Q170226E01.pdf - 第244页
RH5 6.1 Checking Maintenance Precision SERVICE MANUAL 6.1−7 DA3SEC−89−010−A0 No. Check item Description Illustration Criteria Measured value 30 31 32 33 34 mm 0t o0 . 0 2m m 0 . 3t o0 . 7m m ******* mm 0 . 5t o0 . 7m m m…
6.1 Checking Maintenance Precision
SERVICE MANUAL
RH5
6.1−6
DA3SEC−89−010−A0
No.
Check item
Description
Illustration
Criteria
Measured
value
25
26
27
28
29
OK/NG
Visual check
0to0.05mm
*******
mm
0to0.03mm
mm
0to0.03mm
mm
0to0.15mm
mm
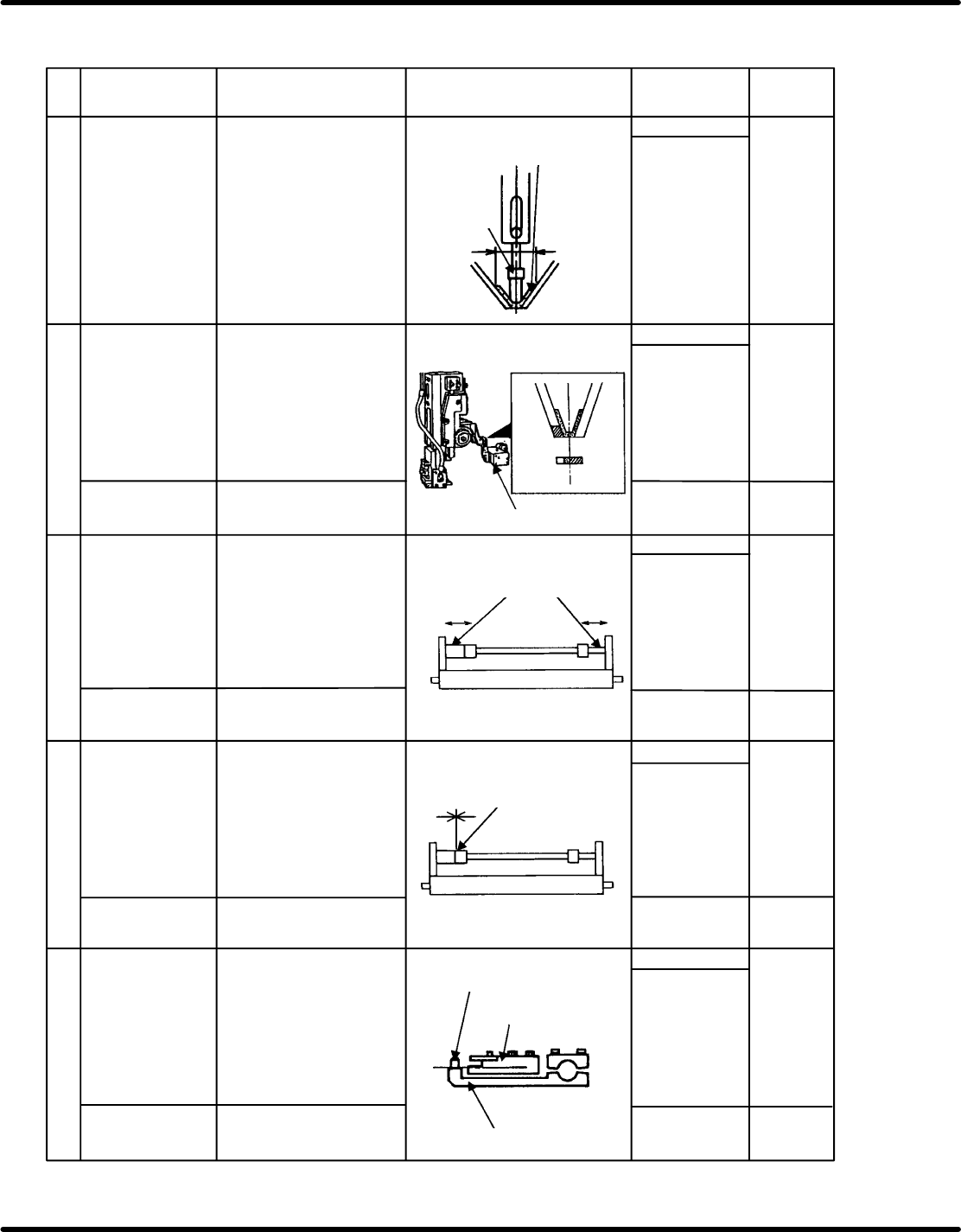
Insertion pusher
and insertion
chuck center
Ensure that the insertion
pusher is aligned with the
insertion chuck.
