RS-1使用说明书.pdf - 第709页
第 2 部 功能详解篇 第 7 章 操作选项 7-26 7-5-2 检查动作 按下[检查 动作]按钮, 会显示 “ 检 查动作设置画面 ” 。 No. 1 贴片以后,检 查元件 释放 设置元件贴 片时执行 元件离开吸嘴确认。 在元件贴片动 作后 Z 轴上升时,使用激光 确认元 件是否残留 在吸嘴上。 忽略元件数据 的 [ 元件释放 确认 ] 的指定, 不 进行确 认。 2 激光高度0时 检查附近有 无元件 变更激光高 度为 0 以上元件…
第 2 部 功能详解篇 第 7 章 操作选项
7-25
4
检查吸取位置偏差
设置执行检查吸取位置偏差功能。
吸取元件后,通过激光识别判定取位置偏离吸嘴中心的数
值。
5
检查吸嘴凸出
设置执行检查吸嘴凸出功能。在机器设置中设置了精度优先时,才可以
设置本项。
检查吸嘴凸出功能有效。在进行高密度贴片吸取元件中吸嘴
从元件凸出时,会显示吸取位置偏离错误。
6
带回元件检查
设置执行带回元件检查功能。
带回元件检查功能有效。
7
检查内容
设定检查项目。
仅当 MS 参数设定中使用共面性,且平行(共线性)的比例不为 0 时,
才能设定此项。
只进行平行性
(引脚)检查
仅进行平行(共线性)检查。
检查平行性
(引脚)和共面性
进行平行(共线性)及共面性两种检查。
第 2 部 功能详解篇 第 7 章 操作选项
7-26
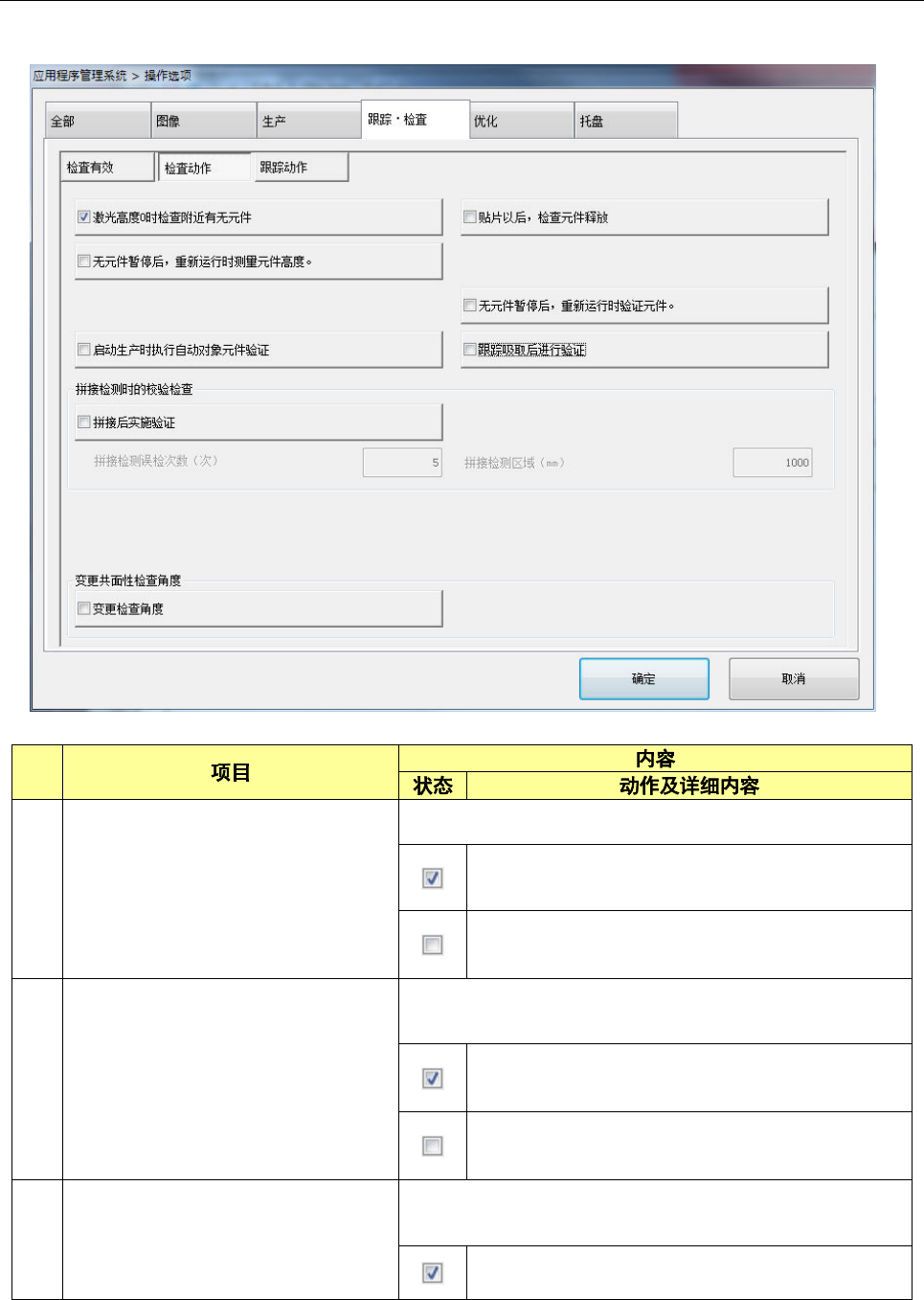
7-5-2 检查动作
按下[检查动作]按钮,会显示“检查动作设置画面”。
No.
1
贴片以后,检查元件释放
设置元件贴片时执行元件离开吸嘴确认。
在元件贴片动作后 Z 轴上升时,使用激光确认元
件是否残留在吸嘴上。
忽略元件数据的[元件释放确认]的指定,不进行确
认。
2
激光高度0时检查附近有无元件
