RS-1R使用说明书.pdf - 第371页
第 1 部 基本篇 第 4 章 制作生产程序 4- 35 4-3- 4 贴片数据 输入与贴片元件 的贴片坐标有关 的信息。 多电路板时,输 入相对于 “ 基准电路 ” 的信息。 贴片点数:与单 板基板、多电路 板无关,总点 数最多可输入 10 , 00 0 点。 4-3-4- 1 显示贴片数据画面 制作基板数据后 , 选择 画面上方的 「 贴片数据 」 选项卡, 可显 示贴片数据制作 画面 ( 下图 为制作完成的 示例 ) 。 设置为跳…
第 1 部 基本篇 第4 章 制作生产程序
4-34
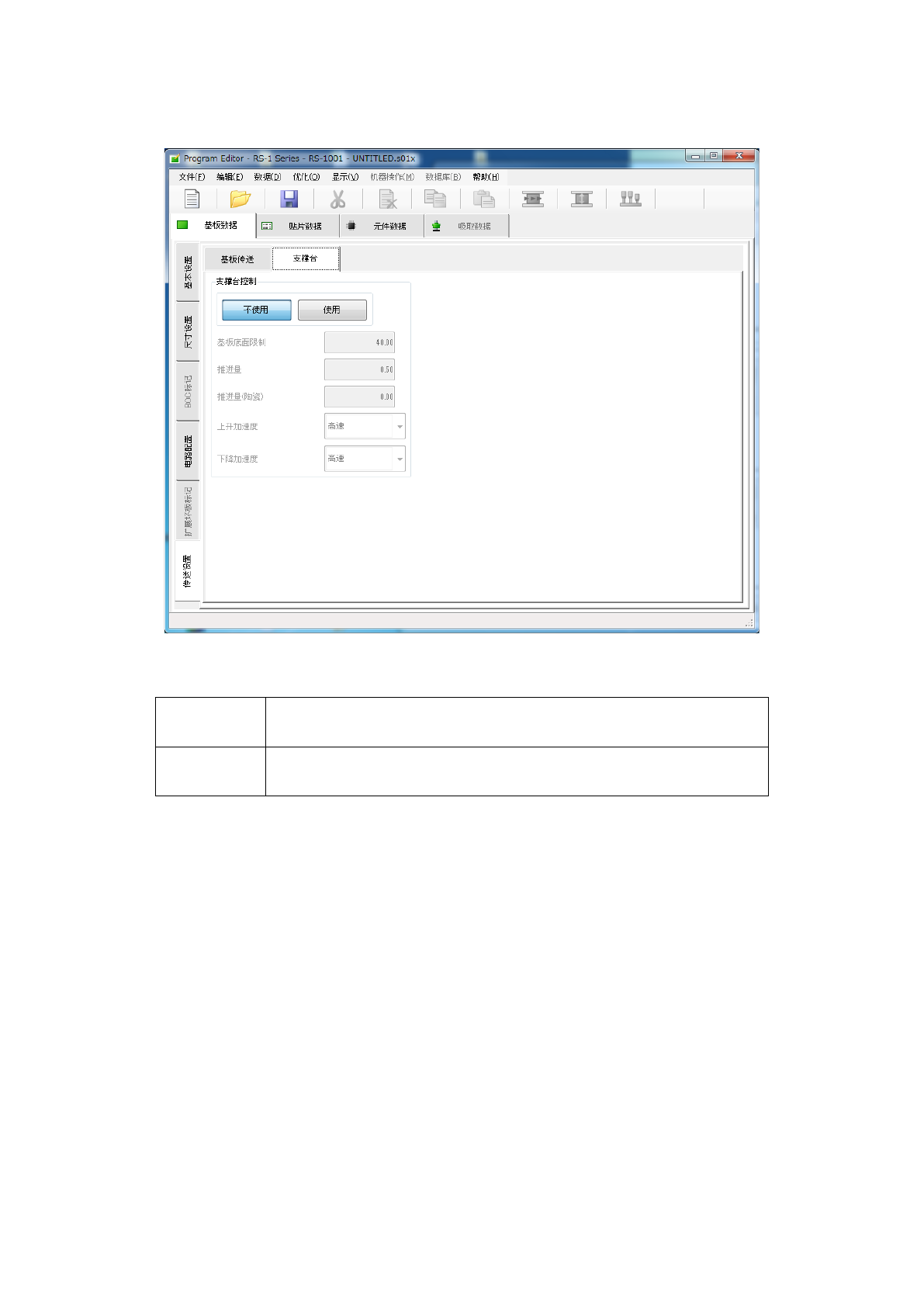
(2) 支撑台画面
在选择「传送设置」选项卡的状态下,选择「支撑台」选项卡时,会显示如下画面。
1) 不使用/使用
选择是否使用支撑台控制中设置的内容。
[不使用]
不使用支撑台控制中设置的内容时,请选择此项。
按主机端设置的内容运行。
[使用] 要使用支撑台控制中设置的内容时,请选择此项。
2) 基板底面限制
设置支撑台的基板下降限制值。
可设置的值为 5.0~40.0(mm)。
3) 推进量
4) 推进量(陶瓷)
输入支撑台上升时的偏移值。
支撑销将按照设置的值向上方向推顶基板。
可设置的值为 0.0~5.0(mm)。
5) 上升加速度
设置支撑台上升时的加速度。
