Q170226E01.pdf - 第197页
RH5 5.32 Setting Offset V alues SERVICE MANUAL 5.32−2 DA3SEC−83−9Q0−A0 3. Enter an NC data name. x Enter a name of NC data to be created for recognition adjustment. x Press ENTER. x Press F1 (YES). 4. Create an NC data f…
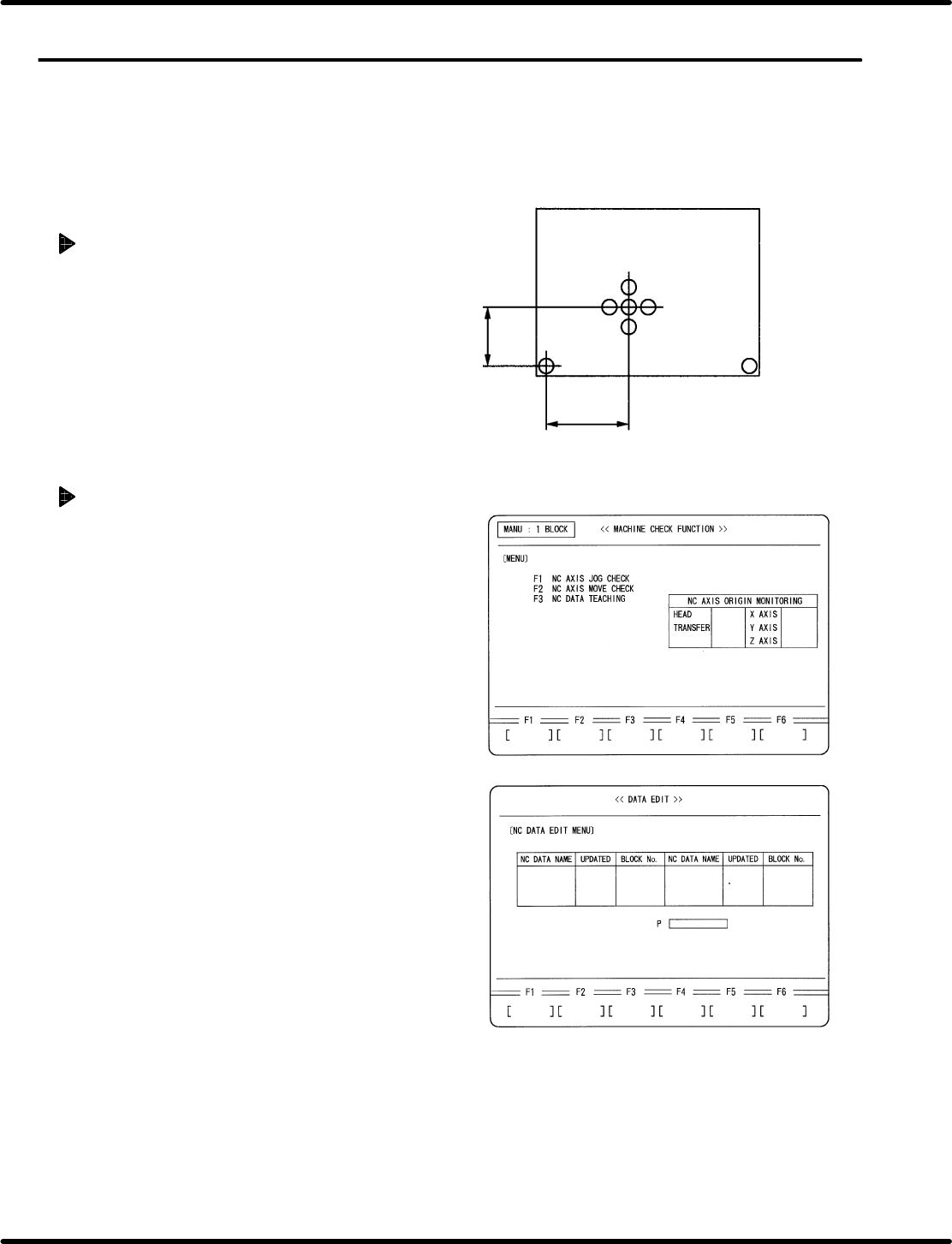
Origin board for recognition adjustment
67.5 mm
140.0 mm
ORG
5.32 Setting Offset Values
SERVICE MANUAL
RH5
5.32−1
DA3SEC−83−9Q0−A0
5.32 Setting Offset Values
DA3SEC−83−9Q0−A0
Sentence No.
When to perform
x After replacing the recognition camera.
Preparation
x Origin board for recognition adjustment
Preparations
1. Prepare an origin board for recognition
adjustment.
2. Set the widths of XY table, loader and
unloader to that of the prepared board.
3. Set a reference pin. (I4.0)
Creating NC data
1. Turn power ON.
x Press OPERATION READY.
