RS-1使用说明书.pdf - 第937页
第 2 部 功能详解篇 第 12 章 选项组件 12-60 ・ 识别画面示 例(左 :太亮,中:良 ,右:太暗) (2) 2 操作上下箭 头键,调 整 2 值 化阈值,使监 视器显示的焊锡单独明亮。 * 如下图的电极焊 盘的轮廓 线所示, 1 个像素程度的焊锡以外 的光泽,不影响识别。 进行示教时 ,也可在 [ 识别焊锡 标记的条 件设置 ] 画面上,通过自动调 整功能,自动设置参数。 此外,调整 阈值有困 难时,可按画面右下 的 PR…
第 2 部 功能详解篇 第 12 章 选项组件
12-59
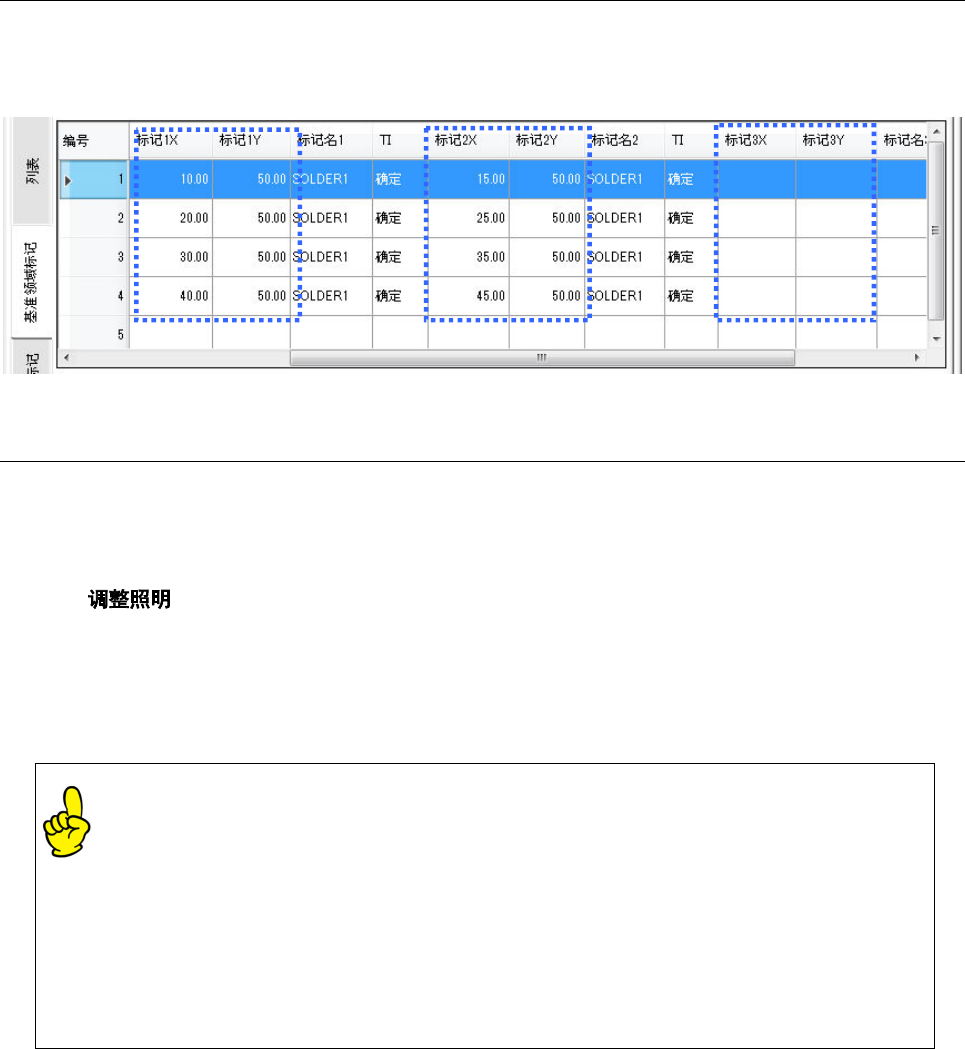
12-10-7-2 输入标记坐标
把标记类型设置为 [焊锡] 后,在标记坐标值(标记 X、标记 Y)框里输入 2 点或 3 点需要识别的焊
锡贴片位置坐标。
但,若把标记类型设置为 [展开焊锡] 时,偏离基准电路的坐标值,也要按基准电路坐标值输入。
12-10-7-3 示教
把光标对准 [TI] 位置,按下操作区域的[示教]按钮,进行焊锡标记示教。
* 因使用焊锡,每个示教点的明亮度可能不匀,请进行示教,但不要使用复制图案。
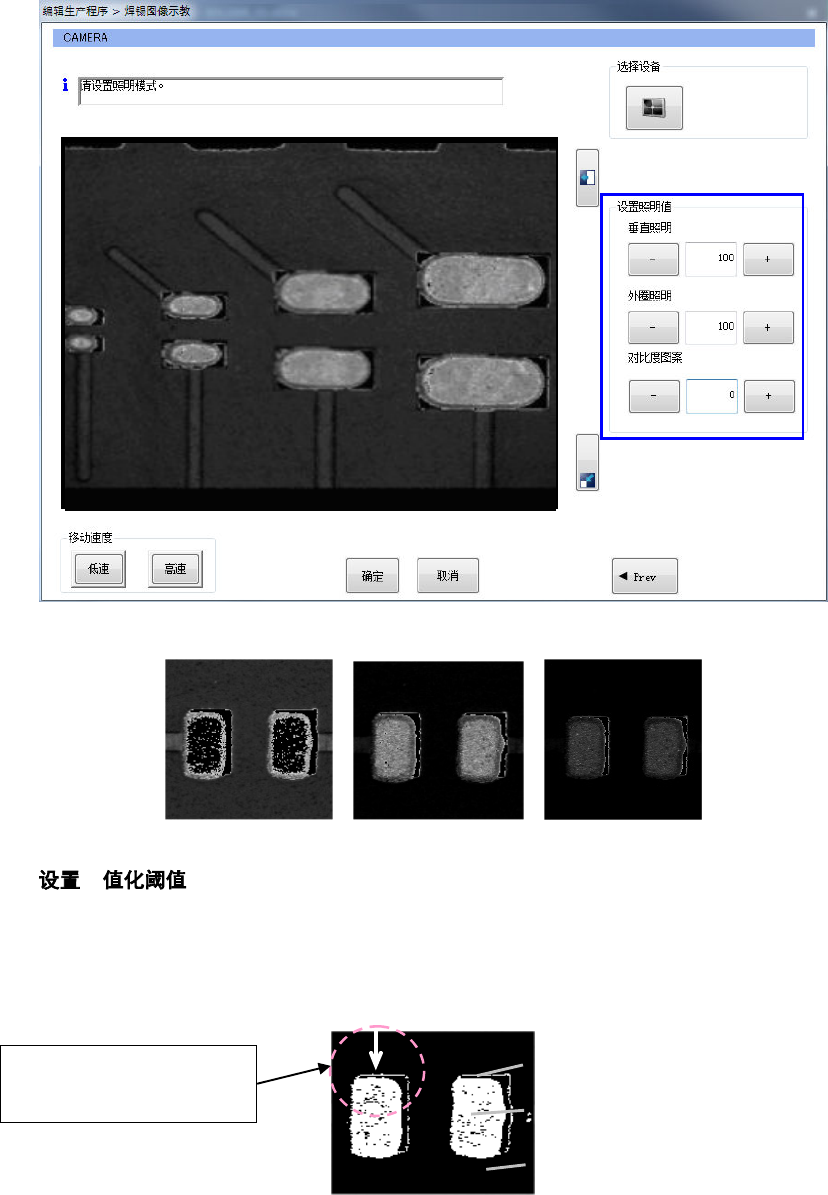
(1)
边看 VCS 监视器,边调整[垂直照明]、[外圈照明]、[对比度图案]等各种参数,使焊锡印刷和基板
呈现明显的对比度。
请在编辑框直接输入数值,或选择编辑框右侧的箭头,变更各种参数。
