RS-1R使用说明书.pdf - 第400页
第 1 部 基本篇 第 4 章 制作生产程序 4- 64 ⑤ 夹式吸嘴数据 抓取位置 : “Y ” 项,输入元件中心 至夹式吸嘴固定侧手臂抓 取面(紧贴面)中心的偏 移 值(a) ,要输入负数。 “X” 项只可 输入 0 ,不可输入其他 数据。 水平 间隙 : 夹式吸嘴固定侧 卡头的固定臂面 与元件之间的 间隙( b ) , 要输入负数。 通常设置为自动 输入的默认值。 吸取 时吸嘴方向 : 指 的是,吸取以 0 度状态供应 的元件时的…
第 1 部 基本篇 第4 章 制作生产程序
4-63
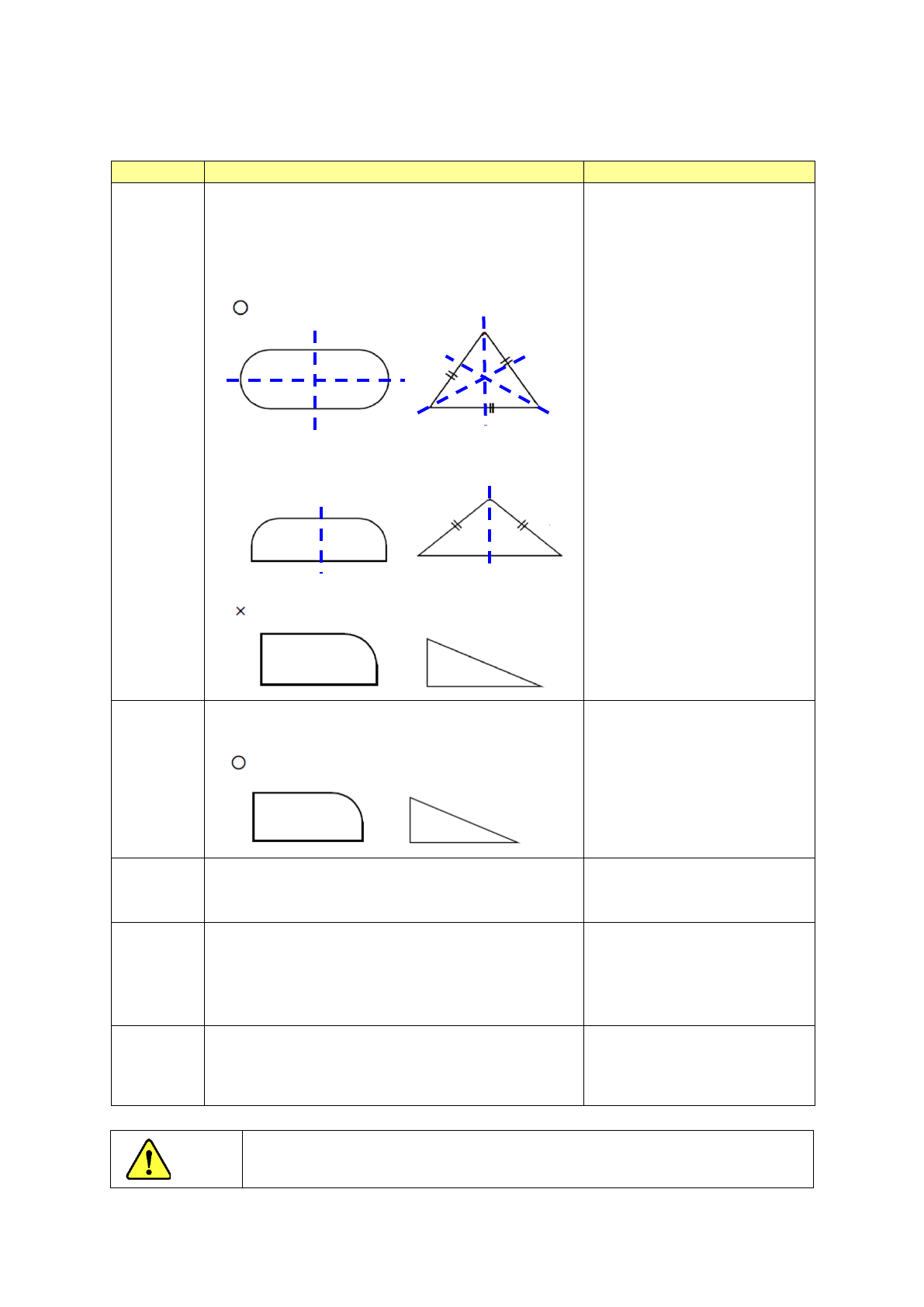
④ 元件形状
可指定激光识别用的元件形状。主要用途如下所示。
元件形状
动作
用途
Config1
对于具有对称性的元件,检测出外切切线,计算、
校正位置偏移、角度偏移,进行贴片。
具有对称性的元件,是指在测定面的断面图上划线
可呈对称状态的元件。
标准元件类型
Config2
对于没有对称性的元件,检测出各边,计算、校正
位置偏移、角度偏移,进行贴片。
指定为异形元件的其他元件
Config3
从测定数据计算、校正吸取角度的位置偏移,进行
贴片。
用于无角的圆筒元件等。
这时,
会忽略角度(忽略极性),仅 求
出元件的中心。
Config5
对于具有对称性的元件,检测出外切切线,计算、
校正位置偏移、角度偏移,进行贴片。用于对应识
