RS-1使用说明书.pdf - 第288页
第 1 部 基本篇 第 2 章 生产 2-182 (7) 主侧供 料器台架安装 在前侧时, 在前侧供料器台架 无效, 后侧供料器台 架有效的状 态下, 若开始 生产, 将显示出 「交替未结束 。请将供 料器台架置 为有效」的信 息, 删除信息 ,按下 触屏开关 的 开始键,则 开始从后侧供 料器台架吸 取元件。 (8) 主侧供 料器台架交替 后, 安装在机 器上, 若主侧供 料器台架置 为有效, 则变成从主 侧供料器台 架 吸取元件动 …
第 1 部 基本篇 第 2 章 生产
2-181
2-17-3-4 在生产中更换供料器台架时
(1) 确认更换侧供料器台架处于无效。处于有效时,请将对应侧(前/后)的台架置为无效。
(2) 确认从相反侧的供料器台架吸取元件。最少要确认执行元件吸取、元件贴片各1次以上。
(3) 将供料器台架从机器上取下。
(4) 请将更换的供料器台架安装在机器上。
(5) 如果安装在机器上的供料器台架,与基板生产中的生产程序的相同,请按下供料器台架有效开关
将供料器台架置为有效。
2-17-3-5 在生产中进行主侧供料器台架的交替时
(1) 请确认主侧的供料器台架置为无效。如果为有效状态,请将主送料器台置为无效。
(2) 确认从副侧供料器台架吸取元件动作。因为即使主侧供料器台架为无效,也不会立即切换元件吸
取动作。
(3) 请从机器上取下主供料器台架。
(4) 在供料器交替后,请将供料器台架安装在机器的主侧。
(5) 到达交替时刻 (生产程序切换时),请将主侧供料器台架置为有效。在交替生产模式下,切换生产
程序前,请将主侧供料器台架置为有效。在切换生产程序后主送料器台为有效时,从副供料器台
架吸取元件时会造成误贴片。
(6) 按下开始开关从主送料器台吸取元件。
不是交替生产模式时,副侧供料器台架即使为有效,还是会议主侧优先,所以只有在主侧供料器
台架不是无效情况下,不会执行从副供料器台架吸取元件的动作。
2-17-3-6 在生产中进行副侧供料器台架的交替时
(1) 请将副侧供料器台架置为无效。
(2) 请确认从主侧供料器台架的元件吸取动作。因为在副侧供料器台架无效的时刻,主侧供料器台架
发生元件用尽时,有时会从副侧供料器台架吸取元件。
(3) 请将副侧供料器台架从机器取下。
(4) 在供料器交替后,请在机器副侧安装供料器台架。
(5) 结束预定枚数的生产并停止机器后,请将副侧供料器台架置为有效。
(6) 切换生产程序的同时,请将主送料器台置为无效。
第 1 部 基本篇 第 2 章 生产
2-182
(7) 主侧供料器台架安装在前侧时,在前侧供料器台架无效,后侧供料器台架有效的状态下,若开始
生产,将显示出「交替未结束。请将供料器台架置为有效」的信息,删除信息,按下触屏开关的
开始键,则开始从后侧供料器台架吸取元件。
(8) 主侧供料器台架交替后,安装在机器上,若主侧供料器台架置为有效,则变成从主侧供料器台架
吸取元件动作。但设置为交替生产模式时,将继续从副侧供料器台架吸取元件。
若在(7)操作前执行(8)操作,将不显示信息,从主送料器台架开始生产动作。
