RS-1R使用说明书.pdf - 第519页
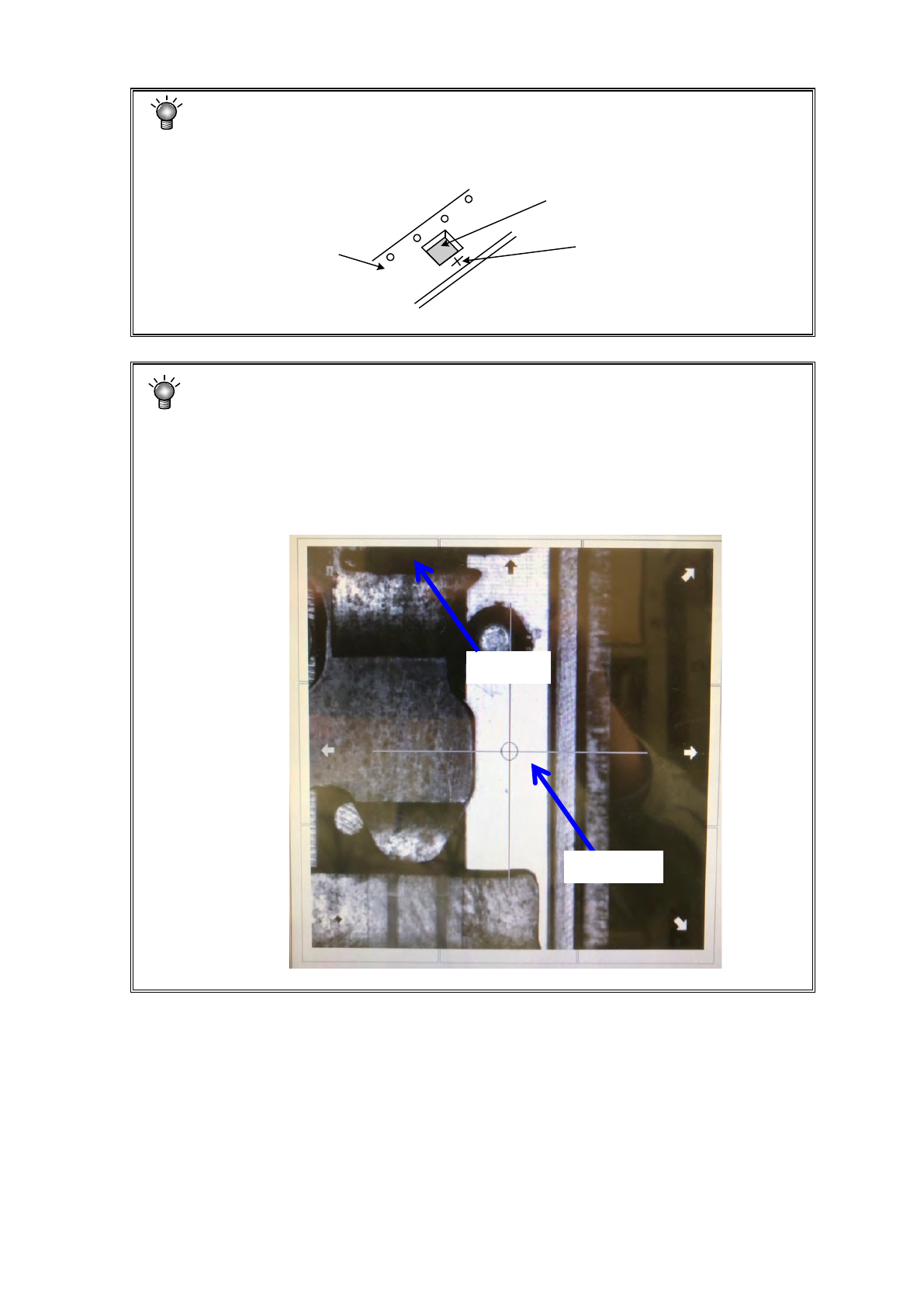
第 1 部 基本篇 第 4 章 制作生产程序 4- 183 使用 HMS 进行示教时,因 被测量元件的表 面 ( 测量面 ) 状况 ( 光泽、表面粗糙程度 ), 有时会 导致激光散射,从而无 法 测量 。 此时,请参见下图,将 激光移动到带 料托架上,以该点 代用,进行 Z 轴的示教。 使用 HMS 实施供料器 RF0 4AS 的示教时, 若测 定面上的带子为 透明或者半透明, 激光将 透过而无法获得正确的 测定值,有时 会造成吸取率恶…
第 1 部 基本篇 第4 章 制作生产程序
4-182
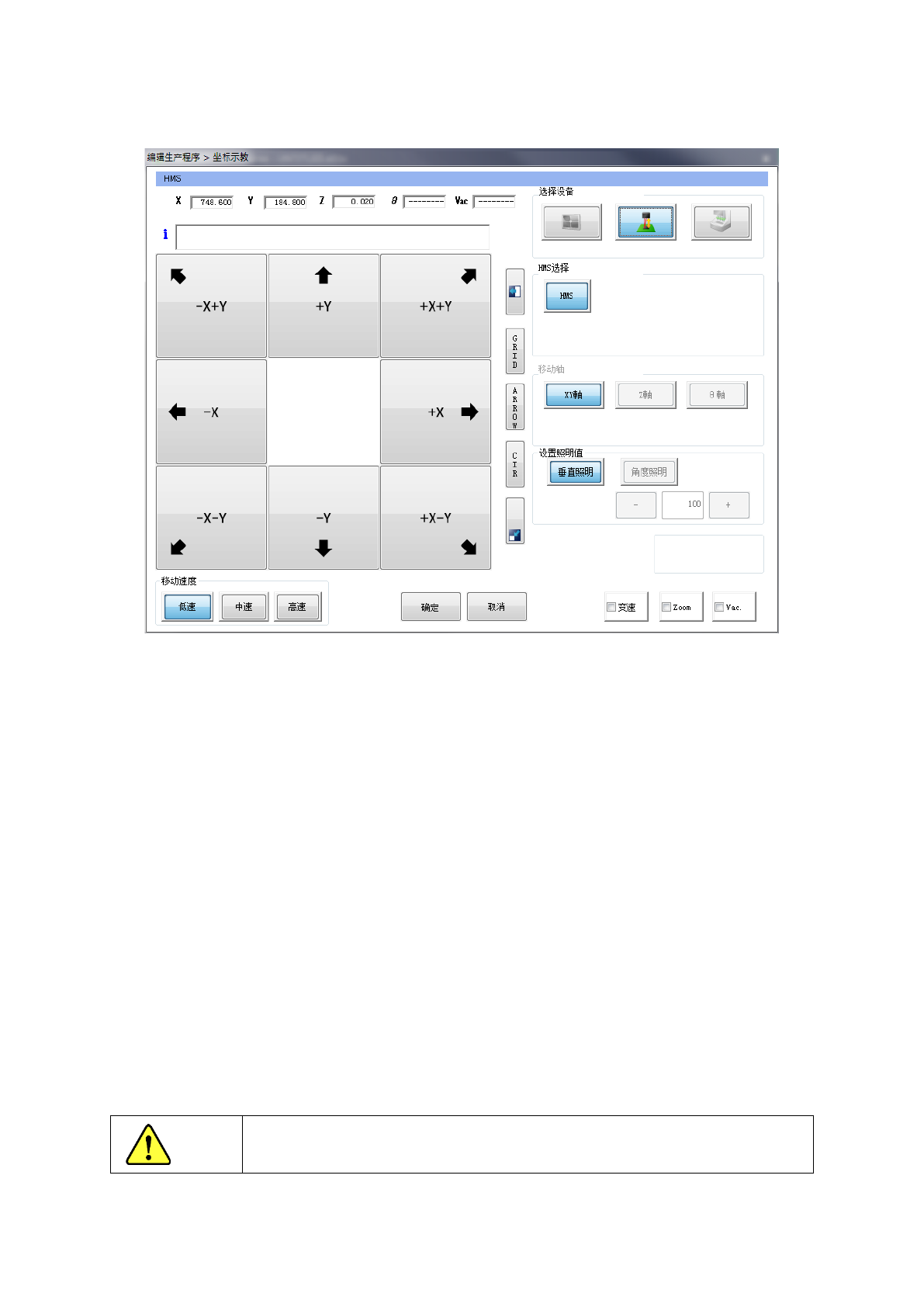
(2) 过 HMS 示教
1) 择设备
切换为示教时使用的设备。
2) MS 选择
