Q170226E01.pdf - 第120页
5.5 Insertion Head Guide Parallelism Check and Adjustment SERVICE MANUAL RH5 5.5−3 DA3SEC−83−8M0−A0 Adjusting parallelism (1) (Adjusting the connecting rod) 1. Loosen bolt A (2 each) of the X and Y stoppers to disengage …
RH5
5.5 Insertion Head Guide Parallelism Check and Adjustment
SERVICE MANUAL
5.5−2
DA3SEC−83−8M0−A0
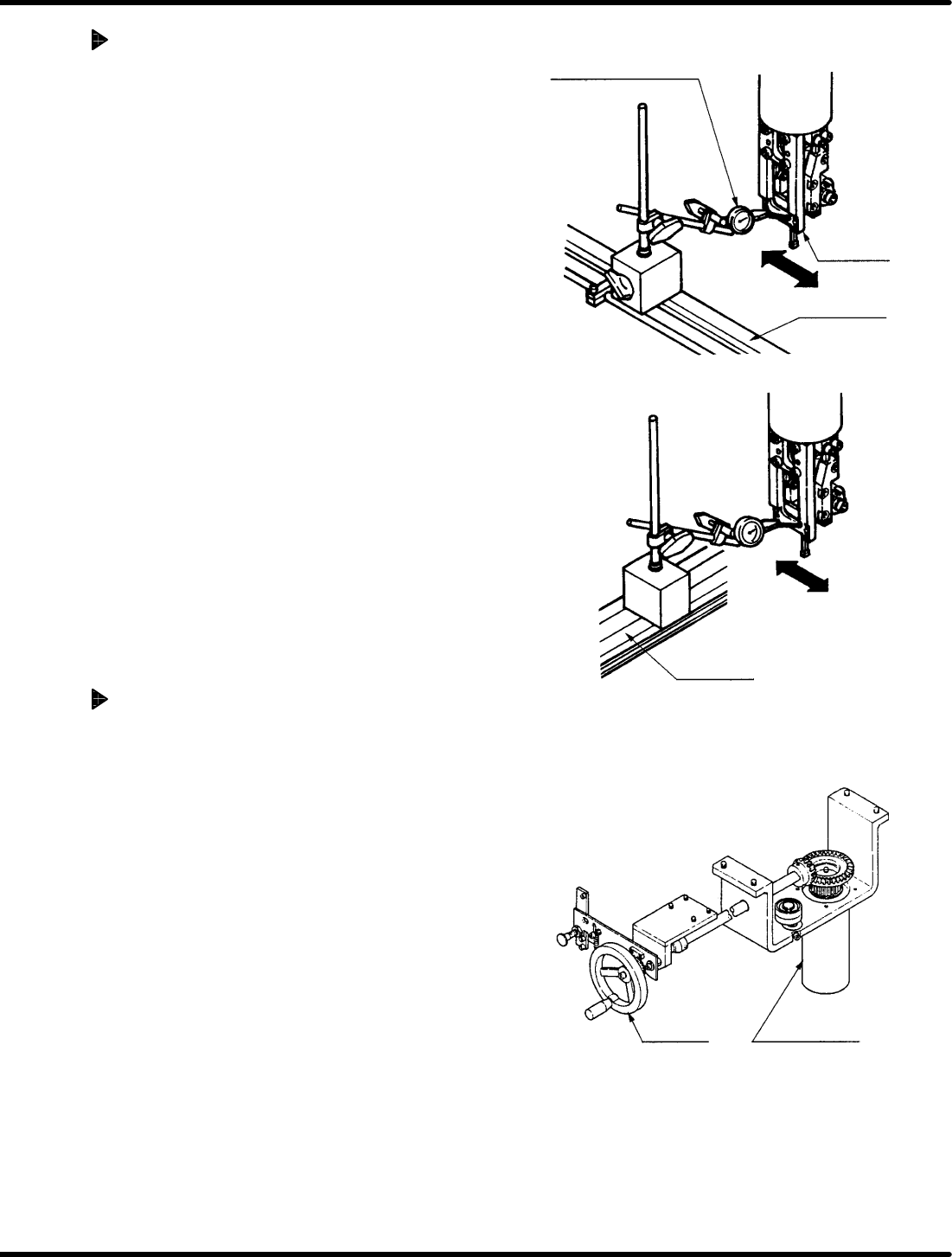
Parallelism check (Y direction)
1. Set the camshaft to 210q on the digital
sequence timer.
