RS-1使用说明书.pdf - 第282页
第 1 部 基本篇 第 2 章 生产 2-176 在前侧指 定 RF/EF 台 架, 使用 EF 类型供料器, 在后侧指定 R F 台架时, 不可在 RF 台架配置 EF 类型供料器, 所以不能按 照优化顺序进行 生产。 此时,请按照 输入顺序进 行生产。 2-17-2 机器动作模式的变更 在不间断操 作功能下,可 以交替使用 不间断操作模式和标 准动作模式( 以下称为 JUKI 标准模式) 的 2 类 动作模式。 动作模式的交替 ,在…
第 1 部 基本篇 第 2 章 生产
2-175
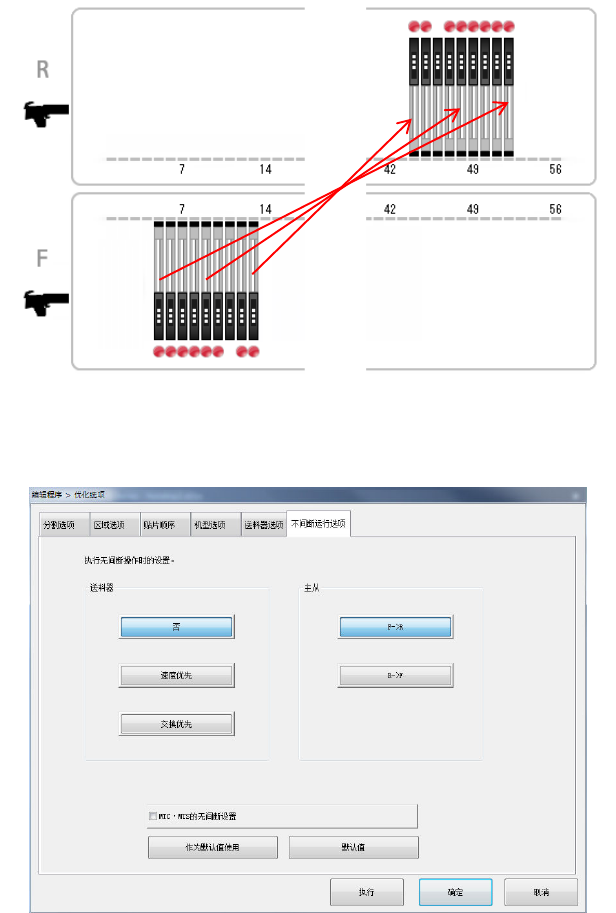
・ 点对称复制
点对称配置吸取数据,为「交换优先」。
复制到对称的孔位置处,从正面看供料器台架,前侧与后侧相同。
(3) 优化制作不间断操作供料器的配置
设置优化条件实施优化。
供料器 :设置不间断操作时的供料器配置方法。
● 否 :不执行不间断操作。
● 速度优先 :速度优先的元件配置(线对称)。
● 交换优先 :交换优先的元件配置(点对称)。
主从 : 设置在不间断执行时,前侧或后侧哪一方为主。
前侧基准时请选择前,后侧基准时请选择后。
MTC/MTS 的不间断设置:设置是否使用 MTC/MTS 的不间断操作。
第 1 部 基本篇 第 2 章 生产
2-176
在前侧指定 RF/EF 台架,使用 EF 类型供料器,在后侧指定 RF 台架时,不可在 RF 台架配置 EF
类型供料器,所以不能按照优化顺序进行生产。
此时,请按照输入顺序进行生产。
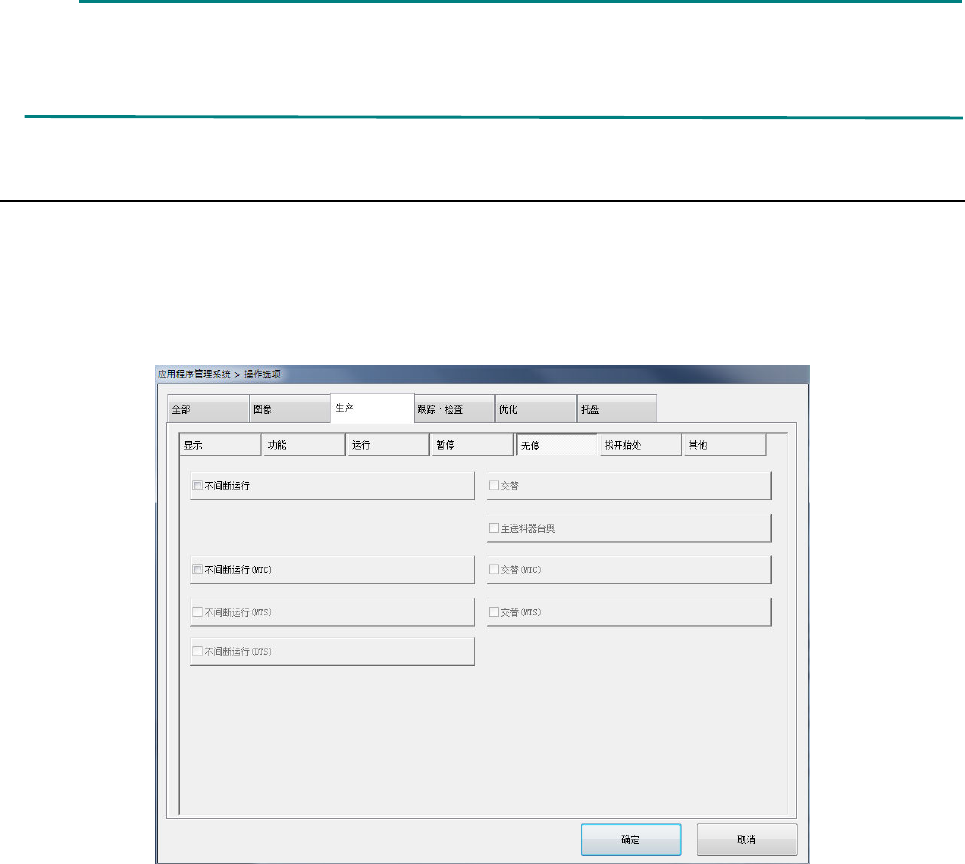
2-17-2 机器动作模式的变更
在不间断操作功能下,可以交替使用不间断操作模式和标准动作模式(以下称为 JUKI 标准模式)的
2 类动作模式。
动作模式的交替,在「操作选项」下「生产」页面的「无停」进行设置。
