RS-1使用说明书.pdf - 第234页
第 1 部 基本篇 第 2 章 生产 2-128 2-12-4-5 中断 要强制停止 时,按下 <ST OP> 开 关,则显示以下的信息 框。要结束检查时 请选择 [ 是 ] 。

第 1 部 基本篇 第 2 章 生产
2-127
1) 发生错误
连续检查中发生错误时,会输出以下提示信息。
要检查下一个元件时,请按[否]。将再开始连续检查。
对发生检查错误的元件,要单独检查时,请按[是]。
发生检查错误的元件,可单独检查。(参见前一项)
在连续检查错误画面中按下[是],执行 SOT 连续方向检查画面的各按钮会变为可操作状态。
① 吸取坐标
显示吸取元件的坐标。可进行示教,勾选[把示教结果反映在吸取数据上]时,示教坐标会存
入吸取数据里。取消勾选时,仅适用于本次吸取时的坐标。
示教 XY 坐标时,将焦点无论对准 X、Y 任何一个的编辑框后,请按下功能栏的示教按
钮。示教 Z 坐标时,请将焦点对准 Z 的编辑框后,按下功能栏的示教按钮。
② 单独检查按钮
对指定的元件单独执行 SOT/元件方向检查。
③ 前代替元件/后代替元件
将检查对象变更为代替元件。
④ [送料]按钮
对检查元件的吸取位置进行送料。
⑤ [再次连续检查]按钮
从错误中断时的元件的下一个元件,再开始连续检查。
⑥ [停止]按钮
不想再开始连续检查时,按下此按钮。将返回原来的画面(通用图像元件的方向单独检查画
面)。
2) 结束
连续检查结束时,会显示以下提示信息,返回原来的画面(通用图像元件的方向连续检查画面)。
(4) [返回]按钮
如果附带有吸嘴时,会将吸嘴归还,各单元移动到等待位置后,返回原来的画面。
第 1 部 基本篇 第 2 章 生产
2-128
2-12-4-5 中断
要强制停止时,按下<STOP>开关,则显示以下的信息框。要结束检查时请选择[是]。
第 1 部 基本篇 第 2 章 生产
2-129
2-12-5 检测激光高度
2-12-5-1 概要
