Q170226E01.pdf - 第213页
RH5 5.33 Lead Cutter and T ape Cutter Stroke Adjustment SERVICE MANUAL 5.33−4 DA3SEC−83−9R0−A0 = MEMO =
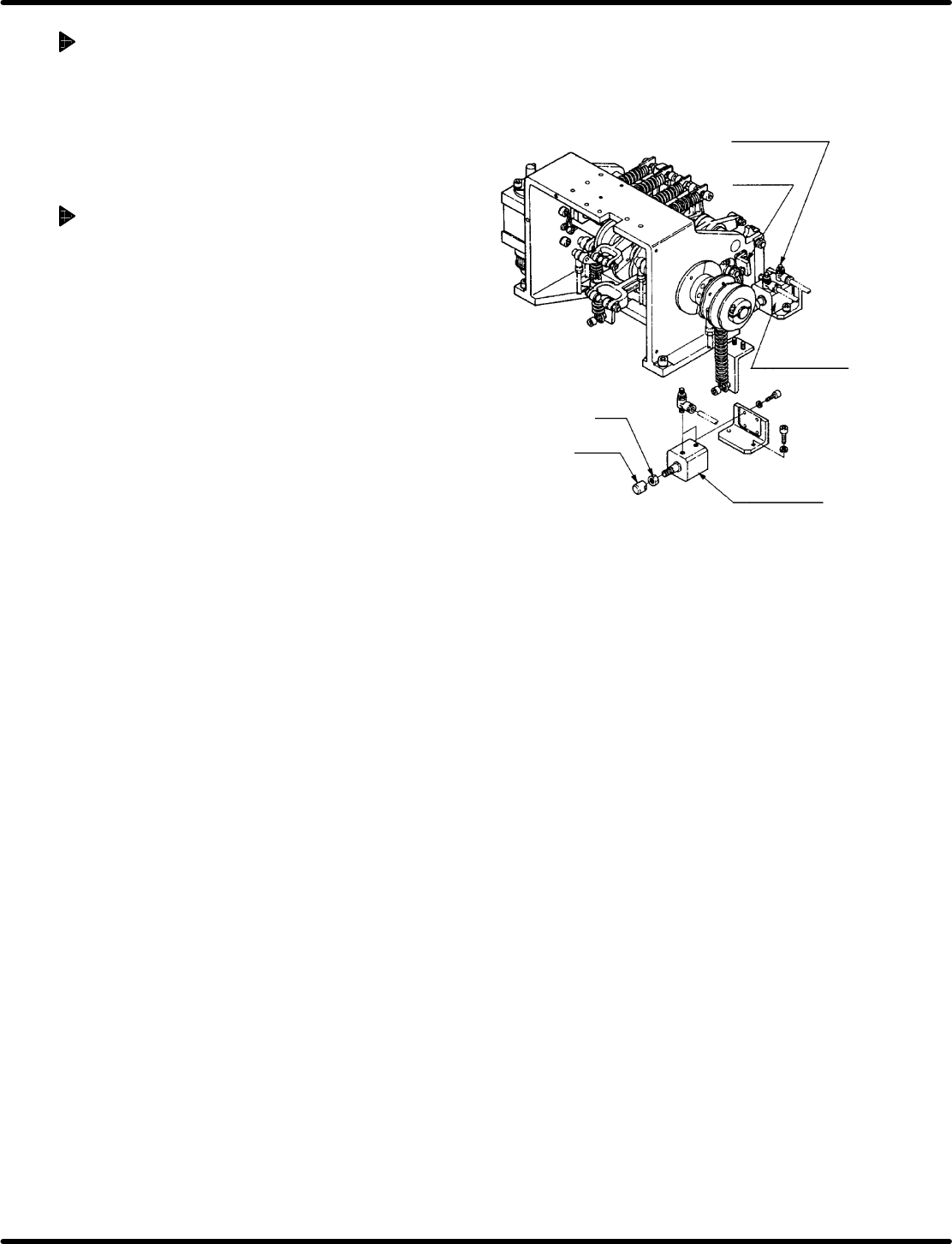
Stopper
bracket
Air cylinder for
cutter
Air cylinder for
cutter
Nut
Pusher
Cutter cylinder
speed controller
5.33 Lead Cutter and Tape Cutter Stroke Adjustment
SERVICE MANUAL
RH5
5.33−3
DA3SEC−83−9R0−A0
Cylinder drive adjustment
1. Set the machine to MANUAL mode
(FEED/MANUAL CUT) and check that the
components are cut as the same
condition described above.
Cylinder drive adjustment (If
components are not cut properly:)
1. Set the digital sequence timer to 315q.
2. Disengage the bush and nut at the end of
the air cylinder for cutter.
=REFERENCE=
It is advisable to remove the stopper
bracket at the cutter reverse limit for
ease of adjustment.
3. Turn ON “CUTTER” on the sub−control
panel.
4. Turn the pusher at the end of the air
cylinder for cutter to insert it into the
cam lever without gap.
5. Turn OFF “CUTTER” on the sub−control
panel.
6. Turn the pusher at the end of the air
cylinder for cutter by 90q (to right) to
secure the pusher and nut in the
direction the pusher stretches.
