RS-1R使用说明书.pdf - 第138页
第 1 部 基本篇 第 2 章 生产 2- 26 2-7-1- 3 外形基准的调整方法 <位置变更操作 顺序> (1) 请从 生产 的菜单选择[ 生产 辅助]-[支 援准备] 。 按下画面的「传 送控制」按钮后 显示传送控制 画面。 (2) 请使限动器为 ON 。 请选择「 传送限动器」 ,按 ON 。 (3) 请将生产基板抵住限 动器。 基板接触限动器 的部分有缺口等 而不稳定时, 请松开限动器根 部一侧的螺丝 (2 个 ) ,用手移…
第 1 部 基本篇 第 2 章 生产
2-25
2-7-1-2 传送轨道宽度的调整
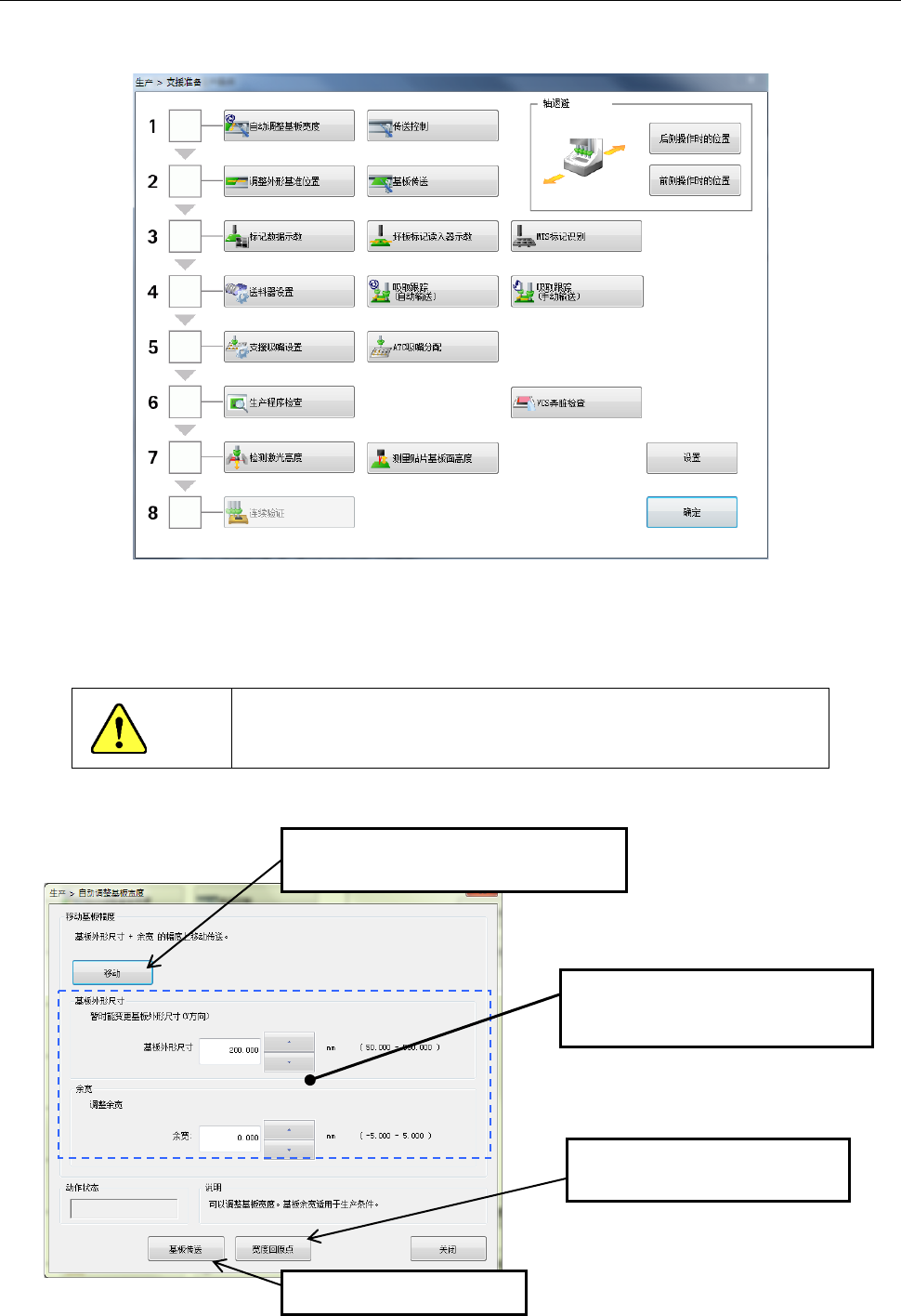
<在「自动调整基板宽度画面」中的调整方法>
(1) 请从生产的菜单选择[生产辅助]-[支援准备]。
(2) 请对准传送宽度尺寸。
按下画面的 1「自动调整基板宽度」,即可显示「自动调整基板宽度」画面。
「自动基板宽度调整」在单通道、双通道下,有不同的操作。
注意
