RS-1使用说明书.pdf - 第122页
第 1 部 基本篇 第 2 章 生产 2-16 2-4-3 运行内容 预热运行期间 ,显示 下列画面。 选择对象后 ,开始运 行下列预热内容 。 轴 运行 X 、 Y 、 Z 、 θ 、 ZA 轴驱动、 真空、 吹风的 ON/OFF 动作、 A T C 滑 板的开 / 关动作 。 但, A T C 滑板 动作在反复 开、关 10 次的动作 后,会自动结 束。 传送 运行传入马达、 传出马达 、支撑台马达的驱动 。 MTC 执行往复动作。…
第 1 部 基本篇 第 2 章 生产
2-15
2-4-2 条件设置
(1)选择预热对象
从轴、传送、传送限动器、MTC 中选择预热对象(初始设置为[轴])。
[传送限动器]在选择了[传送]时可以选择。
(2)选择预热结束的条件
可选择[时间(分)]、[次数]、或[温度]。按相应按钮设置预热结束条件(初始设定为[时间])。
(3)设置模式
在编辑框内输入预热停止的时间、次数或温度。
各结束条件,可设置的值如下所示(初始设置为:
[0]
)。
时间:0~9999 (分)
* 设置为「0」 时,机器将持续运行,直到被中断为止。
次数:1~999999 (次)
温度:10~60(℃)
※在温度设置功能中,初始设置为推荐温度 25℃(贴片精度保证温度)。
但是可根据机器使用状况和设置时的机器内部温度,变更设置。
10℃以下 25℃ 10℃~60℃
10℃以上 25℃不到 25℃ 机器内部温度+1~60℃
25℃以上 30℃不到 机器内部温度+1℃ 机器内部温度+1~60℃
30℃以上 60℃以下 机器内部温度+1℃ 机器内部温度+1~60℃
60℃以上 机器内部温度+1℃ 机器内部温度+1~+2℃
温度设置模式为:持续进行预热,直至机器内部温度达到所设置的温度。
达不到所设置温度时,每进行 3000 次预热操作,会显示询问是否要持续进行预热操作的画面。
* 下列速度设置及顺序设置功能,只限修理工程师以上的用户级别才可操作。
(4)设置速度(修理工程师级别以上)
设置轴的运行速度。