2-17-3-7 发生元件用尽时
(1) 请确认不会从发生元件用尽侧的供料器台架吸取元件。
在发生元件用尽侧,表示元件用尽的小型信号灯点亮。同时,供料器台架处于无效状态。
(2) 因供料器台架处于无效,请从机器上取下供料器台架。
(3) 更换发生元件用尽的供料器,将供料器台架安装到机器上。
(4) 请将供料器台架置为有效。
2-17-3-8 不间断时的统一送料功能
安装供料器时有元件露出,芯片元件等处因台架上升造成碰触会造成元件反向的现象,所以有了在台
架有效时強制该台架安装的供料器全部统一进行供料的功能。
因电动供料器一次可供料的数量有限,所以进行分割供料。
至全部供料器供料结束,台架不是有效状态。
全部供料器送料结束后,台架为有效,供料器允许吸取。
2-17-3-9 RF 型和 EF 型的供料器混合时
不间断操作功能,在前和后装备有相同元件时,通常从主台架吸取元件,仅在主台架补充元件时副侧
供料器台架就作为预备供给源为使用目的。(交替生产除外)
因此,对于前和后的供料器,如果至少贴片了 1 个元件就可以进行不间断动作。
在 RS-1 可以使用 RF 型的电动供料器和 EF 型的电动供料器,因两供料器同时供给元件可以进行相同
的贴片,所以即使在前侧和后侧混合使用 RF 型供料器和 EF 型供料器时,也可以进行不间断动作。
但是,不能在供料器布局及优化处配置不间断操作供料器,所以,在主侧供料器台架的供料器设置的
元件也要手动配置带副侧供料器台架的供料器上,请按照输入顺序进行生产。
此外,电动供料器执行原点复位时,与供料器传送一样,一次可进行原点复位的数量有限。为此,与
统一供料相同,在台架有效后,执行分割实施原点复位。至可以元件供给状态,台架都不处于有效状
态。全部供料器结束原点复位,成为元件可供给状态的后台架为有效,允许供料器吸取。
i
第 1 部 基本篇 第 2 章 生产
2-183
2-18 MTC(TR-6D)、MTS(TR-5D)、DTS 的不间断操作功能
2-18-1 机器动作模式的变更
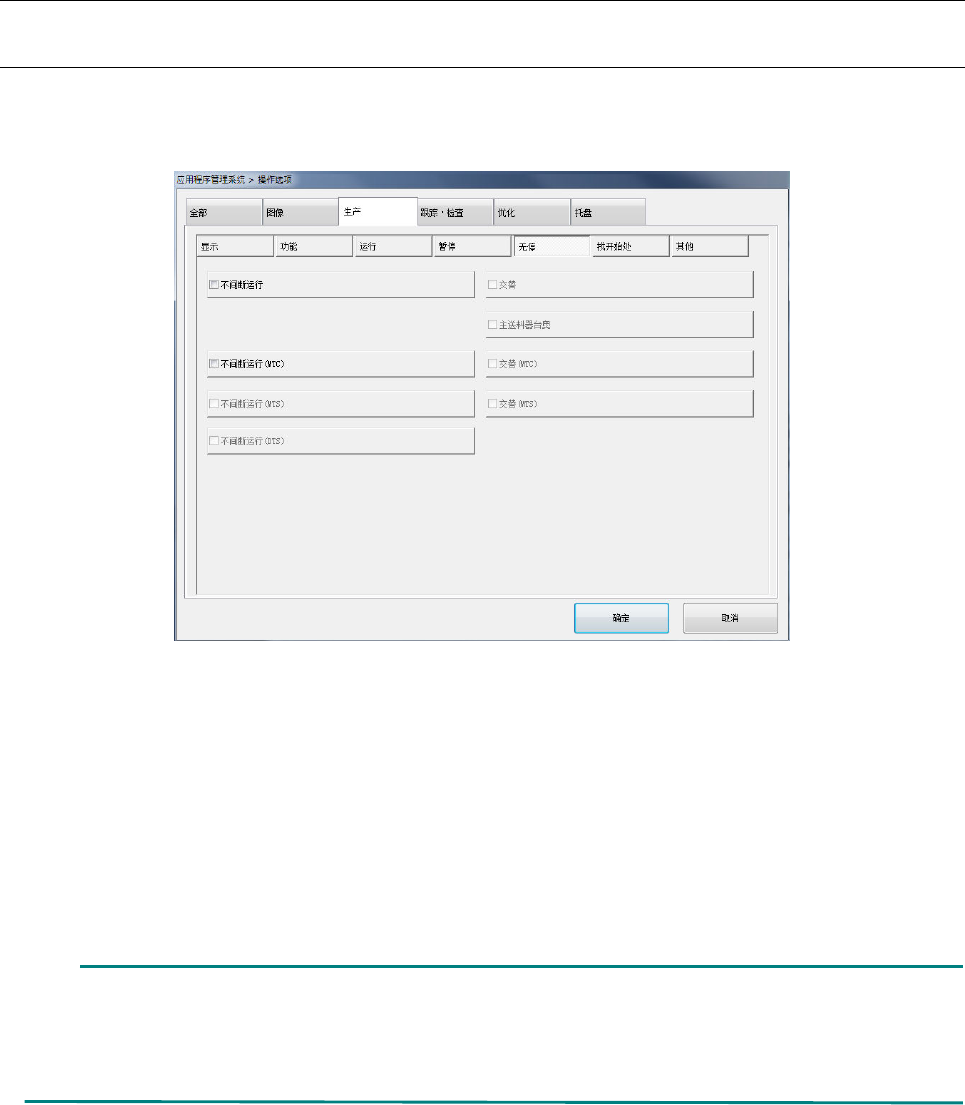
动作模式切换,在「操作选项」的「生产」页的「无停」处实施。
通过在「生产」-「无停」的「不间断运行(MTC)」、「不间断运行(MTS)」、「不间断运行(DTS)」勾选
框变更 MTC、MTS、DTS 为「不间断操作模式」。
在不间断操作模式下,优先从主送料器台吸取。即使从副存储箱吸取时,若向主存储箱侧补充元件,
则下一元件的吸取将从主存储箱开始。
通过勾选「交替(MTC)」、「交替(MTS)」项,变为「交替生产模式」。在交替生产模式下,MTC 或者 MTS
的不间断操作生产,是元件用尽后才切换存储箱的交替生产(即使主存储箱补充元件,也会在副存储
箱元件用尽前一直从副存储箱吸取)。
若在本体侧设置,将自动在 MTC/MTS 侧也设置。
MTC/MTS 也和本体相同,若生产程序中不是不间断操作用的数据(主存储箱和副存储箱中有相
同元件),则不会执行不间断操作功能。
但是,在不间断操作模式下使用了非不间断操作用的数据时,只要不执行不间断操作功能,动作
就没有问题。
i