6) 下降加速度
设置支撑台下降时的加速度。
第 1 部 基本篇 第4 章 制作生产程序
4-35
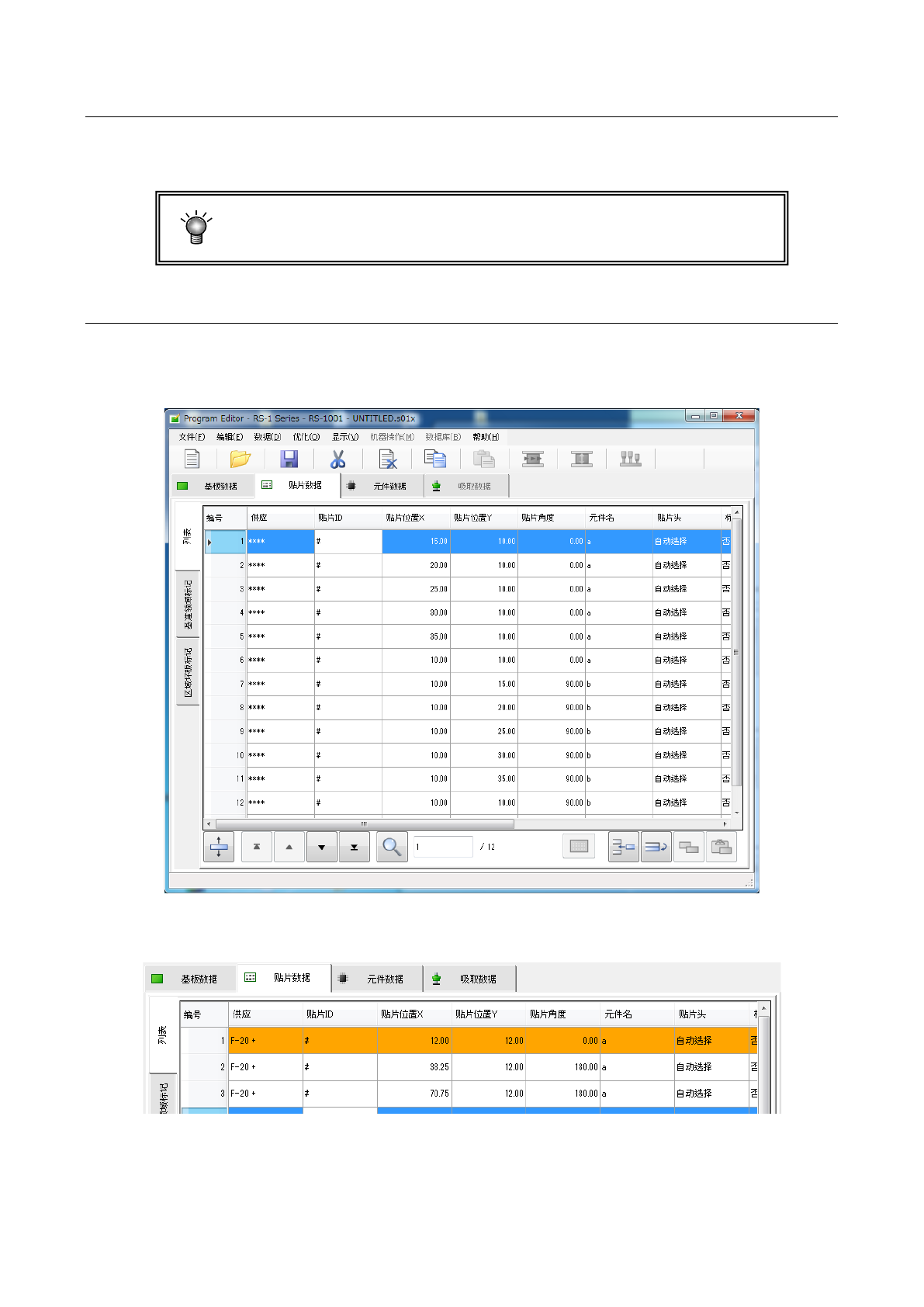
4-3-4 贴片数据
输入与贴片元件的贴片坐标有关的信息。
多电路板时,输入相对于“基准电路”的信息。
贴片点数:与单板基板、多电路板无关,总点数最多可输入 10,000 点。
4-3-4-1 显示贴片数据画面
制作基板数据后,选择画面上方的「贴片数据」选项卡,可显示贴片数据制作画面(下图为制作完成的
示例)。
设置为跳过 (包含元件数据的跳过设置)时,显示会变为橙色,如下所示。

第 1 部 基本篇 第4 章 制作生产程序
4-36
4-3-4-2 制作贴片数据
输入“贴片 ID”、“贴片位置 X”、“贴片位置 Y”、“贴片角度”、“元件名”。
在其他项目(贴片头、标记、区域坏板标记、跳过、试打、层)将自动输入初始值。
请仅对必要的项目进行变更。
另外,坐标位置是指从「基板数据」中决定的“基板位置基准”(多电路板时为基准电路的“电路原点”)为
起点的尺寸。
(1) 供应
显示打开贴片列表画面时的吸取位置。
未决定吸取位置时,显示“*”。
如果同一元件有多个供料器时,会根据优化决定吸取位置。
如果同一元件没有多个供料器时,则不进行优化也可决定吸取位置。
存在多个相同元件名的吸取数据时,显示第一个的吸取位置,并在其左侧附加‘+’。