Insertion pusher
Insertion chuck
rubber
Transfer chuck
Transfer chuck and
insertion chuck
center
To be measured at
90
Bolt
M8 x 4
Check the center of the
transfer chuck and insertion
chuck at the 90 position with
the closing position of the
insertion chuck as the
reference.
(Measure with a 0.2
mm−thickness gauge.)
Pickup test
OK/NG
White marker
check
OK/NG
White marker
check
OK/NG
White marker
check
OK/NG
White marker
check
Pickup test
Pickup test
Pickup test
Bolt
M5 x 1
Bolt
M5 x 2
Bolt M5 x 4
Positioner
positioning
precision
Measure the positioning
precision by checking for
clearance between the
positioner shaft and
bearing.
Clearance
Clearance
Positioning pin
PCB transfer rail
Positioning lever
Positioning lever
height
Positioning lever
installation
precision
Measure the height of the
positioning lever with the
transfer surface of the PCB
transfer rail as the
reference.
Measure the installation
precision by checking for
clearance between the
positioning lever and collar
on the reference side.
RH5
6.1 Checking Maintenance Precision
SERVICE MANUAL
6.1−7
DA3SEC−89−010−A0
No.
Check item
Description
Illustration
Criteria
Measured
value
30
31
32
33
34
mm
0to0.02mm
0.3to0.7mm
