RS-1使用说明书.pdf - 第684页
第 2 部 功能详解篇 第 7 章 操作选项 7-1 7 7-1 概要 在启动后的菜单中 按 [ 机器设置 ]-[ 操作选项 ] , 或在生 产的菜单中按 [ 工具 ]-[ 操作选 项 ] ,可显示「操作 选项设置画 面 - 全部」 。 设置制作程 序时,或生产 时的动作条 件等。 操作选项中可 设置的项目 如下 。 1 全部 资源管理器的 限制功 能 安全盖(安全 罩,下 同)被打开时操作面 板按钮无 效功能 系统结束时的 数据保 持…
第 2 部 功能详解篇 第 6 章 通用图像元件
6-44
・
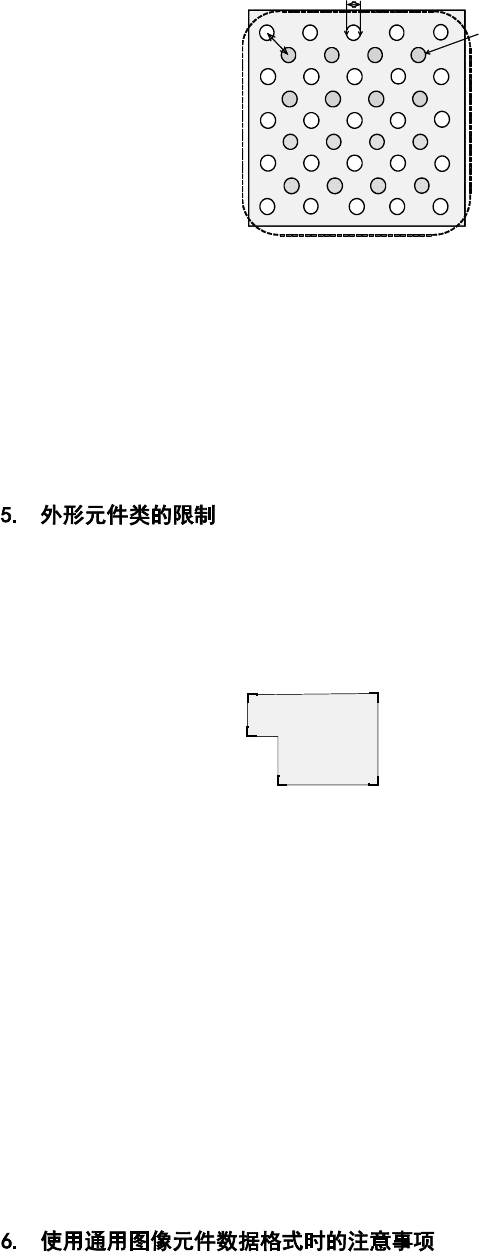
交错排列的 BGA 等可定义为 2 个方格的球形组,此时,即使球形组区域相互重叠,也可以进
行指定,但球不许相互重叠,而且各球中心的相互距离也必须离开各直径的 1.5 倍以上。
元件要素组 1
元件要素组 2
D
L
D:球面径
L:球面中心间距离
应 L≥1.5D
<BOTTOM VIEW>
・
若在球形组内只指定一部分球,则无法保证识别。
・
直径检测精度处在直径±50%以下时,可识别的间距与可识别的球直径将会受到很大的限制。
・
四方形 Land 必须是正方形。(但长方形的 Land 其引脚宽度与长度的比在 1:1 以下时,有可能
作为引脚来识别。)
・
1 个球不能在不同的球形组中定义。另外,也不可进行球相互重叠的定义。即使弄错球间距、
球行列数以及球直径有时也会成为这样的定义,请务必注意。
・
指定 1 种引脚和球以外的元件要素(角、边、标记)时,必须指定 2 处以上。单独指定其他类型
的元件要素时,除了边之外,只能指定 1 处。
・
角最多可指定 4 处,具有相同指定角度(θ 偏移)的角只能指定 1 个。
虽然θ0°的角有 2 个,
但是只能指定 1 个
<TOP VIEW>
θ270°角
θ
0
°角
2
θ
0°角 1
θ90°角
θ180°角
・
有相邻近的相同指定角度(θ 偏移)的角或有角的元件要素(引脚、四方形 Land、四方形标记)时,