速度从 [低速]、[中速]、[高速]、[高速 2]中选择。(初始设置为[中速])
(5)设置顺序(修理工程师级别以上)
从[对角]、[四角]、[模拟生产]中选择预热运行的顺序。(初始设置为[对角])
(6)设置速度变化(修理工程师以上)
对预热执行中是否要变化速度进行设置。
在现状下设定此项目,只能在一定速度下运行。
第 1 部 基本篇 第 2 章 生产
2-16
2-4-3 运行内容
预热运行期间,显示下列画面。
选择对象后,开始运行下列预热内容。
轴
运行 X、Y、Z、θ、ZA 轴驱动、真空、吹风的 ON/OFF 动作、ATC 滑
板的开/关动作。
但,
ATC
滑板动作在反复开、关
10
次的动作后,会自动结束。
传送
运行传入马达、传出马达、支撑台马达的驱动。
MTC
执行往复动作。
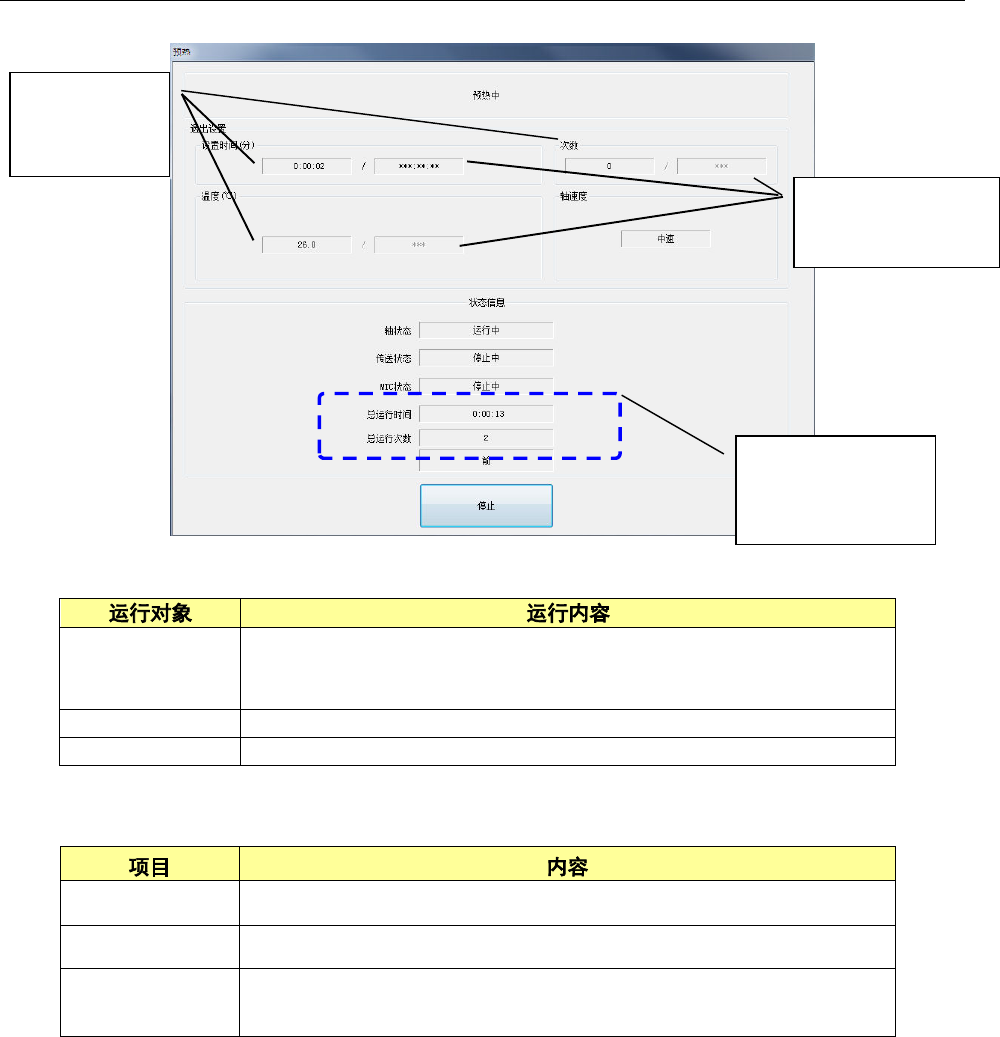
画面上显示如下内容
按<STOP>开关、或按画面上的[停止]按钮后,会显示画面,要求确认是否结束预热。
选择[确定]: 在确认结束的画面上选择[确定]时为结束预热,回到初始画面。
再次开始预热时,无需清除时间或次数即可继续运行。
但若要把时间改为次数、次数改为时间,则原预热的运行时间累计或次数累计
记录会被清除。
选择[取消]:选择[取消],则再开始预热。
设置内容
显示初始画面中设定的时间、次数或温度。
温度
显示目前的运行时间、运行次数或目前温度。
总运行信息
显示迄今为止执行预热的总时间和次数。
在设备运行信息画面中,可以清除该数据。
初始画面上设置的
时间/次数/温度
总运行信息
迄今为止实行预热
的总时间/次数
当前的实行的
时间/次数/
温度
第 1 部 基本篇 第 2 章 生产
2-17
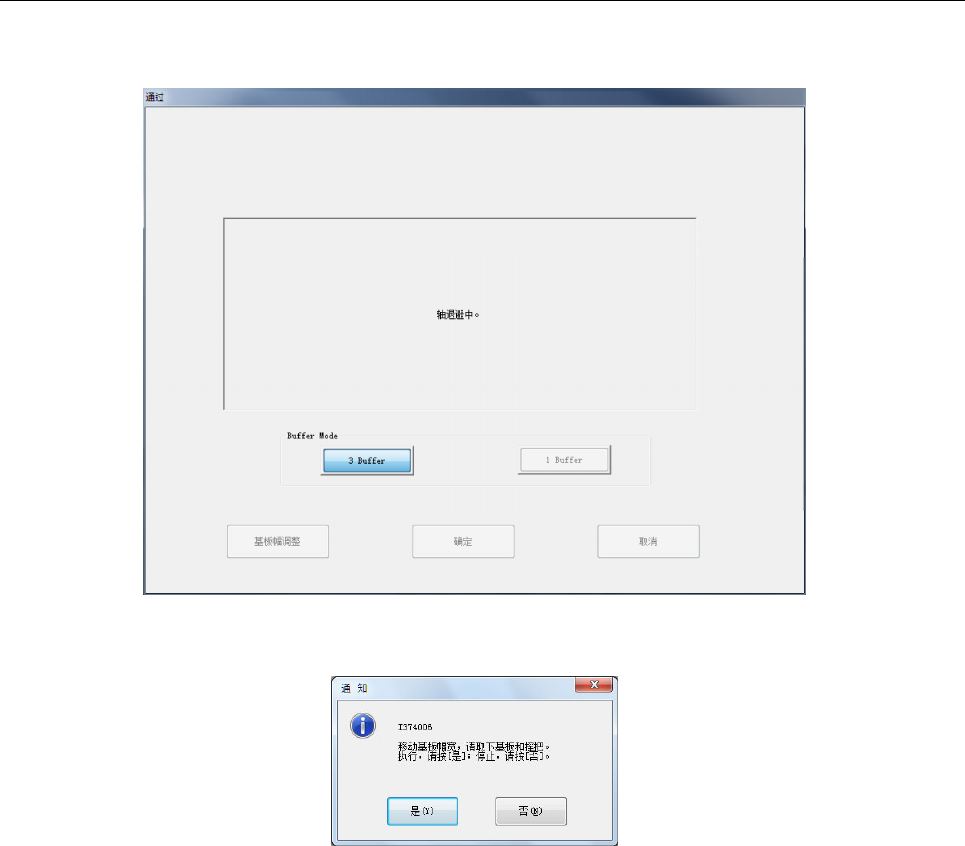
2-5 通过模式
不实施生产,只作为传送缓冲,让基板传送通过时使用。
在主画面菜单中选择[生产]-[通过],会显示以下画面,返回原点完成后,即进行全轴退避。
全轴退避后,显示「询问调整基板宽度提示信息」画面。