在「生产」的「无停」,勾选上「不间断运行」成为「不间断操作模式」,去掉勾选则成为「JUKI 标准
模式」。
在不间断操作模式下,优先从主送料器台吸取。即使是从副送料器台吸取的过程中,如果主送料器台
侧补充元件的供料器台架开关置为 ON,则下一元件的吸取也将从主送料器台侧开始。
勾选「交替」项,变为「交替生产模式」。在交替生产模式下不间断操作生产时,元件用尽切换台架在
交替模式下进行(即使在主送料器台侧补充元件,也会在副送料器台侧元件用尽前一直从副送料器台
侧吸取)。
勾选「不间断操作」状态,以下项目将无条件处于不使用状态,无法选择。
① 发生元件用尽时暂停。
② 发生错误时暂停。
③ 元件用尽开始时测量元件高度。
④ 元件用尽开始时进行验证检查。
i
第 1 部 基本篇 第 2 章 生产
2-177
在生产时,主要从主送料器台架吸取元件。可以更换主送料器台架,使后侧供料器台架成为主送料器
台架。
将后侧供料器台架作为主送料器台架时,「后侧作为主台架」项为勾选状态。但「后侧作为主台架」
处于未勾选状态时,前侧供料器台架为主送料器台架。
2-17-3 生产动作
2-17-3-1 生产开始时
(1) 主送料器台架为有效时,从主送料器台吸取元件。
在设置处,「统一更换台选项」或者「供料器浮起选项」为未勾选时,显示「在设置数据中,送料
器统一更换台选项为无效。」或者「在设置数据中,供料器浮起选项为无效状态。」的信息。
在此状态下删除信息,按下触摸开关的开始键开始生产。
(2) 主侧的供料器台架为无效,副侧的供料器台架为有效时
● 交替(生产程序更换)之后
在画面上显示「未完成替换准备,请把送料器台架设置为有效。」的信息。在此状态下将主侧的
供料器台架为有效后,删除信息,按下触屏开关的开始键,从主侧的供料器台架吸取元件。
在主侧的供料器台架处于非有效状态下按下开始键,则从副侧的供料器台架吸取元件。
● 在同一生产程序下开始生产
从副侧的供料器台架吸取元件。
(3) 主侧、副侧两侧的供料器台架均为无效时
显示重试并暂停。
i