必须用 VCS (54mm 视野) 换算使角离开 4mm 以上。
・
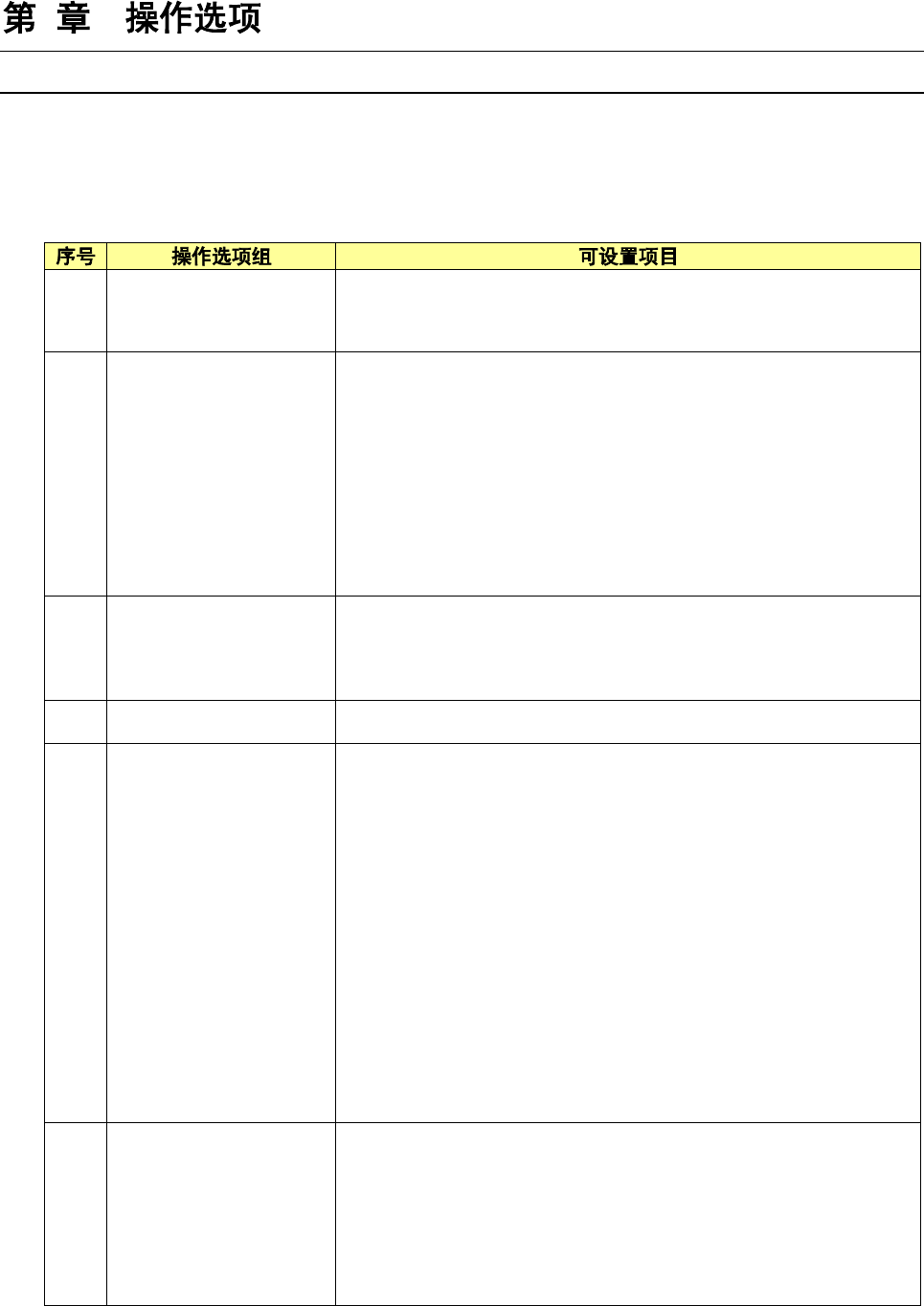
边最多可指定 4 个边,但具有相同指定角度(θ 偏移)的边只能指定 1 个。最外围的边,边的长度
必须为元件尺寸的 1/2 以上。仅在指定边时才必须包括正交的 2 边。
・
设置元件要素的直线部分按照 VCS (54mm 视野) 换算为 4.0mm(±2.0mm)以上。
・
元件内测为黑色时,边缘部分的厚度为 0.3mm 以上。
・
标记最多可指定 3 个。
・
孔也可指定圆形标记的极性反转(暗),但图像必须映照成规则的圆形。(请注意,用透射照明识
别厚元件时,孔有时不能映照成规则的圆形。)
・
有邻近的尺寸相同的标记或有相同形状相同尺寸的元件要素(球、圆形 Land)时,必须用 VCS
(54mm 视野) 换算使标记离开 5mm 以上。
· 请将其适用于有位置精度时,且必须识别的元件要素组(尤其是引脚)。若将其用于位置精度
偏差较大的元件要素组(尤其是引脚),则易于出现识别错误。
第 2 部 功能详解篇 第 7 章 操作选项
7-1
7
7-1 概要
在启动后的菜单中按[机器设置]-[操作选项],或在生产的菜单中按[工具]-[操作选项],可显示「操作
选项设置画面-全部」。
设置制作程序时,或生产时的动作条件等。
操作选项中可设置的项目如下。
1
全部
资源管理器的限制功能
安全盖(安全罩,下同)被打开时操作面板按钮无效功能
系统结束时的数据保持功能
2
图像(示教)
以 BOC 排列贴片位置
数字放大
使用4倍放大
自动示教
检测能同时吸取的范围
取消吸取高度的自动示教
标记自动示教功能
标记尺寸的上限值
标记尺寸的下限值
3
图像(标记识别)
送料器台架标记识别
识别 BOC 时阈值的自动变更
识别 BOC 时阈值自动变更下限值
忽略焊锡识别错误在贴片坐标上贴装
4
图像(标记识别动作) 优先 BOC 标记识别
5
生产(显示)
倒计基板生产数量
累计基板生产数量
选择开始生产(ONLINE),切换到生产画面
退出时不显示保存提示
继续生产时,缺省值为「停止继续生产」