2. Attache the lever−operated dial gauge to
the guide rail (fixed side) on the X−Y table.
3. Set the measuring needle on the installation
surface of the guide chuck frame and bring
the scale reading to “0” (reference point).
4. Move the X−Y table in the X direction by
hand.
=CHECK=
If sliding the X− Y table by hand, make
sure the table does not slip in the Y
direction.
5. Check parallelism of the guide chuck
installation surface against the guide rail is
within 0.04/20 − 30 mm.
Parallelism check (X direction)
1. Engages the manual mode and deactivate
the HEAD SWIVEL LOCK. Then, turn the
hand wheel again until the cam shaft is
approximately at the 210q position on the
digital sequence timer. Set the measuring
needle to the installation surface of the
guide chuck frame and adjust it with 0
(reference) position on the scale.
2. Move the X−Y table in the Y direction.
=CHECK=
If sliding the X− Y table by hand, make
sure the table does not slip in the X
direction.
3. Check parallelism of the guide chuck
installation surface against the guide rail is
within 0.04/20 − 30 mm.
Lever−operated dial
gauge
Guide rail
(fixed side)
Guide chuck
(installation
surface)
Y direction
Guide rail
(fixed side)
Y direction
Head wheel
Main drive unit
Parallelism: 0.05/20 − 30
mm
5.5 Insertion Head Guide Parallelism Check and Adjustment
SERVICE MANUAL
RH5
5.5−3
DA3SEC−83−8M0−A0