从生产菜单的[生产辅助]选择[检测激光高度],进行操作。
根据生产程序的元件数据中设定的激光高度值进行激光定心的一系列控制,检查防止错误措施是否落
实。另外,在单独检查模式中可以通过单独测量来指定并执行对任意或测量后的激光高度值进行检查。
检测激光高度有「连续检查」、「单独检查」、「单独测量」3 个功能。
(
)
检测激光高度 连续检查激光高度 检查生产程序数据内的所有元件/条件一致的元件。
对因某种原因检查出错的元件,可个别进行激光高
度单独检查。
单独检查激光高度 对在连续激光高度检查中出现错误的元件进行单独
检查。
单独测量激光高度 在单独激光高度检查中不能识别元件时,测量激光
高度。
2-12-5-2 各种动作
(1)吸取时使用的Head
吸取时使用的Head为自动选择。为减少吸嘴的更换次数,优先使用已经安装好的吸嘴。根据
吸嘴的安装状况,每次检测时,Head可能不同。
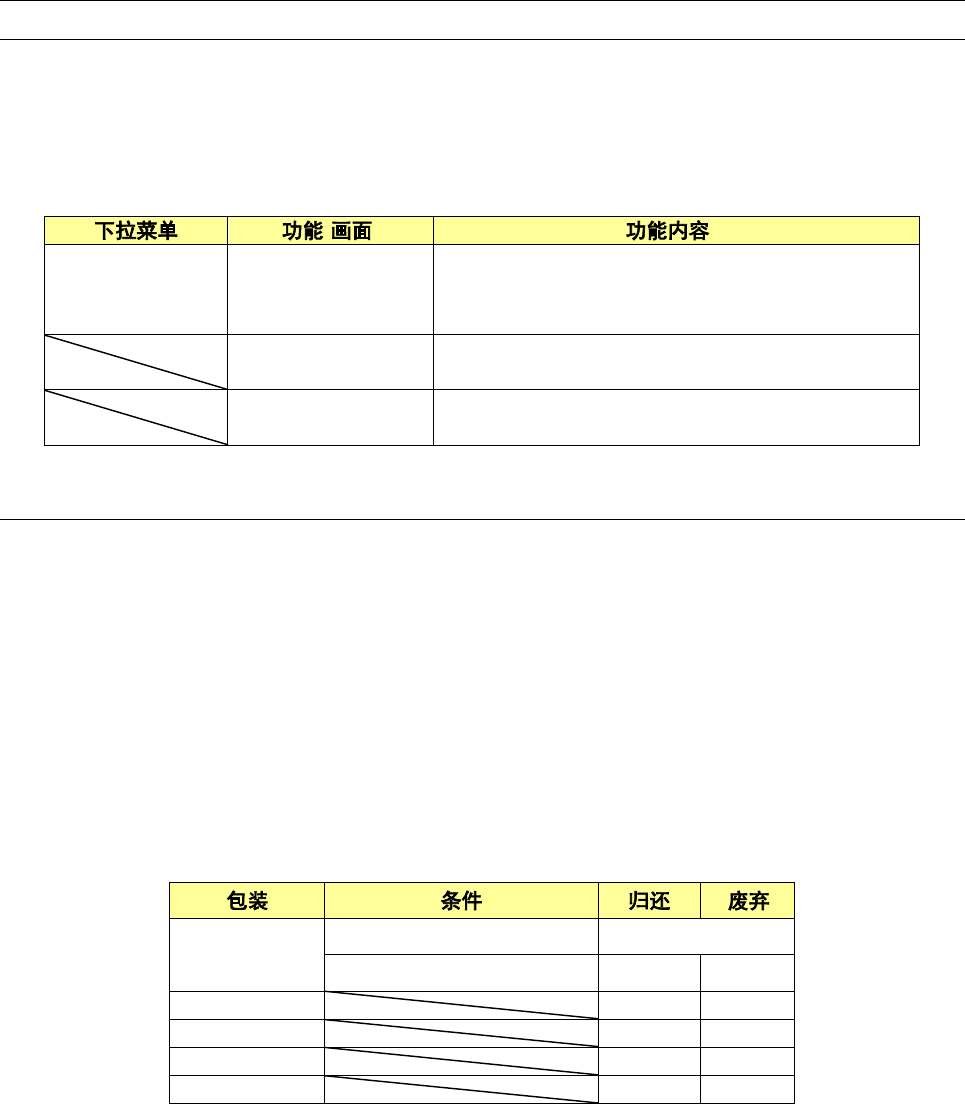
(2)检查后的元件归还/废弃条件
检查后的元件,将被放回原来的位置或被废弃。如下表所示,根据包装而有所不同。废弃位
置根据元件数据中的「元件废弃」的设定进行废弃。废弃方法设定为「IC回收带」、「元件
保护」时,将按照设定进行废弃。
由于1mm以下的元件在归还时可能出现元件站立、翻倒等情况,因此请根据询问选择具体的
处理。
但,不能手动吸取。
带式
外形尺寸短边 1mm 以下
询问 *1
外形尺寸短边 1mm 以上
○ ○*2
托架
○ ○*2
杆式
― ○
MTC
○
○*2
MTS
○ ○*2
*1 显示画面,选择归还元件,还是废弃元件。连续测量时,会在开始前进行询问。
*2 废弃方法为「IC回收传送带」「元件保护」时,进行废弃。
(3)选择吸取的供应装置
当同一元件有多个供应装置(吸取数据)时,从最初输入的数据开始吸取。
(4)修改吸取坐标
无法顺利吸取时,可通过手动输入或使用示教功能,修改吸取坐标。