RS-1使用说明书.pdf - 第170页
第 1 部 基本篇 第 2 章 生产 2-64 2) 列表 电动式供料器 确认画 面的下半部分,用列 表显示当前 生产程序中使用的 供料器的状 态。 (注:有跳过 指定或 因生产条件而不实际 用于生产的 供料器不作为显示 对象。) No. 1 编号 显示供料器 的编号。 2 吸取位置 显示吸取位 置。显示 方式是「台架 - 孔 编号 : 通道编号 」。 通道编号如 无显示必 要则不显示。 3 元件名 显示生 产程序中指 定的元件名。 4…
第 1 部 基本篇 第 2 章 生产
2-63
1) 图像阅读
电动式供料器确认画面的上半部分,用图像显示当前生产程序中使用的供料器的状态。
(注:指定跳过、或因生产条件在实际生产中不使用的供料器不显示。)
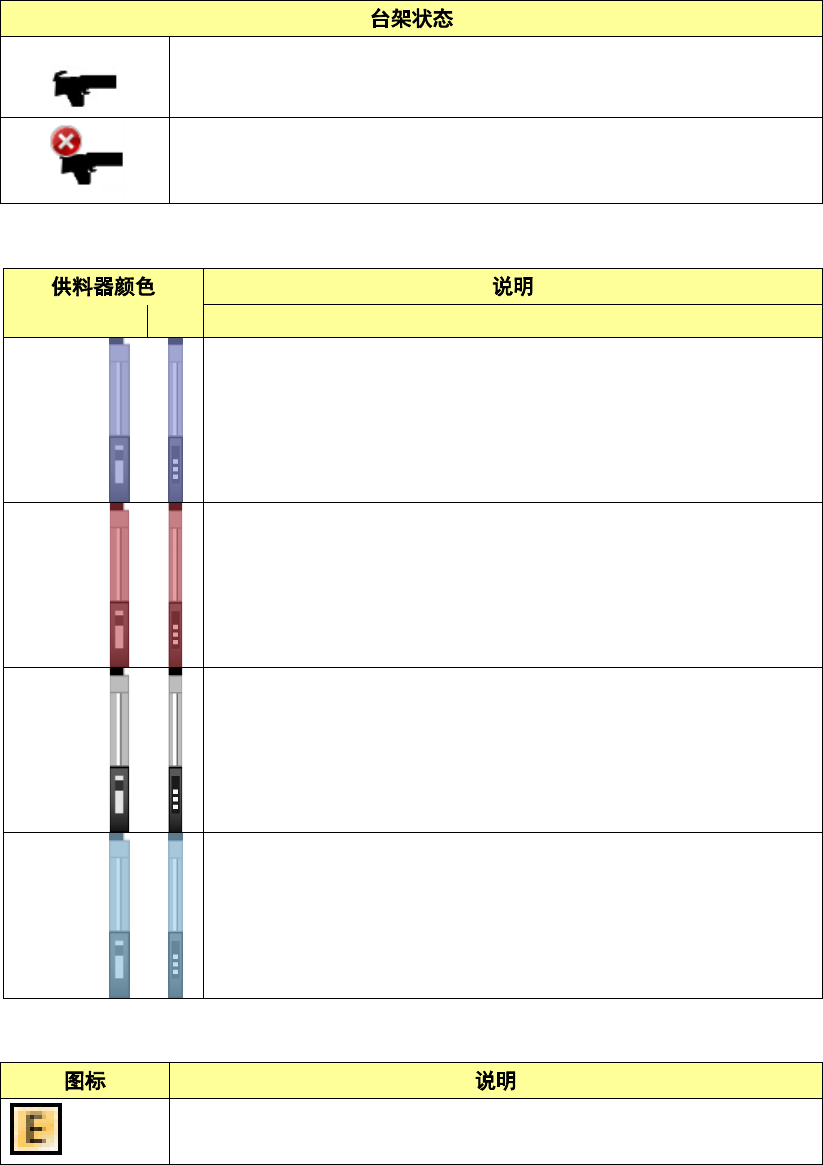
台架的类型表示为以下状态。
生产程序与连接的台架相一致。
生产程序与连接的台架不一致。
※如不一致时不能开始生产。
电动供料器的错配状况用供料器的颜色表示。
EF RF
蓝色
元件、供料器类型、送料间距等全部正确的电动式供料器。
红色
发生了错误的电动式供料器。
需要重新检查元件、供料器类型、送料间距等。
另外,台架与生产程序、设置、实际安装的台架不同时也以红色显
示。
灰色
生产程序中已设置而尚未安装(连接)的供料器。
浅蓝色
在列表显示中选择的供料器。
点击图案选择时,在列表中相应供料器即被选择。
当发生元件用尽状态通知时,在供料器上重叠显示图标。
:无元件
在发生元件用尽的供料器上重叠显示。

第 1 部 基本篇 第 2 章 生产
2-64
2) 列表
电动式供料器确认画面的下半部分,用列表显示当前生产程序中使用的供料器的状态。
(注:有跳过指定或因生产条件而不实际用于生产的供料器不作为显示对象。)
No.