垂直照明主要影响焊盘和保护膜部分的明亮度,焊锡照明主要影响焊锡的明亮度。
・ 焊锡印刷识别时,会把基板的电极图案等亮度高的部分的亮度变为 0。
因此,要调整垂直照明和焊锡照明的参数,使电极焊盘部分达到最高亮度,焊锡的亮度
变为中等,其他部分变暗。
・ 由于焊锡印刷表面有凸凹,在调整 2 值化阈值或识别时,如果焊锡印刷内部有黑斑点
状(亮度 0)部分,应把照明设置值降低一些。
・ 对比度图案,是变更摄像机感应度的参数。调整照明无效时,要选择能使焊锡印刷与基
板对比度达到较佳效果的号码。
示教时,也可在[识别焊锡标记的条件设置]画面上用自动调整功能自动设置参数。
调整结束后,选择[确定]。修改调整值后进入下一个工序。
选择[应用]按钮后,调整值即会更新。选择 [取消],即停止示教。
第 2 部 功能详解篇 第 12 章 选项组件
12-60
・识别画面示例(左:太亮,中:良,右:太暗)
(2) 2
操作上下箭头键,调整 2 值化阈值,使监视器显示的焊锡单独明亮。
* 如下图的电极焊盘的轮廓线所示,1 个像素程度的焊锡以外的光泽,不影响识别。
进行示教时,也可在 [识别焊锡标记的条件设置] 画面上,通过自动调整功能,自动设置参数。
此外,调整阈值有困难时,可按画面右下的 PREVIOUS 按钮回到调整照明画面,重新调整照明。
焊锡
电极焊盘
基板阻焊剂部分
1 个像素程度的轮廓线粗
度,不影响识别。

第 2 部 功能详解篇 第 12 章 选项组件
12-61
(3)
操作画面,指定 1 组与焊锡印刷外接的窗框左上、右下 2 点后,选择确定键。