不能在本字段进行输入。
(2) 贴片 ID
为浏览贴片位置而设置的记号。对于贴片动作没有直接影响。
输入本项后,会在输入默认值的项目里应用默认值,并进行显示。
另外,也可点击其他项目(X 坐标等)而省略输入。
此时将自动输入“#”。
(3) 贴片位置 X、Y
输入贴片位置(X、Y)。输入方法有输入数值和示教输入,以及由 FlexlineCAD 进行数据变换的方
法。
※ 示教时务必在取得 BOC 校准后再进行。未实施 BOC 校准时,请勾选操作选项-示教的
「以 BOC 排列贴片位置」。
尺寸是指从「基板数据」中决定的“基板位置基准”(多电路板时为“电路原点”)到贴片位置的(坐标中
心)尺寸。
・输入绝对位置 :直接输入的值为绝对值。
可在输入的数字前面加上 + 或 - 。
・输入相对位置:
在输入数字前加上 ++,输入结果为光标所在字段的值加输入值。
在输入数字前加上 --,输入结果为光标所在字段的值减输入值。
在输入数字前加上 +=,输入结果为光标所在字段上一行字段的值加输入值。
在输入数字前加上 -=,输入结果为光标所在字段上一行字段的值减输入值。
(注)++、--、+=、-=之间不要加入空格。
(4) 贴片角度
以「元件数据」的“元件供应角度”为基准,输入贴片角度。
关于元件供应角度请参见“4-3-5-2 (2) 包装”中的“JUKI 的元件供应角度定义”。