别元件的引脚等时,光线从间隙漏过时的识别。位
置偏移、角度偏移的计算、校正方法与标准元件类
型相同。
标准元件类型(识别引脚用)
Config0
从吸取姿势按贴片角度进行旋转并贴片。 用于激光定心不稳定的元件
(超规格的极薄的元件)。不
进行定心即贴片。因此,贴片
位置会被吸取位置影响。
注意
元件形状根据元件类型决定其初始值。通 常 ,如果变更会导致错误发生率提高
。
除特殊情况以外,切勿变更。

第 1 部 基本篇 第4 章 制作生产程序
4-64
⑤ 夹式吸嘴数据
抓取位置 : “Y”项,输入元件中心至夹式吸嘴固定侧手臂抓取面(紧贴面)中心的偏移
值(a),要输入负数。
“X”项只可输入 0,不可输入其他数据。
水平间隙 : 夹式吸嘴固定侧卡头的固定臂面与元件之间的间隙(b),要输入负数。
通常设置为自动输入的默认值。
吸取时吸嘴方向 : 指的是,吸取以 0 度状态供应的元件时的吸嘴方向。
请指定 0 度、90 度、180 度、270 度中的一项。
吸取高度微调值 : 吸取时吸取高度的校正值(c 与元件上表面之间的间隙)。
通常,为了将元件保持水平,设为-0.5mm。
抓取位置(a)
水平间隙(b)
元件
C
固定臂
摇臂
第 1 部 基本篇 第4 章 制作生产程序
4-65
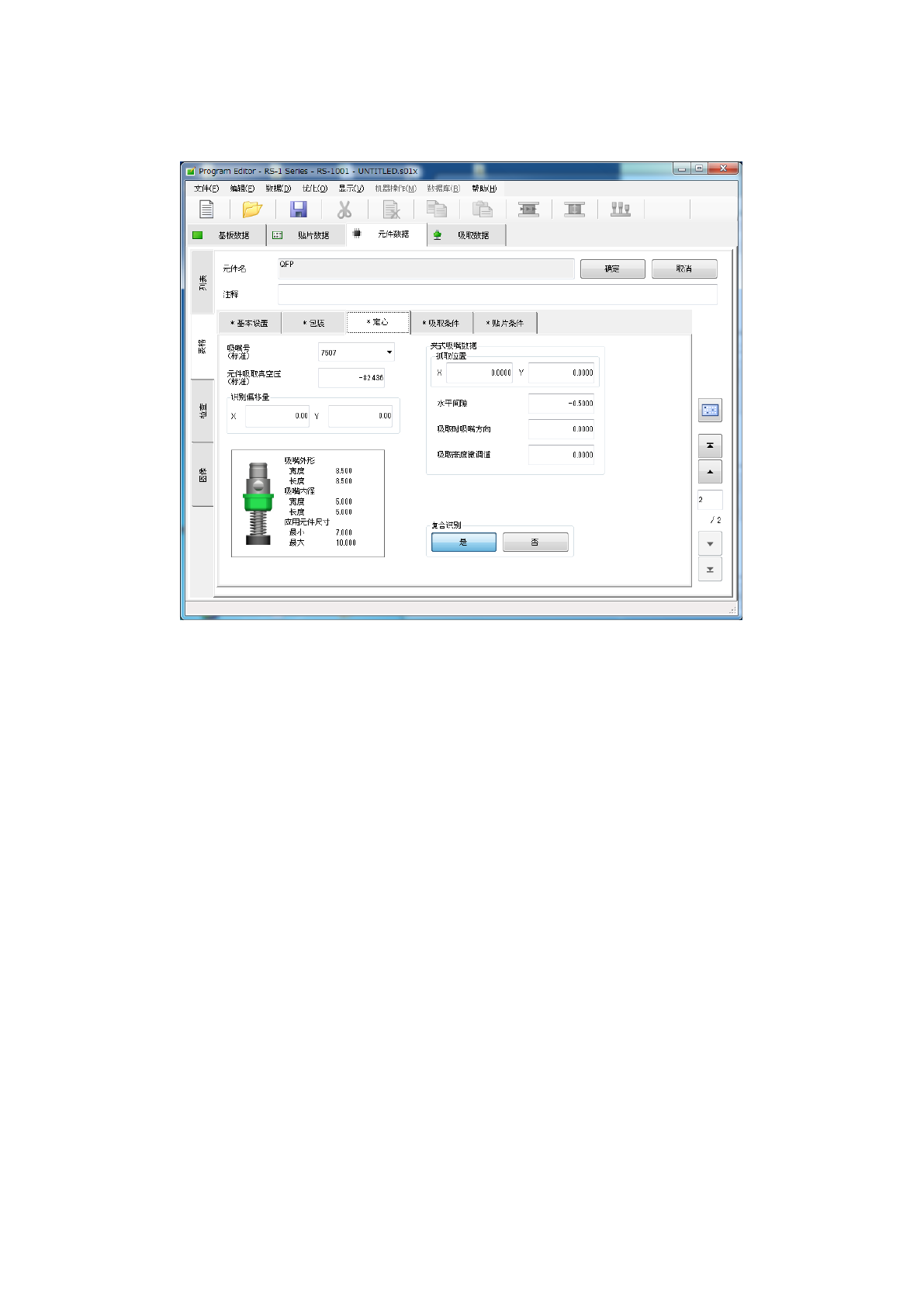
2) 图像定心时
选择定心选项卡,即显示如下画面。
① 吸嘴号
② 元件吸取真空压
与 「( 1)激光定心时」的设置相同。