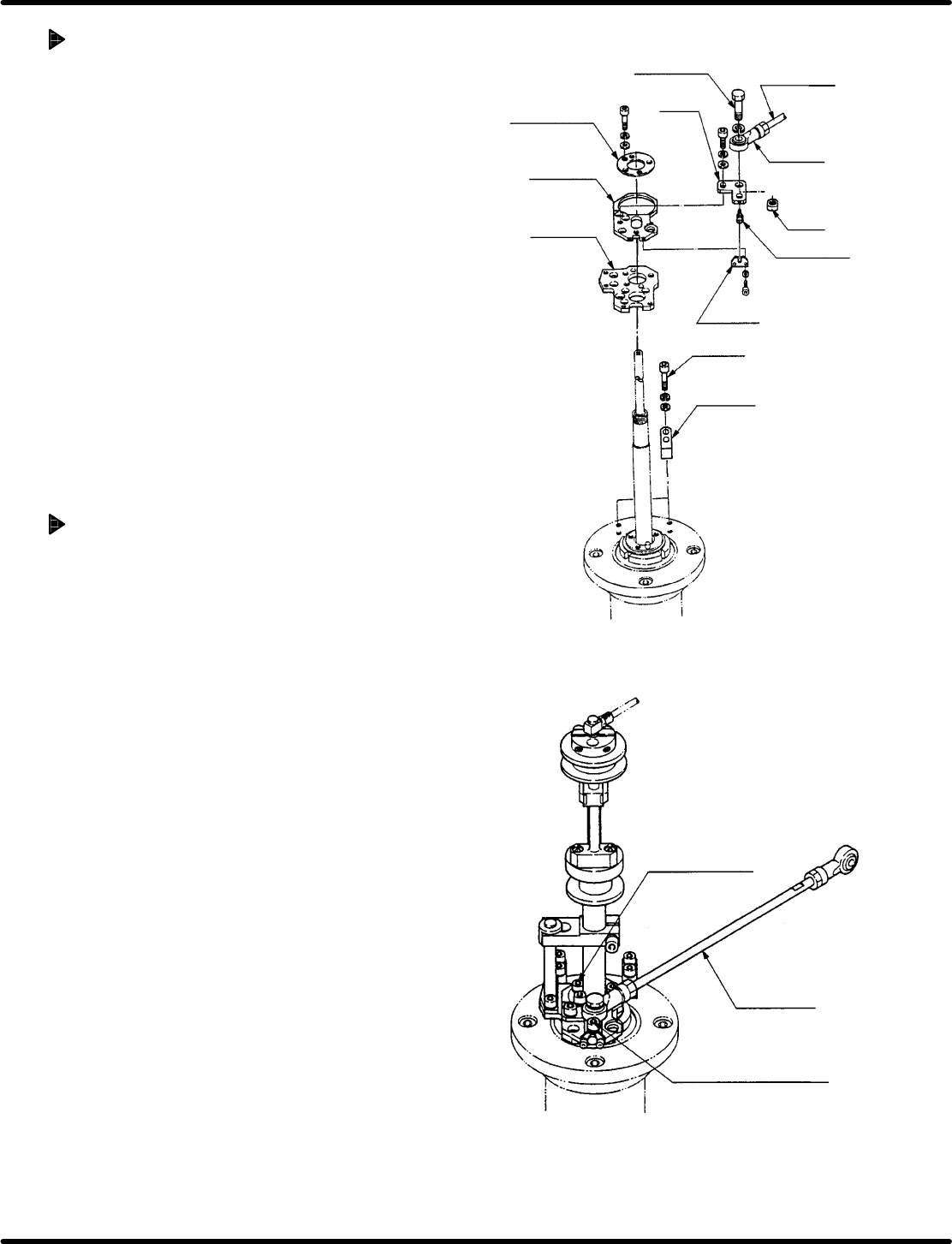
Adjusting parallelism (1)
(Adjusting the connecting rod)
1. Loosen bolt A (2 each) of the X and Y
stoppers to disengage the stoppers.
2. Loosen the rod end and nut of the
connecting rod and set at the 210q and 90q
position (X/Y direction) on the digital
sequencer timer.
3. Tighten the rod end and nut of the
connecting rod.
=CHECK=
This adjustment is required only when
exchanging the rod end and the
connecting rod.
To adjust the parallelism only, skip
these steps.
Adjusting parallelism (2)
(Fine adjustment of the XY axis)
1. Set the digital sequence timer to 210q using
the hand wheel.
2. Loosen the adjusting bolt fixing bolt (2 − M6)
slightly.
3. Using the adjusting bolt, adjust the X−Y axis
so that the swing achieves right angle (90q).
(It is not necessary to input the exact value.
Set to right angle visually.)
4. Retighten the adjusting bolt fixing bolt (2 −
M6).
5. Loosen the M6 bolts (x 3) of the stage (2)
and adjust so that the X axis swing may be
0.
(Fine−adjust so that the parallelism may be
within 0.04 mm while lightly tapping the
stage (2) with the copper rod.
6. Retighten the M6 (x 3) bolts.
7. Set the digital sequence timer to 90q using
the hand wheel.
(Ensure that the accuracy in Y direction is
within 0.04 mm.)
=REFERENCE=
If the above−mentioned accuracy
cannot be obtained, repeat steps 1
through 7.