按照以下说明点击[移动]按钮后,传送即随之启动。
点击之前,务必确认传送活动区域没有妨碍物体。
1) 自动基板宽度调整
③选择[移动],调整宽度。马达旋转,
执行调整。
① 选择[宽度回原点],
执行传送的返回原点。
②
输入
[
尺寸
]
、
[
余宽
]
。
([余宽]宽度不适合基板传送宽度时,
请输入。大致为-
0.5mm
〜
0.5mm
。)
④ 请检查传送是否顺畅。
第 1 部 基本篇 第 2 章 生产
2-26
2-7-1-3 外形基准的调整方法
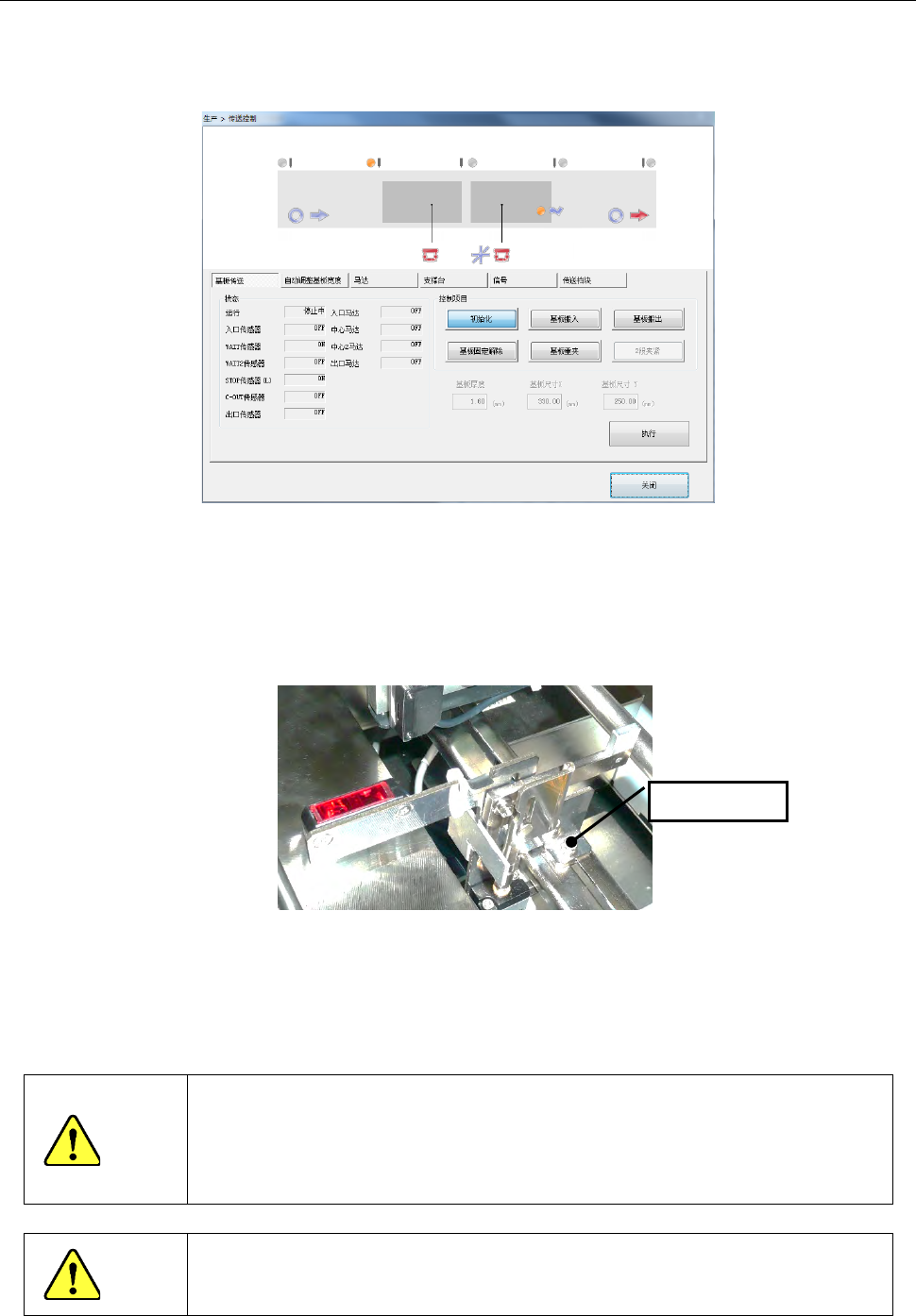
<位置变更操作顺序>
(1) 请从生产的菜单选择[生产辅助]-[支援准备]。
按下画面的「传送控制」按钮后显示传送控制画面。
(2) 请使限动器为 ON。
请选择「传送限动器」,按 ON。
(3) 请将生产基板抵住限动器。
基板接触限动器的部分有缺口等而不稳定时,请松开限动器根部一侧的螺丝(2 个),用手移动予
以调整。
(4) 请配置支承销。
