Q170226E01.pdf - 第143页
RH5 5.13 Insertion Head Insertion Chuck Height Check and Adjustment SERVICE MANUAL 5.13−4 DA3SEC−83−8VO−A0 5. Bring the digital sequence timer to the 100 q position and loosen bolt C (x 2) to disengage rack stopper . 6. …
5.13 Insertion Head Insertion Chuck Height Check and Adjustment
SERVICE MANUAL
RH5
5.13−3
DA3SEC−83−8VO−A0
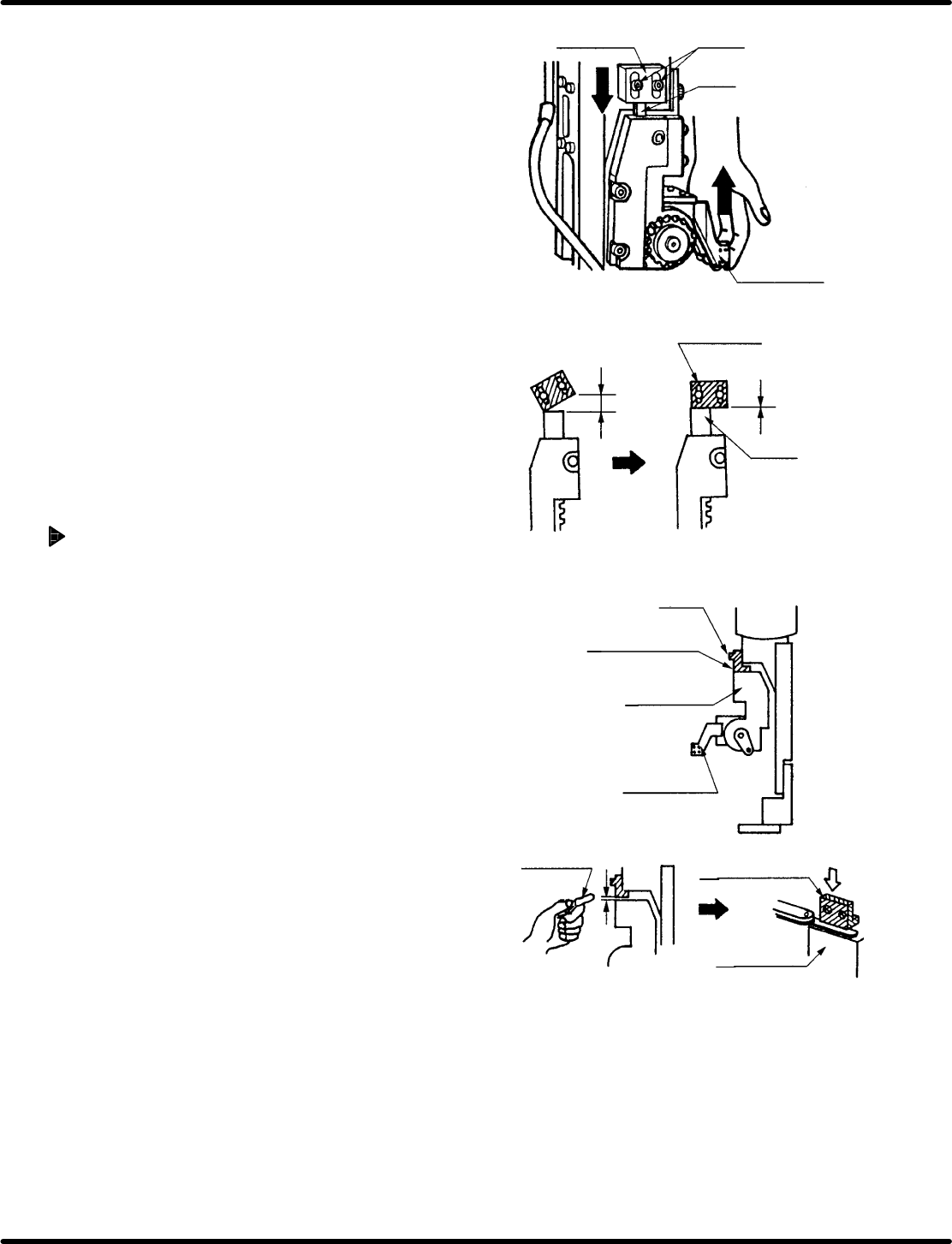
5. Loosen bolts C (x 2) until there is some play in
the rack stopper.