变更激光高度为 0 以上元件的吸取检查高度,防止因吸嘴
导致的误检出。
对激光高度设置为 0 以上的元件,使用激光对吸
嘴前端 0.1mm 以下进行吸取检查。
与激光高度的设置值无关,使用激光以激光高度
进行吸取检查。
3
无元件暂停后,重新运行时测量元件
高度
设置无元件(暂停后)重新运行时测量元件高度。HMS
装置未设置时,不能选择此项。
无元件(暂停后)重新运行时执行元件高度测量。
第 2 部 功能详解篇 第 7 章 操作选项
7-27
4
无元件暂停后,重新运行时验证元件
设置无元件(暂停后)重新运行时的验证检查。CVS 装置
未设置时,不能选择此项。
无元件(暂停后)重新运行时进行验证元件。
5
启动生产时执行自动对象元件验证
设置生产开始时,自动执行对象元件的验证检查。
CVS
装置未设置时,不能选择此项。
执行生产开始时自动验证检查。
6
跟踪吸取后进行验证
设置跟踪吸取位置后,是否验证检查。CVS 装置未设置时,
不能选择此项。
跟踪吸取位置后,进行验证检查。
7
拼接后执行验证检查
检测拼接点时,对是否执行新卷轴最开头元件的验证检查
进行设置。
未设置
CVS
装置时不能进行选择。
检测拼接点时,在吸取新卷轴最开头的元件时执
行验证检查。
拼接误检出次数
(次)
设定拼接点检测动作时的误取次数。
拼 接 检 测 区 域
(
mm
)
拼接检测时,设置元件卷轴的长度。
8
变更检查角度
设定共面性检查的检查角度。
在
MSP
不允许变更共面性检查角度时,不能进行选择。
根据元件种类,在以下的角度下进行检查。
SOP、TSOP、连接器:90 或 270 度中接近贴片
角度的角度
TSOP:0 或 180 度中接近贴片角度的角度
QFP、PQFP (BQFP):45、135、225、315 度中
接近贴片角度的角度
在元件数据的检查角度下进行检查。