Q170226E01.pdf - 第254页
7.1 NC Unit Adjustment SERVICE MANUAL RH5 7.1−7 DA3SEC−84−290−A0 (2) Acceleration time check (a) Set Cn−08 of the AC motor driver as below indicated. Z−axis 316 (b)Set Cn−09 of the AC motor driver as below indicated. Z…
RH5
7.1 NC Unit Adjustment
SERVICE MANUAL
7.1−6
DA3SEC−84−290−A0
7.1.5 Semi−auto Mode Movement Check
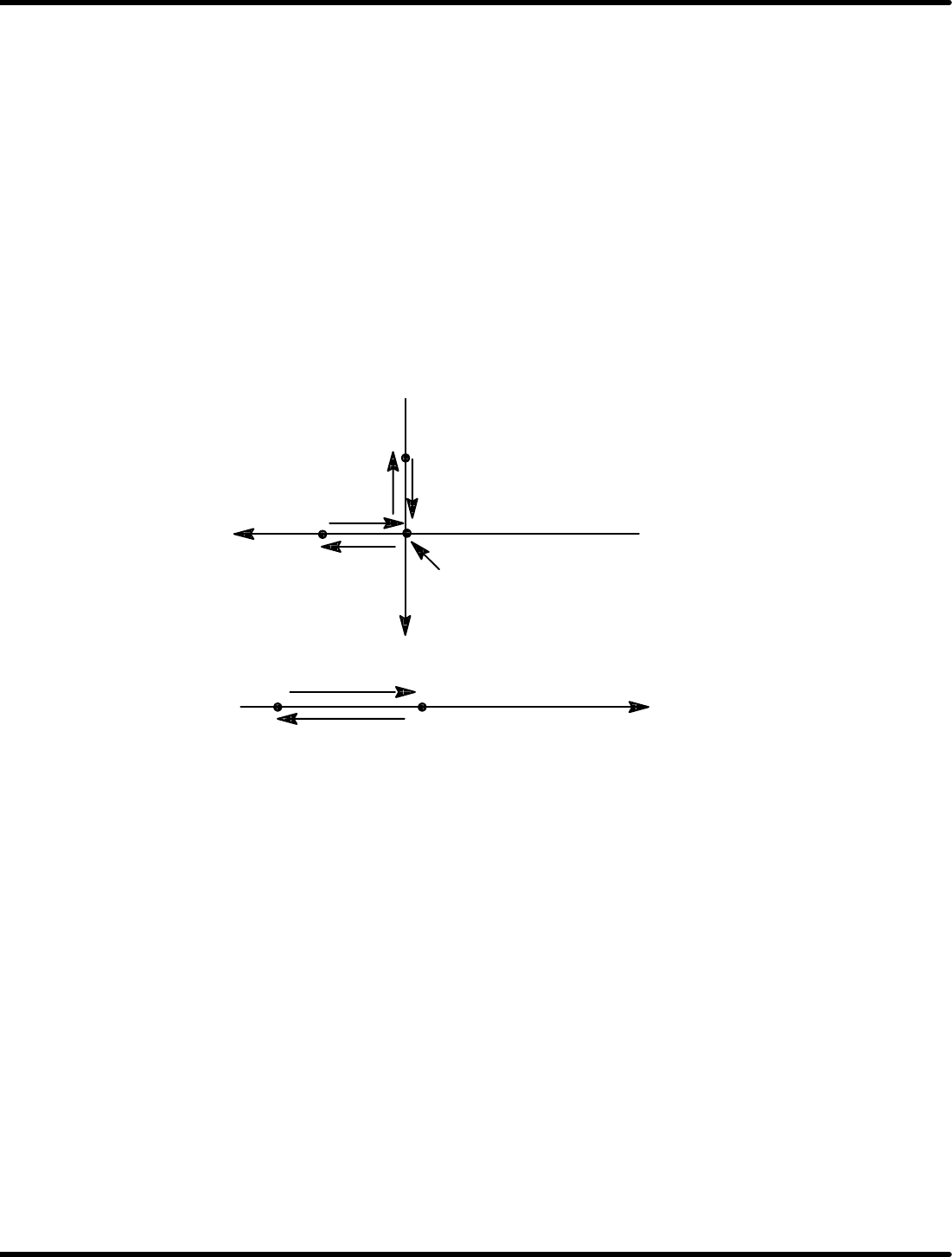
(1) Input the program data below indicated.
N1 /0 G1 MO T0 X−0 Y−0 Z−0
N2 /1 M1 T0 X−10000 Z1
N3 /1 M1 T0 X10000 Z1
N4 /1 M1 T0 X−10000 Z1
N5 /1 M1 T0 X10000 Z1
N6 /2 M1 T0 Y−20000 Z1
N7 /2 M1 T0 Y20000 Z1
N8 /2 M1 T0 Y−20000 Z1
N9 /2 M1 T0 Y20000 Z1
N10 /3 M1 T0 Z30
N11 /3 M1 T0 Z1
N12 /3 M1 T0 Z30
N13 /3 MO T0 Z30
N1, N3, N5, N7 N9−N14
N6, N8
N2
N4
0
N10, N12
N1−N9, N11, N13
Z+ (Flows to right)
0
Y+
Carry out positioning in semi−auto mode using the data.

7.1 NC Unit Adjustment
SERVICE MANUAL
RH5
7.1−7
DA3SEC−84−290−A0
(2) Acceleration time check
(a) Set Cn−08 of the AC motor driver as below indicated.
Z−axis 316
(b)Set Cn−09 of the AC motor driver as below indicated.
Z axis 316
(3) In the EOP mode, check each of the axes stops at its respective origin
(Origin monitor lights up).
(4) Other
Run the program data in the CONT mode for a short time. While doing so, check for strange noises
coming from the table or loose screws. Rather than move all tables at once, you can make a different
program for each table and adjust them one by one.

RH5
7.1 NC Unit Adjustment
SERVICE MANUAL
7.1−8
DA3SEC−84−290−A0
7.1.6 Fine adjustments
Make fine adjustments if the below situations occur.
(1) If the origin return monitor shakes after adjusting all axes and removing the extension board.
Adjust motor driver offset.
Adjust Cn−00−0003 values while watching the monitor. (Within r 30 for the reference setting)
(2) If parts are slightly out of position when positioning is complete.
Adjust the torque command filter timer of the motor driver.
Adjust the Cn−17 value while watching the effected axis move.
=CHECK=
If changing speed loop gain (Cn−04) during adjustment, return it to the standard setting before
making the above fine adjustments. Also, if the chattering cannot be corrected by making fine
adjustments, gradually lower speed loop gain within the 1 to 5 range, and then make the fine
adjustments.
If speed loop gain is lowered too much, motor response will slow down.
Therefore, keep speed loop gain as high as possible.
Chattering will occur if speed loop gain is not lowered when the table is not fully assembled and
load is light. Therefore, make adjustments again when the table is completely assembled.