1
编号 显示供料器的编号。
2
吸取位置
显示吸取位置。显示方式是「台架-孔编号:通道编号」。
通道编号如无显示必要则不显示。
3
元件名 显示生产程序中指定的元件名。
4
包装
显示生产程序中指定的供料器的包装方式。
5
供料器类型
显示生产程序中指定的供料器的类型。
属于电动式供料器时显示为 E xxxx,
属于电动式供料器 (RF) 时显示为 RF xxxx,
属于电动管式供料器时为 E 管式 xxxx。
6
无元件标志
:发生元件用尽时显示。
7
电动式供料器错挂
检查结果图标
显示电动式供料器的错挂检测状态。
: 电动式供料器 OK
: 电动式供料器 NG
: 电动式供料器
未安装
8
错误详细
发生电动式供料器错挂时显示。
详细请参阅以下的错误详情表。
第 1 部 基本篇 第 2 章 生产
2-65
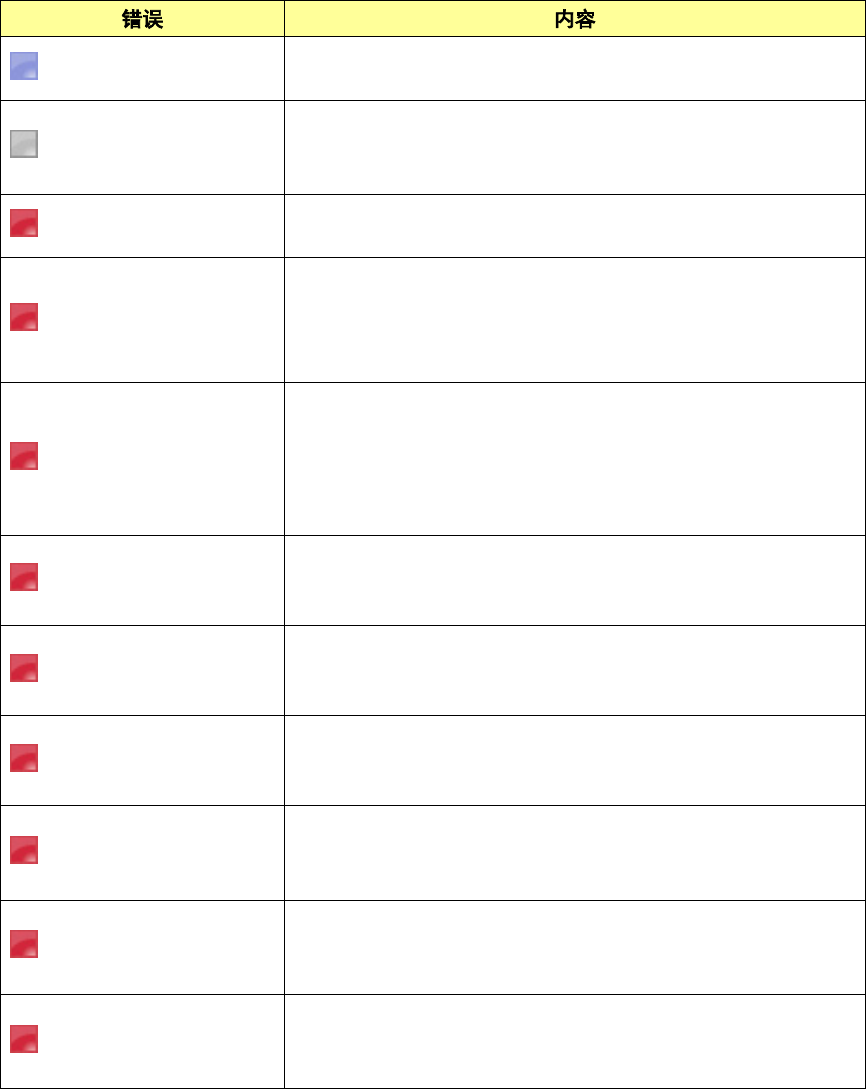
・错误详情
无显示
生产程序是电动式供料器,且电动式供料器已正确安装在电动
式台架上。
未安装
如果生产程序是电动式供料器,但电动式供料器未安装在电动
式台架上时,会显示这一错误。
请把电动式供料器安装到电动式台架上。
电动式台架未连接
生产程序是电动式供料器,而电动式台架未连接时,会显示这
一错误。请安装电动式台架。
供料器类型不同
生产程序是电动式供料器,而电动式台架上安装了供料器类型
不同的电动供料器时,会显示这一错误。
并会显示已安装的电动式供料器的类型。
请安装供料器类型与生产程序一致的电动式供料器。
编带间距不正确
生产程序是电动式供料器,而电动式台架上安装了编带间距不
同的电动供料器时,会显示这一错误。
并会显示生产程序中元件的编带间距(PRG:xxx)、所安装的
电动式供料器的编带间距(ETF:xxx)。
请安装编带间距与生产程序一致的电动式供料器。
面板开关操作中
生产程序是电动式供料器,却通过面板开关在操作电动式台架
上安装的电动式供料器时,会显示这一错误。请终止面板开关
的操作。
张力错误
生产程序是电动式供料器,当电动式台架上安装的电动式供料
器发生了张力错误时,会显示这一错误。请调整电动式供料器
的张力。
电源电压降低错误
生产程序是电动式供料器,当电动式台架上安装的电动式供料
器发生了电源电压降低错误时,会显示这一错误。请调整电动
式供料器的电源电压。
供料器返回原点未完成
生产程序是电动式供料器,当电动式台架上安装的电动式供料
器未完成返回原点时,会显示这一错误。
请进行电动式供料器的返回原点。
供料器失步
生产程序是电动式供料器,当电动式台架上安装的电动式供料
器失步时,会显示这一错误。
请调整电动供料器的供料器。
供料器返回原点中
生产程序是电动式供料器,当电动式台架上安装的电动式供料
器正在进行返回原点动作时,会显示这一错误。
请等待电动式供料器的返回原点动作完成。