6. Pull the head vertical lever upwards. Raise the
insertion chuck until upper stopper and rack
stopper are flush with one another.
7. In this state, when the gap between the cam and
the cam follower on the head vertical lever is at the
0 position, retighten bolts B (x 5).
8. From the front of the machine, raise the insertion
chuck by hand until contacting the rack stopper .
Then, fix the chuck with bolt C (x 2).
=CHECK=
Make sure the rack and rack stopper are
flush with one another.
9. Turn the hand wheel until the digital sequence
timer is at the 0q position. Check there is no gap
between the upper end stopper and the insertion
head. Also, check insertion chuck height again.
Adjusting insertion chuck height
(When over feed occurs)
1. Turn the hand wheel in the reverse direction
until a gap is opened between the upper end
stopper and the insertion head.
2. Insert a gap gauge the same size as the
discrepancy when the insertion chuck is in the
chucking position, between the upper stopper
and the insertion head. Then, turn the hand
wheel in the normal direction until parts are just
touching the gauge.
3. Check there is no gap between the upper
stopper, gap gauge and insertion head. Remove
the gap gauge and, without changing the
present state, loosen bolt A (x 2) until there is
some play in the upper stopper.
4. Hold the upper stopper against the insetting
head and retighten bolt A (x 2).
Gap
Rack stopper
No gap
Rack
Rack stopper
Bolt C
Rack
Insertion chuck