*******
mm
0.5to0.7mm
mm
Visual check
OK/NG
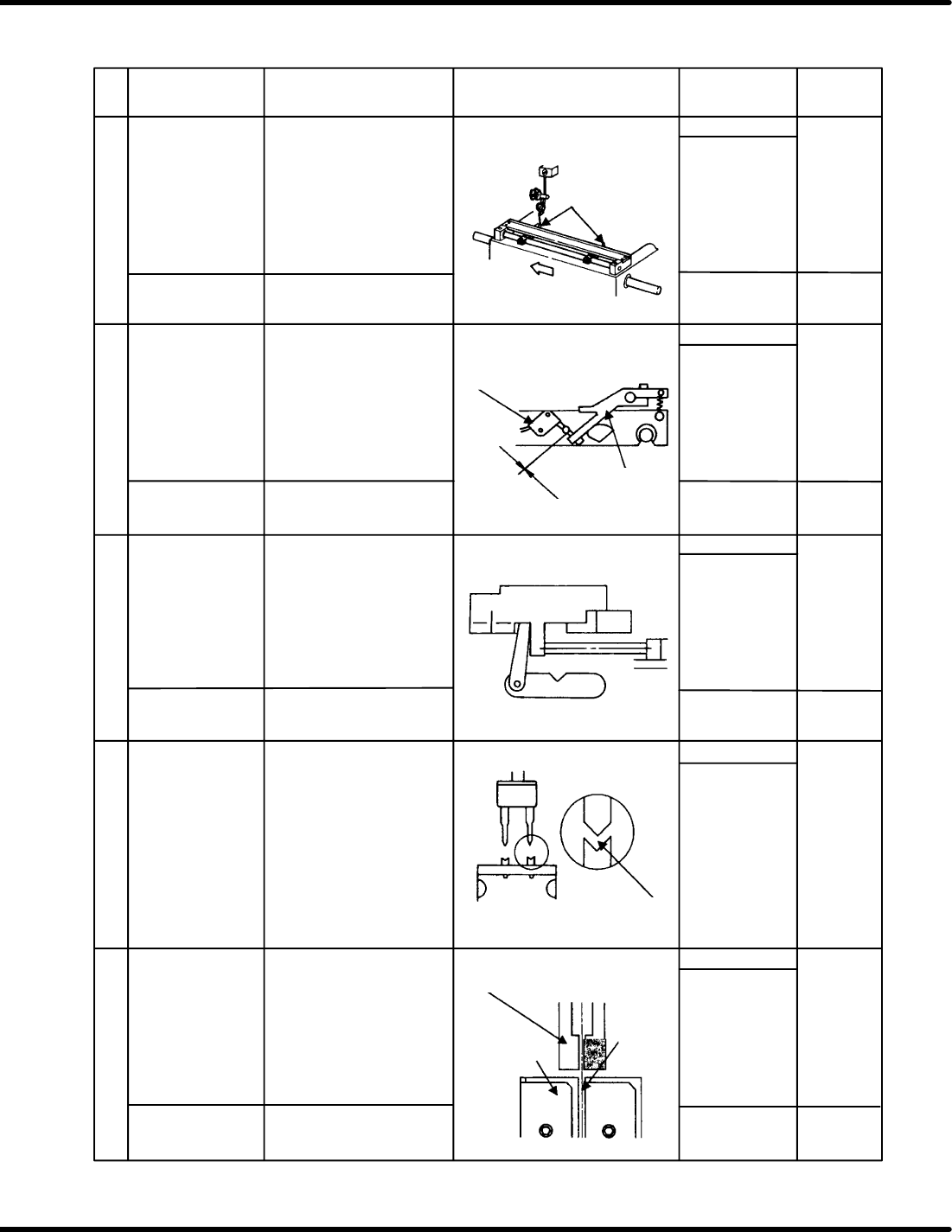
Positioning pin
parallelism
Measure the parallelism by
moving the table in X
direction with the positioning
pin on the left as the
reference.
Positioning pin
Micro−switch
PCB micro−switch
setting
Bolt
M4 hexagonal x 2
Measure the clearance
between the micro−switch
and lever.
Pickup test
OK/NG
White marker
check
OK/NG
White marker
check
OK/NG32.7 Nm
Pickup test
Bolt
M5 x 1
Bolt
M8 x 4
Clearance between
feed pusher and
parts cassette
To be measured at
290
Check the clearance
between the feed pusher
and parts cassette with the
feed pusher protruded.
Bolt
M5 x 4
Lever
OK/NG
White marker
check
Thickness gauge
Right end:
mm
Left end:
Visual check
OK/NG
Thickness gauge
Z axis origin
Feed and cutter
center
Ensure that the center
position of the transfer
chuck and groove of the
parts cassette are matched.
Transfer chuck
Cassette
Center position
must be
matched.
Using the electronic
components whose precision
have been checked by the
taping gauge, cut the lead
manually to check for the
V−cut condition.
Cut condition
* Check only
6.1 Checking Maintenance Precision
SERVICE MANUAL
RH5
6.1−8
DA3SEC−89−010−A0
No.