Centering
collar
Lever bolt
Connecting
rod
Slider
Stage (2)
Stage (1)
Nut
Rod end
Adjusting
bolt
Bracket
Bolt A
Stopper
Connecting
rod
Stage fixed bolt
(3 − M6)
Adjusting bolt fixing bolt
(2 − M6)
RH5
5.5 Insertion Head Guide Parallelism Check and Adjustment
SERVICE MANUAL
5.5−4
DA3SEC−83−8M0−A0
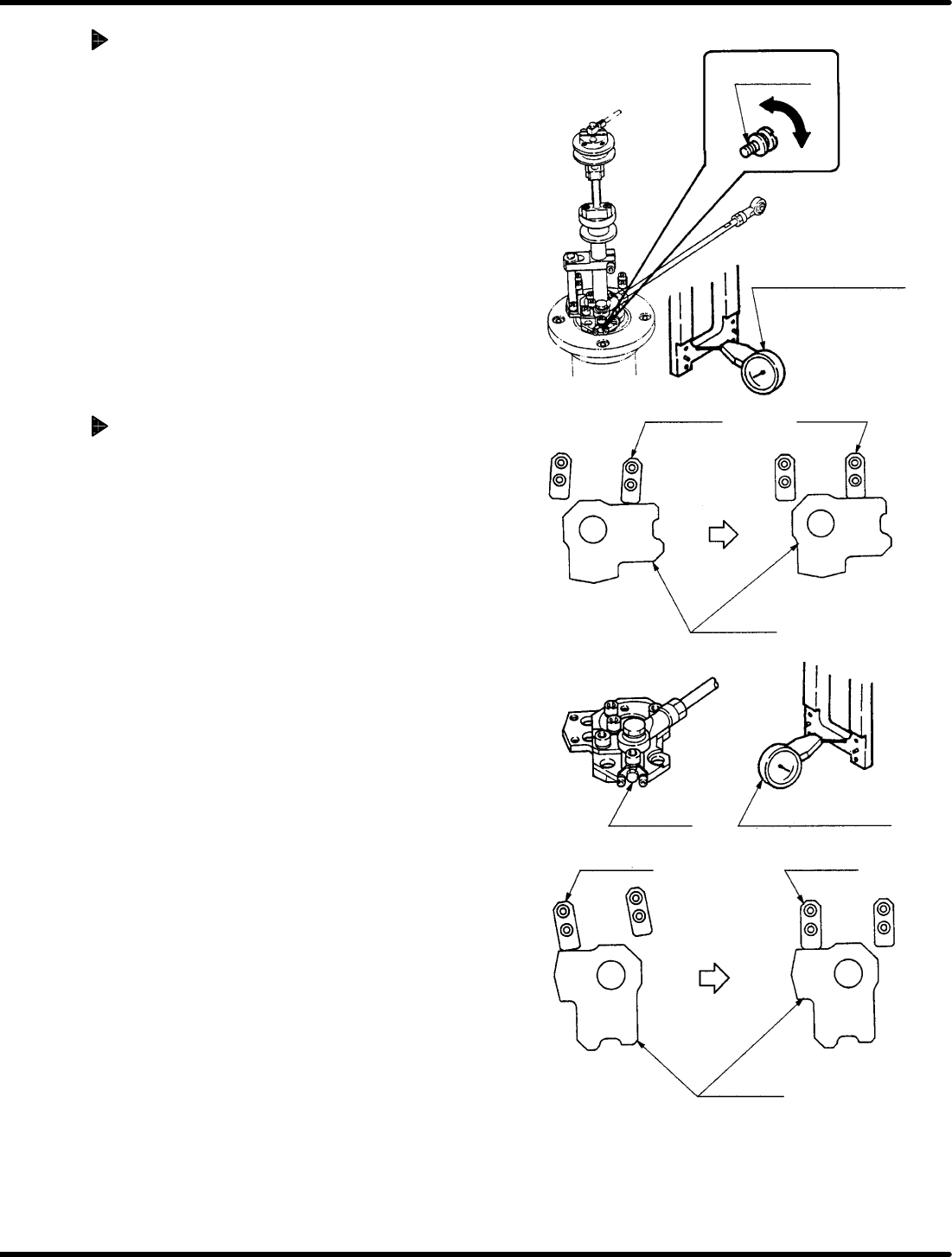
Adjusting parallelism (3)
(Adjusting the X stopper)
1. Using the hand wheel, set the digital
sequence timer to 210q.
2. Press the X stopper against the stage (1)
and secure it with bolts.
=REFERENCE=
Too strong pressing the stopper will
cause the low accuracy.
3. Check that the accuracy is within 0.04 mm
again.
Adjusting parallelism (4)
(Adjusting the Y stopper)
1. Using the hand wheel, set the digital
sequence timer to 90q.
2. Press the Y stopper against the stage (1)
and secure it with bolts.
=REFERENCE=
Too strong pressing the stopper will
cause the low accuracy.
3. Check that the accuracy is within 0.04 mm
again.
Adjusting
bolt
Lever−operated dial
gauge
X stopper
X stopper
Stage (1)
(NG) (OK)
Adjusting
bolt
Lever−operated dial
gauge
Y stopper
Y stopper
Stage (1)
Parallelism: 0 − 0.04 mm
Parallelism: 0 − 0.04 mm