Upper end stopper
Bolt A
Insertion head
Insertion chuck
Gap gauge
Upper end stopper
Insertion head
RH5
5.13 Insertion Head Insertion Chuck Height Check and Adjustment
SERVICE MANUAL
5.13−4
DA3SEC−83−8VO−A0
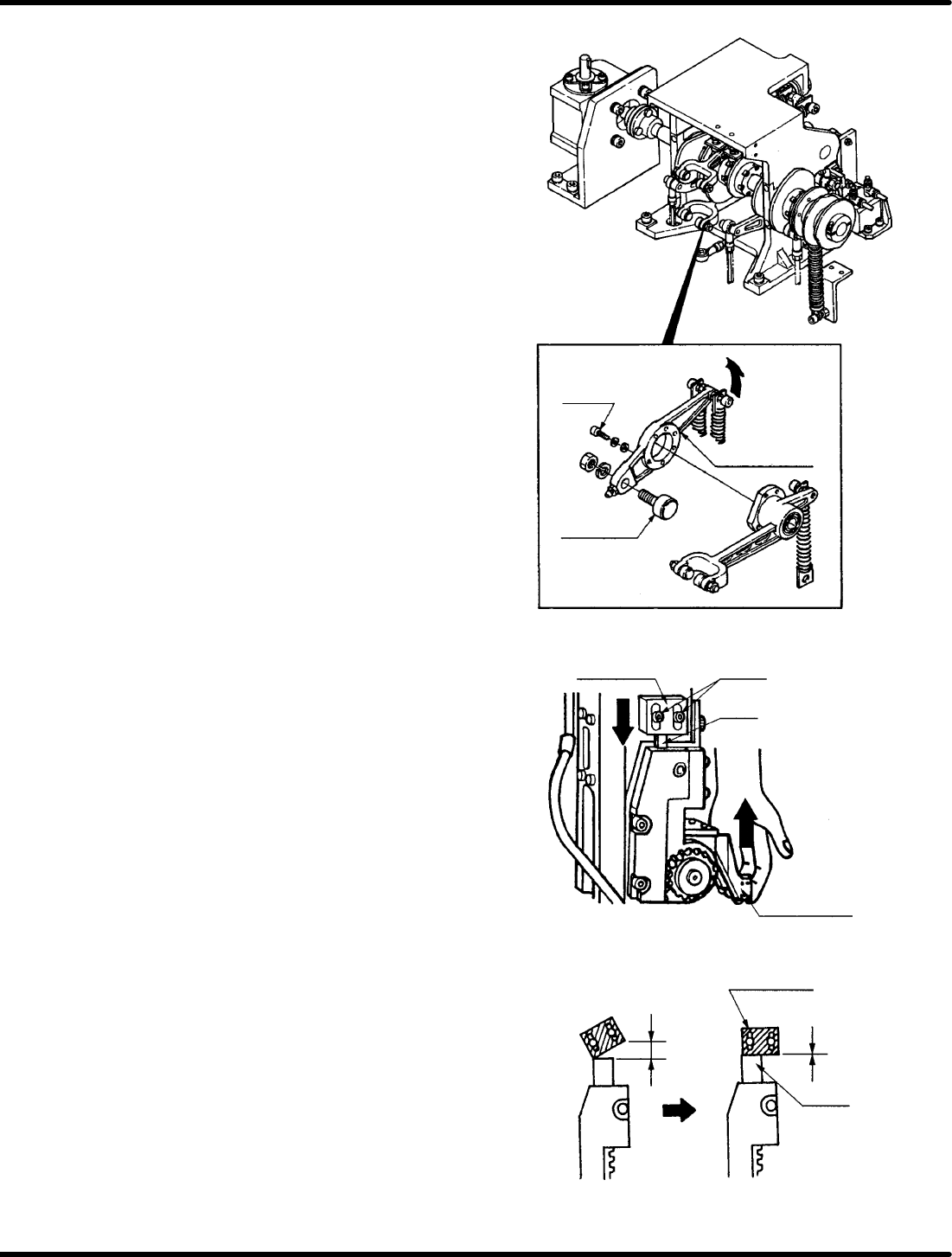
5. Bring the digital sequence timer to the 100q
position and loosen bolt C (x 2) to disengage
rack stopper.
6. Pull the head vertical lever upwards. Raise
the insertion chuck until upper end stopper
and rack stopper are flush with one another.
7. In this state, when the gap between the cam
and cam follower on the head vertical lever
is at the 0 position, retighten bolts B (x 5).
8. From the front of the machine, raise the
insertion chuck by hand until contacting the
rack stopper. Then, fix the chuck with bolt C
(x 2).
=CHECK=
Make sure the rack and rack stopper
are flush with one another.
9. Turn the hand wheel until the digital
sequence timer is at the 0q position. Check
there is no gap between the upper end
stopper and the insertion head. Also, check
insertion chuck height again.
Bott B
Head vertical lever
Cam follower
Rack stopper
Bolt C
Rack
Insertion chuck
Gap
Rack stopper
No gap
Rack
5.14 Insertion Head Insertion Chuck Claws/Rubber Replacement/Adjustment
SERVICE MANUAL
RH5
5.14−1
DA3SEC−83−8WO−A0
5.14 Insertion Head Insertion Chuck Claws/Rubber
Replacement/Adjustment
DA3SEC−83−8WO−A0
Sentence No.
When to perform
x When inserted parts are often slanted.
x When insertion errors occur frequently.