请根据生产基板情况在支承台上配置支承销。QFP等这类需要贴片精度的元件如在下面配置支
承销,可利于提高精度。
(5) 调整完成后,请按下「传送控制」画面的「关闭」按钮,结束传送控制。
注意
外形基准位置将成为程序数据的基板坐标原点
(
基准位置
)
。
因此,实施限动器调整后,一定要在「2-7-1-4 外形基准位置的调整」中重新设
置。
基板原点可以在生产程序的「基板数据」(参阅第 4 章 4-3-3 基板数据)中进行
变更。
注意
机器工作时,请绝对不要将手或头部等伸入装置内部。
松开螺丝
第 1 部 基本篇 第 2 章 生产
2-27
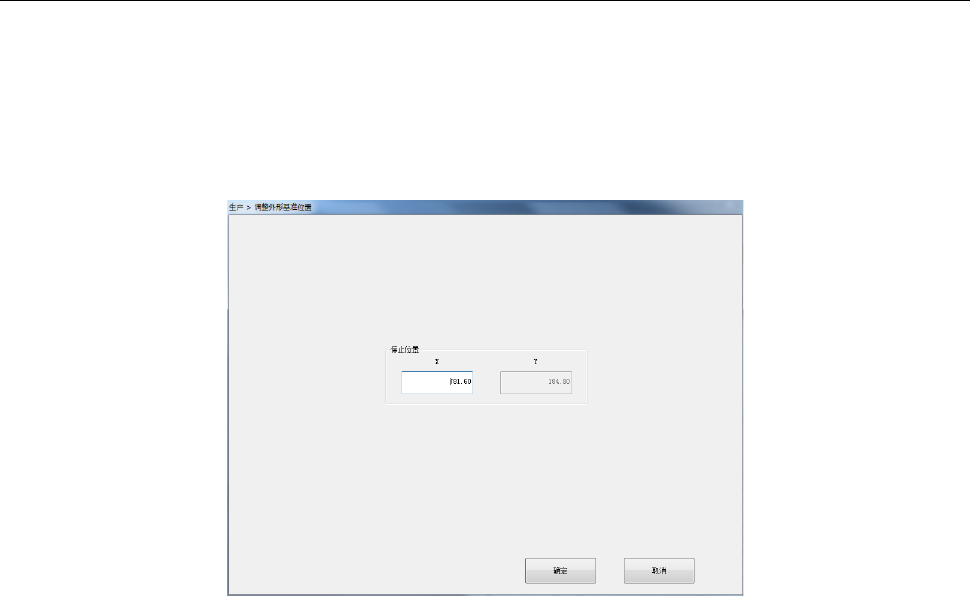
2-7-1-4 外形基准位置的调整方法
调整限动器位置后,必须重新设置以下所示的外形基准位置。
<位置变更操作顺序>
(1) 请从生产的菜单选择[生产辅助]-[支援准备]。
按下画面上的「调整外形基准位置」后会显示调整外形基准位置画面。
・外形基准位置的具体设置方法请参阅「8-3-3-3 调整外形基准位置」。