7. Turn the hand wheel to set the digital
sequence timer to 0q.
8. Set the machine to MANUAL mode
(FEED/MANUAL CUT) and check that
how well the components are cut.
=REFERENCE=
If cutting error occurs only when the
cutter cut electronic components with
few hard lead increase the rate of
the speed controller for cutter
cylinder.

RH5
5.33 Lead Cutter and Tape Cutter Stroke Adjustment
SERVICE MANUAL
5.33−4
DA3SEC−83−9R0−A0
= MEMO =
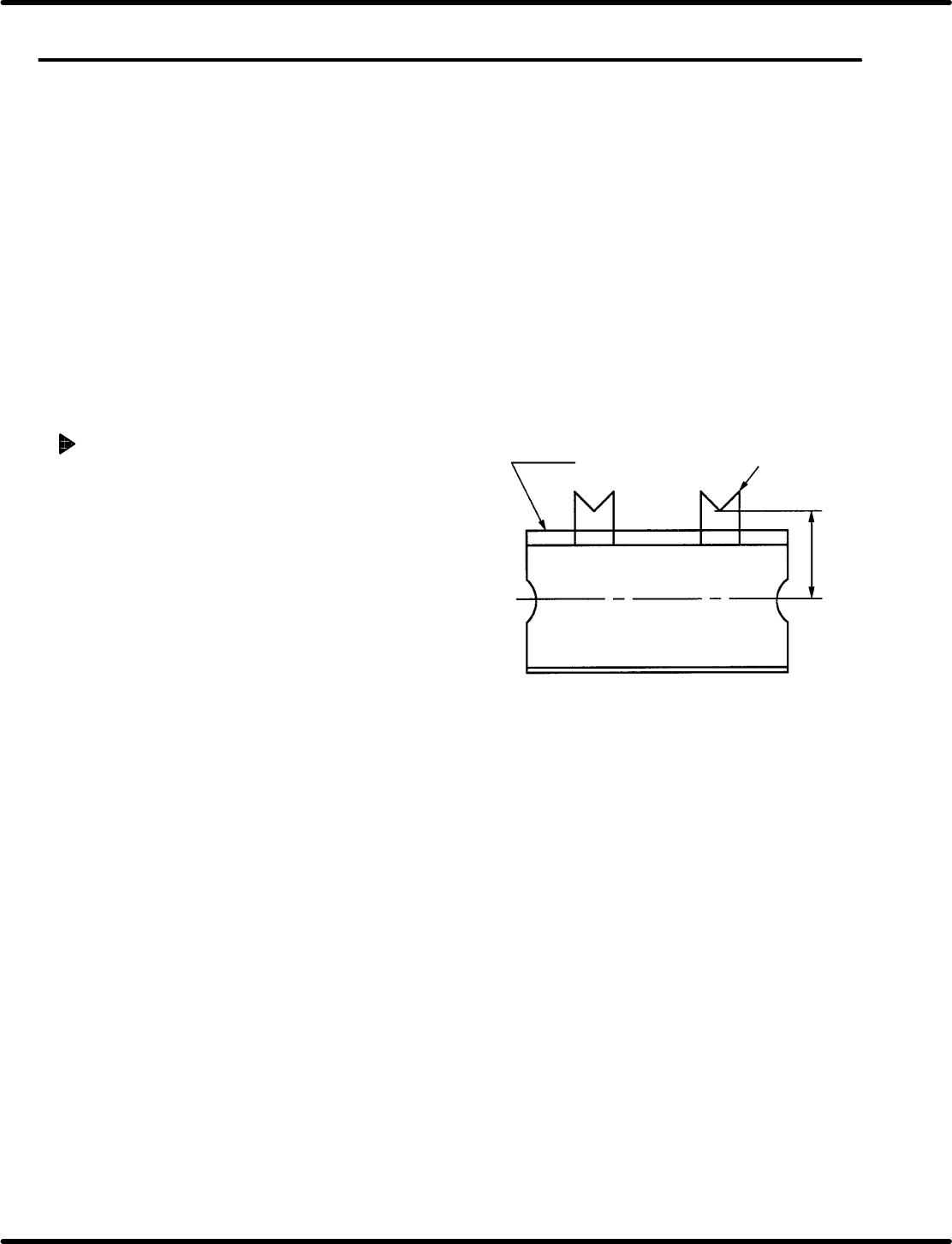
Tape waste
Cut state
10.2 mm H 0.2
5.34 Axis Height Check and Adjustment
SERVICE MANUAL
RH5
5.34−1
DA3SEC−83−9S0−A0
5.34 Axis Height Check and Adjustment
DA3SEC−83−9S0−A0
Sentence No.
When to perform
x When tape wastes are scattered even
after replacing the lead cutter and tape
cutter.
x When insertion errors occur frequently.
Preparation
x Allen wrench
x Thickness gauge
x Spanner
x Slotted screwdriver
Tape waste check
1. In AUTO mode, insert components and
check the lead wastes.
2. Make sure that tape waste is
10.2r0.2 mm in length.
=CHECK=
Cut tape waste on both sides of the
Z axis and check it.
(Z axis Nos. 1 and 80 (62))