Required tools
x Allen wrench
x Box wrench
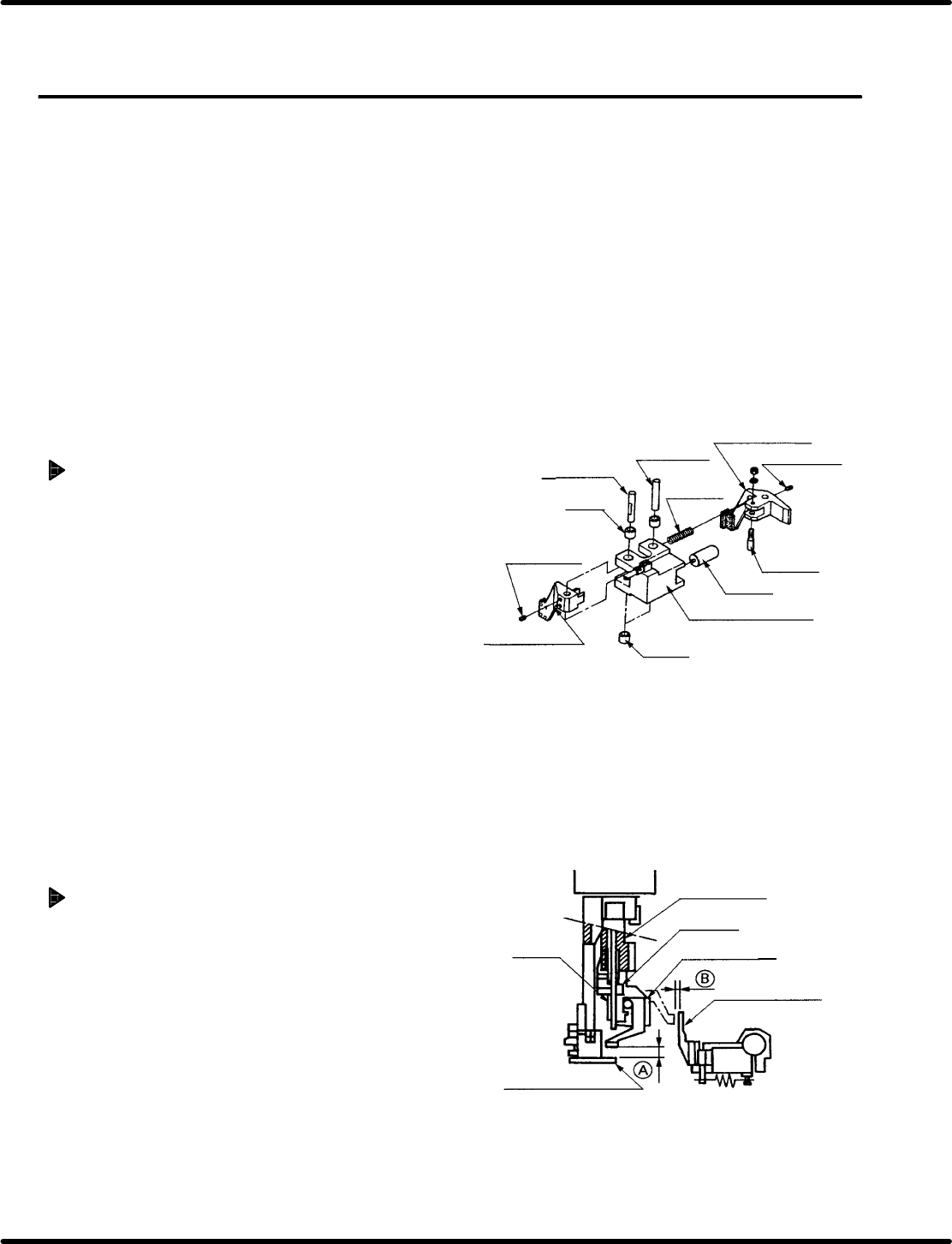
Chuck claw replacement
1. Remove set screws C and D (2 each).
2. Remove the fulcrum pin.
3. Remove the compression spring.
4. Remove the connection pin.
5. Replace the old claws with new ones, and
assemble those parts following the above
procedure in reverse.
=REFERENCE=
Check and adjust the accuracy of M6
insertion head, insertion chuck 100q
swing. (Refer to ‘5.6 Insertion Head
Insertion Chuck Parallelism Check and
Adjustment’.)
Adjusting chuck claws
1. Bring the insertion head to point (A).
Reposition the stopper so that the bottom
surface of the insertion chuck and the top
surface of the lead guide chuck claws are
level with one another.
2. Bring the transfer chuck to point (B).
Reposition the stopper so that the bottom
surface of the insertion chuck and the top
surface of the transfer chuck claws are level
with one another.
Chuck claw (C)
Set screw C
Connecting
pin
Piston
Insertion chuck body
Push
Push
Fulcrum pin
Fulcrum pin
Set screw D
Chuck claw (D)
Compression
spring
Insertion head
Stopper
Insertion chuck
Transfer chuck
Pusher
Lead guide chuck