If the component cannot be still picked up even after taking corrective
action according to checkpoints 1 to 3, try replacing the feeder with
another one. If no error occurs with the new feeder, the former feeder
probably has a problem. Contact the YAMAHA sales representatives in
your area.

5
-130
EPD8013110
Operation
Chapter 5
5
Creating the PCB data
Checkpoint 5: Nozzle
If the component cannot be still picked up even after taking corrective
action according to checkpoints 1 to 4, check and correct the following
points.
• Check if the nozzle tip is worn or nicked.
• Try to specify another nozzle type for “Required Nozzle” in the
BASIC INFO. sub-window of the component information.
10.3.4 Component recognition error
If a component cannot be recognized correctly, the VISION or SHAPE
INFO. sub-window parameter settings may be incorrect, or adjustments
with the Adjust Assistant commands may not be satisfactory.
1 Exit the RUNNING mode.
1. If the mounter operation is interrupted by error, press the [ENTER] key
to reset the error.
2. Run the <1/1/E0 EXIT FROM RUNNING> command.
2 Select the data line.
Select “Component Info.” in the <1/2/PRD.DATA> mode, and move the
cursor to the data line of the corresponding component.
3 Check the data.
Press the [F4] key to change the sub-window to the VISION and SHAPE
INFO. screens, and check that the parameters on each screen are correct.
To
correct the data, press the [TAB] key to move the cursor to the sub-
window.
4 Perform the Adjust Assistant.
Press the [F6] key to select the <1/2/B1/ADJUST ASSISTANT> command.
Refer to “3. Creating the component information” in this chapter for details
on the Adjust Assistant. When the component has been recognized
properly, exit the Adjust Assistant mode.
5 Update the corrected data.
Run the <1/2/C7 UPDATE VISION DATA> command.
6 Quit the data correction.
Press the [ESC] key twice, then select <1/2/C0 SAVE & EXIT> and press the
[ENTER] key. The corrected data will be saved.
7 Resume automatic operation.
Run the <1/1/A2 AUTO RUNNING> command to resume automatic
operation.
5
-131
EPD8013110
Operation
Chapter 5
5
Creating the PCB data
10.3.5 Component mount error
If the component bounces on the PCB or drops off the nozzle before
reaching the PCB, inspect the cause first. To do this, press the [Space] bar
to temporarily stop the machine at the instant the nozzle picks up a compo-
nent, to see if it properly reaches the component. As an alternative, set the
operating speed to 10% or less by using the <1/1/B1 RUNNING SPEED>
command or pressing the [SPEED] key on the YPU, then observe the
nozzle movement over the feeder and check the following points.
Checkpoint 1: Component height
Open the Component Info. screen and check the Body Size Z parameter
in the SHAPE INFO. sub-window. Correct it if not appropriate.
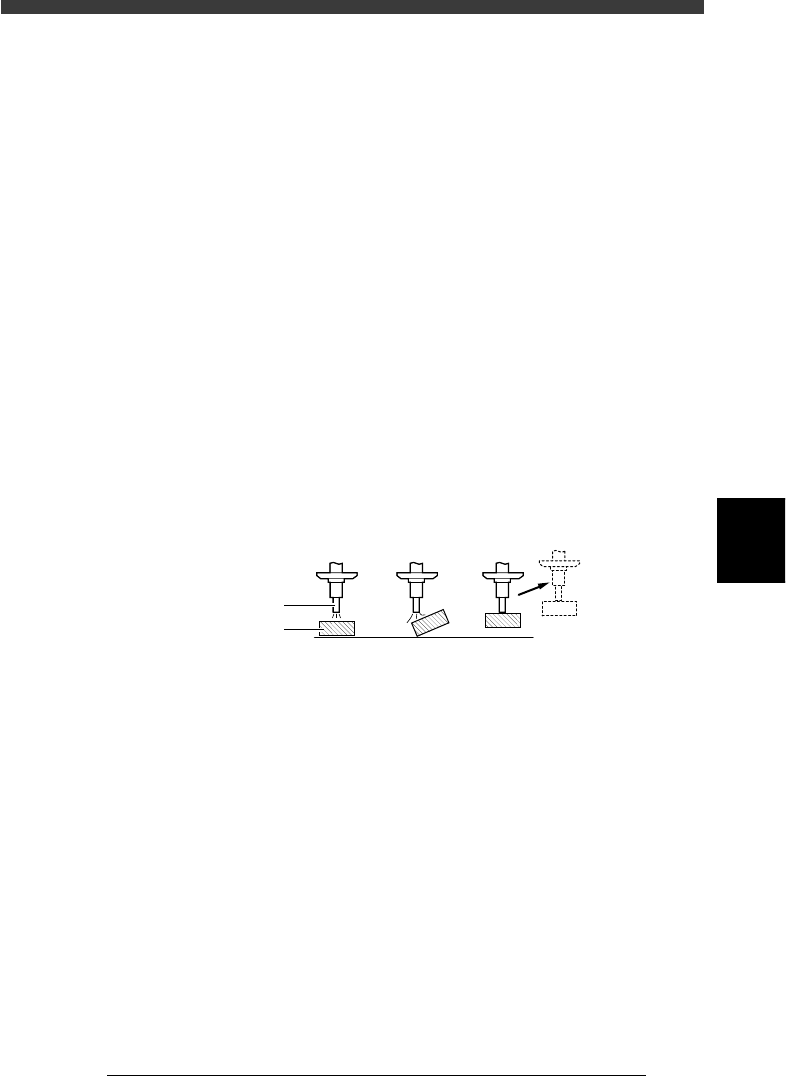
Checkpoint 2: Air blow
Immediately after a component has been mounted on the PCB, an
instantaneous air blow is performed to separate the component smoothly
from the nozzle tip. If this air blow timer is not correct, the component
may bounce on the PCB or the nozzle may take the component back
without mounting it. The air blow timer must therefore be set correctly.
Air blow for component mounting
21503-C0-00
2
3
1
Nozzle
Component
In the above drawing:
1. Air blow amount and timer are correct.
2. Air blow pressure is too high or timer is too long, causing the
component to bounce on the PCB.
3. Air blow amount is too low or timer is too short, causing the nozzle
to take the component back before mounting it.
Air blow timer
To check and correct the air blow timer, proceed as follows.
1. Select <3/3/B1 ADJUST TARGET> and then “Position”.
2. Move the cursor to the Feeder column in the Discard Point row, and
adjust the setting as follows.
If the component bounces on the PCB, enter a value smaller than
the current setting. If the component is brought back with the
nozzle, enter a value larger than the current setting.