继续生产时,缺省值为「重新固定基板后生产」
不是继续生产时,缺省值为「搬入基板后生产」
元件用尽含在吸取错误数当中
开始生产时,显示吸取错误
无元件暂停时细分错误
生产中最差送料器的表示方法
不要输出(输出共面检测的详细情报)
只输出电极出错信息(输出共面检测的详细情报)
输出全部电极信息(输出共面检测的详细情报)
6
生产(功能)
生产被中断后,执行继续生产
所有电路都是坏板标记时结束生产
空打时忽视传送功能
实施元件剩余数量管理
预备相同元件送料器
停止循环时动作
矩阵电路的贴片顺序
第 2 部 功能详解篇 第 7 章 操作选项
7-2
7 生产(运行)
同时交换吸嘴
安装吸嘴时进行方向检测
安装吸嘴时,取得吸嘴高度
校正吸取位置(激光)
有无元件检查中发生真空错误时不贴片
依次吸取时,在吸取检查完成前开始移动
测量贴片基板面高度
贴片之前运行贴片基板高度测量
一起送料
重试 VCS 识别
生产中执行吸嘴负荷检查
传送动作中的生产动作
8 生产(暂停)
发生元件用尽时暂停
发生错误时暂停
元件掉落时暂停
暂停对话框中显示[补充元件]按钮
发生识别错误时暂停
暂停(共面检测发生错误时)
不检查贴片状态(共面检测发生错误时)
废弃元件(共面检测发生错误时)
9
生产(无停)
不间断运行
交替
将主送料器置于后部
不间断运行(MTS)
交替(MTS)
不间断运行(MTS)
交替(MTS)
不间断运行(DTS)
10
生产(找开始处)
找出元件开始位置
检测个数
有无元件的阈值(OCC 找开始处)
有无元件的阈值(3216)(OCC 找开始处)
11
生产(其他)
计划生产数的默认值设置为[0]
生产条件的步骤号输入无效
重试设置为 0,吸取错误时停止送料
吸取元件前送料
使用陶瓷基板
放回吸嘴时不检查其姿势
托盘拉出速度低速 2
开始生产时不问询
高密度贴片
(印刷偏移前馈)适用元件尺寸的短边
12
跟踪・检査(检查有效)
检查芯片站立
检查异元件
检查元件姿势
检查吸取位置偏差
检查吸嘴凸出
带回元件检查
只进行平行性(引脚)检查(检查内容)
检查平行性(引脚)和共面性
(
检查内容
)