Check item
Description
Illustration
Criteria
Measured
value
35
36
37
38
39
OK/NG
Visual check
*******
0to0.03mm
mm
0to0.03mm
mm
46.7 to 49.3 kPa
kPa
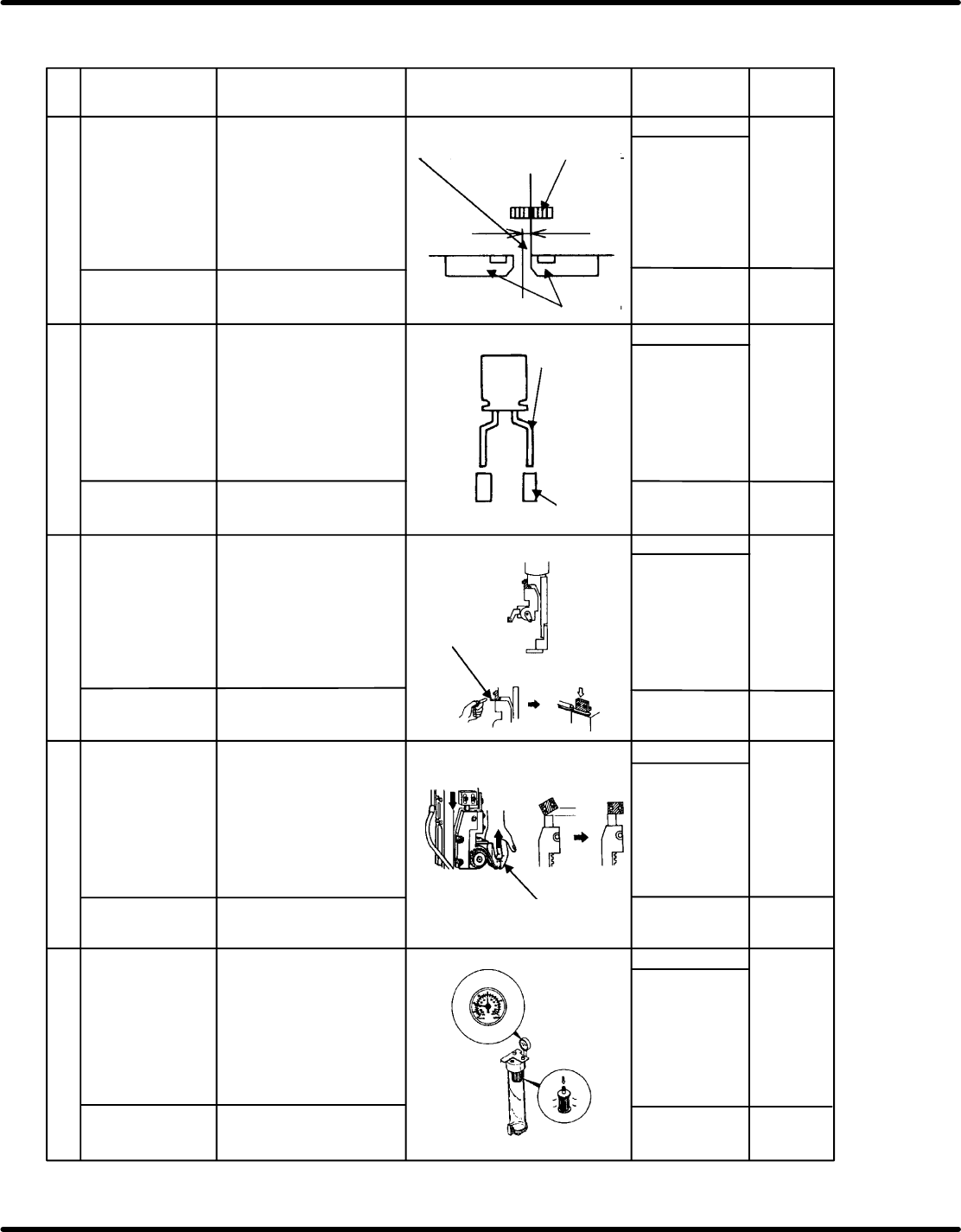
Transfer chuck
and cutter center
Check the cutter closing
center at the origin with the
transfer chuck closing
center as the reference.
Cutter push depth: 0.1 mm
Center position
must be matched
Transfer chuck
claw
Cutter
Insertion chuck
height precision
Bolt
M6 x 6 OK/NG
White marker
check
OK/NG
White marker
check
OK/NG
White marker
check
OK/NG
White marker
check
Thickness gauge
Bolt M5 x 2
Bolt
M5 x 2
Bolt Pressure valve
Head stopper
setting
Rotate the camshaft to the
0position and check that
the insertion head and the
stopper touch completely
without any clearance.
Bolt
M6 x 4
Electronic
component lead
Guide pin
OK/NG
White marker
check
OK/NG
Visual check
*******
*******
Rack stopper
setting
Vacuum pump
Set the vacuum pressure
by regulating the pressure
valve of the vacuum pump.
Ensure that the stopper
touches entirely in the 90
position without clearance.
Check if there is no play in
the insertion chuck.
No clearance here
No play in the
rotating direction
Using the electronic
components whose precision
have been checked by the
taping gauge, check that the
center of the lead of the
electronic component and
that of the guide pin are
matched.
*******