2. Call up the NC DATA EDIT (CREATE)
screen.
x Press REQUEST.
x Press F2 (DATA EDIT).
x Press F1 (NC DATA).
x Press F1 (CREATE).
RH5
5.32 Setting Offset Values
SERVICE MANUAL
5.32−2
DA3SEC−83−9Q0−A0
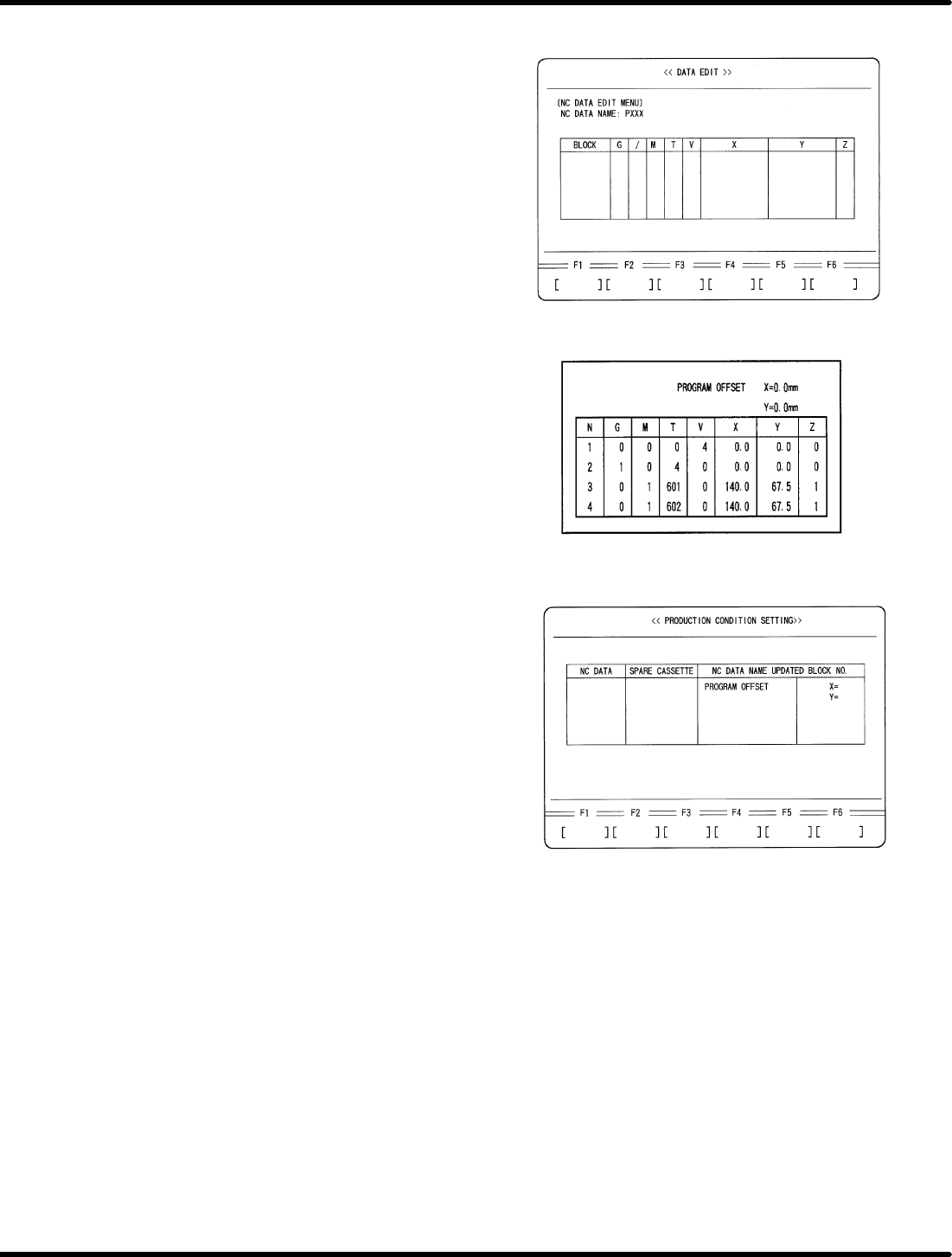
3. Enter an NC data name.
x Enter a name of NC data to be created
for recognition adjustment.
x Press ENTER.
x Press F1 (YES).
4. Create an NC data for recognition
adjustment.
x Enter data as follows.
5. Enter program offset.
x Press ESC three times.
x Press F1 (PRODUCTION CONDITION
SETTING).
x Select the NC data for recognition
adjustment with npkeys.
x Using mokeys, move the cursor to
PROGRAM OFFSET and enter as
follows:
X = −160.0 mm
Y = −255.0 mm
5.32 Setting Offset Values
SERVICE MANUAL
RH5
5.32−3
DA3SEC−83−9Q0−A0
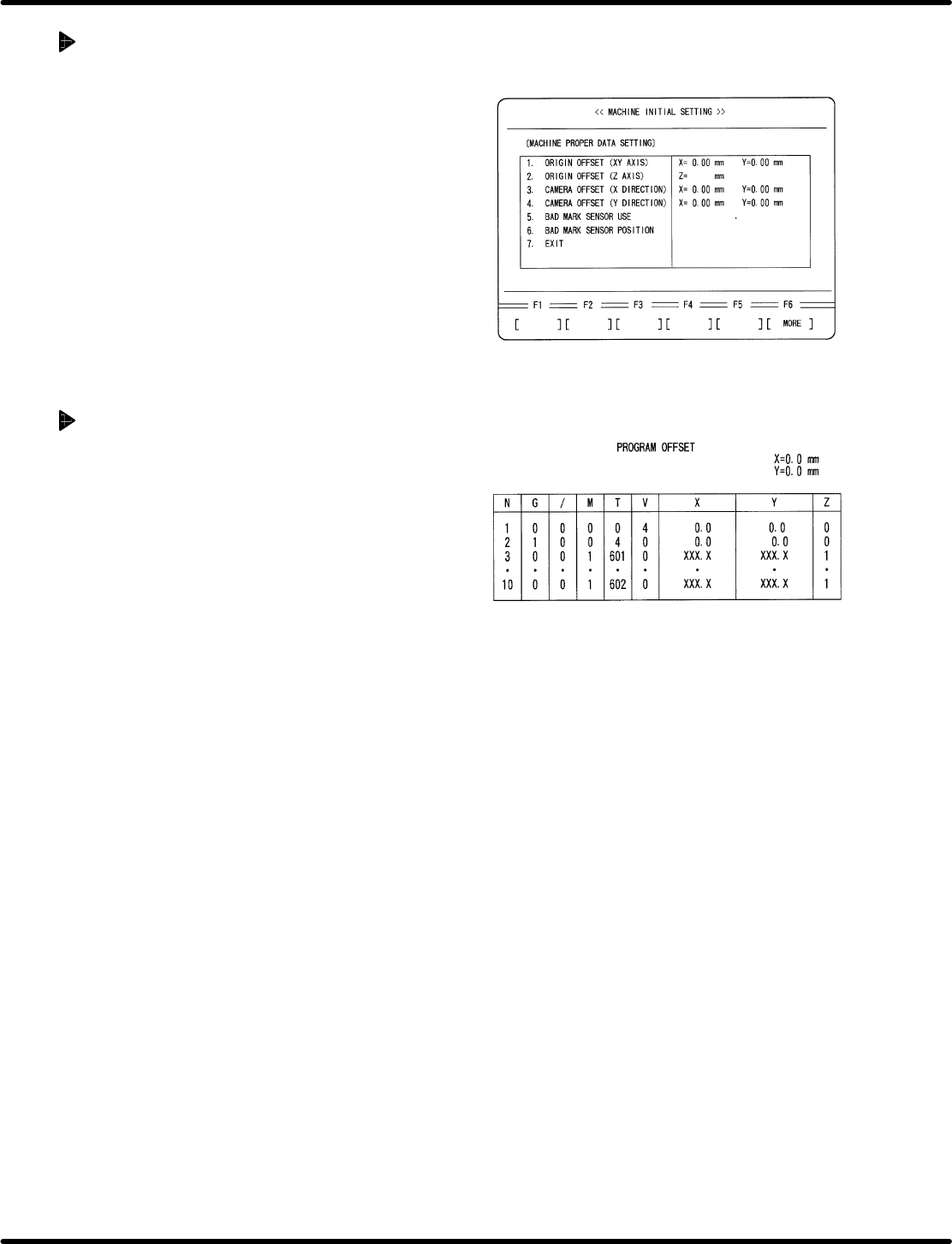
Initial setting of individual
machine data
1. Enter 0 in origin offset and camera offset for
individual machine setting screen.
x Press ESC.
x Press F6. (MORE)
x Press F1 (MACHINE INITIAL SETTING)
x Press F2 (INDIVIDUAL MACHINE DATA)
x Enter 0 in ORIGIN OFFSET (X, Y) and
CAMERA OFFSET (X, Y).
=REFERENCE=
Customer’s production board can also
be used for adjustment if origin board is
unavailable.
When using a customer’s board
1. Select two insertion directions X and Y for
the board and create an NC data that allows
only the selected two points to be operated.
=REFERENCE=
Select two X and Y positions near the
center of the PC board.
=CHECK=
Enter /7 (unconditional skip) in the
unnecessary blocks or copy an editing
NC data and delete unnecessary part of
the data.
2. Perform teaching with the NC data created
in step 1 and create data so that the guide
pin may be aligned with the center of the
board hole, regarding both X and Y direction
data.