指定示教时使用的 HMS。
3) 教点
HMS 示教不能设置此项。
4) 置照明值
HMS 示教不能设置此项。
5) 动速度
与摄像机的示教相同。
6) 送间隔
要变更电动送料器的输送间隔时设置。
选择 HMS 设备后,相应的 HMS 会亮灯。按画面左侧的 8 个方向按钮移动 XY 轴,触摸的过程中轴会
持续移动。HMS 移动的当前坐标,会显示在画面上部的 X、Y 及 Z(HMS 测量值)文本框里。
注意
为了避免人身伤害,在示教操作过程中,切勿将手放入装置内部,也不要将脸
和头靠近装置。
第 1 部 基本篇 第4 章 制作生产程序
4-183
使用
HMS
进行示教时,因被测量元件的表面
(
测量面
)
状况
(
光泽、表面粗糙程度
),
有时会
导致激光散射,从而无法测量。
此时,请参见下图,将激光移动到带料托架上,以该点代用,进行 Z 轴的示教。
使用
HMS
实施供料器
RF04AS
的示教时,若测定面上的带子为透明或者半透明,激光将
透过而无法获得正确的测定值,有时会造成吸取率恶化。
此时,请将激光移动至下图所示的供料器带子铺设面上,执行该点的 Z 轴示教。进而测
定载带的厚度(护带除外),请在元件数据、吸取条件的吸取押入量中,按照以下所示输
入数值。
(例如: 带子厚度为 0.3mm 时,0.05-0.3 =-0.25mm)
请将该值作为初始值,根据需要对吸取押入量进行微调。
吸取位置
带子铺设面
带料托架
元件
测定点
第 1 部 基本篇 第4 章 制作生产程序
4-184
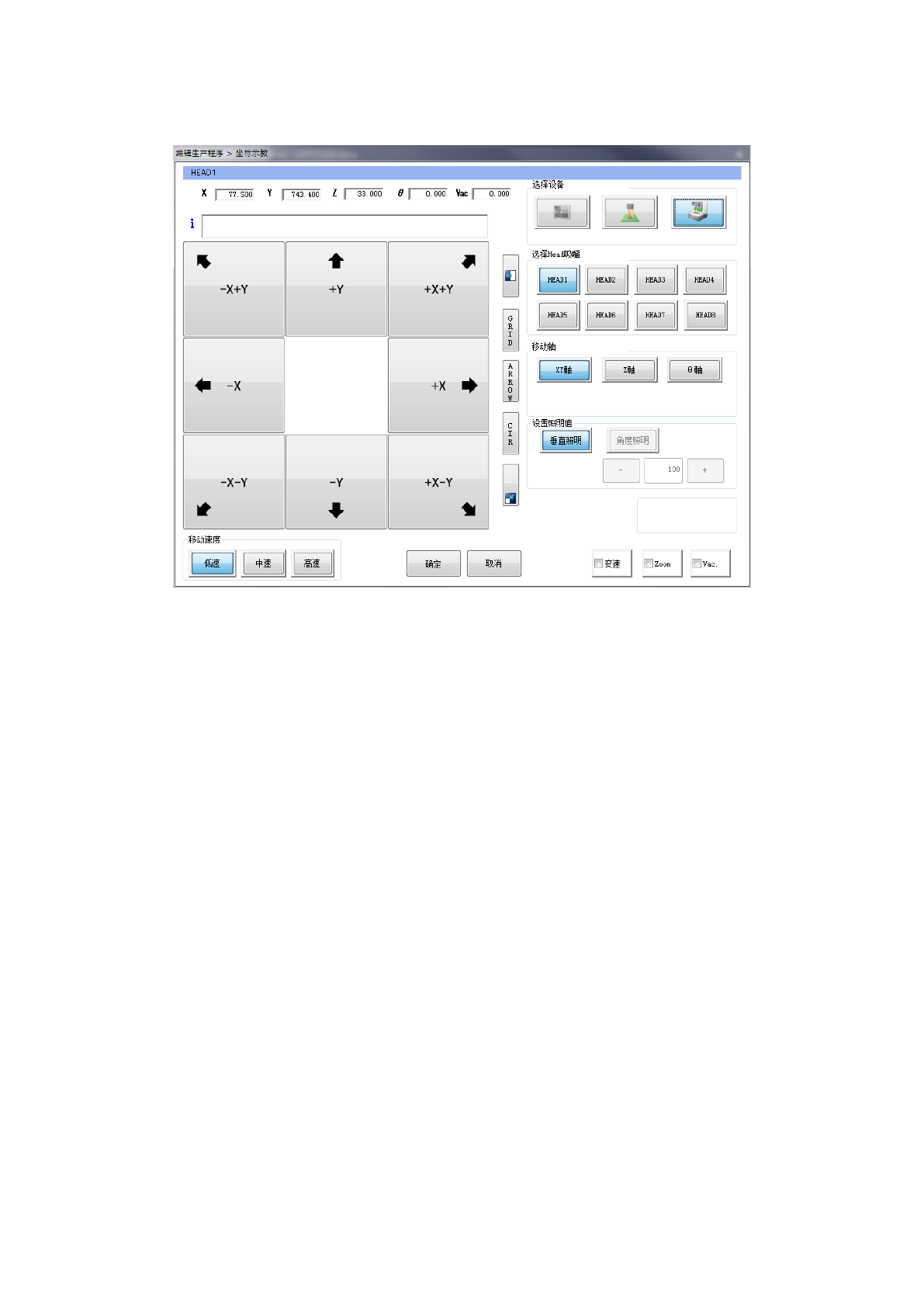
(3) 过 Head 设备示教
通过 Head 设备示教,XY 轴、Z 轴、
θ
轴要分别进行。
1) 择设备
切换示教使用的设备。
2) 择 Head 吸嘴
指定示教时使用的 Head 吸嘴。
3) 动轴
变更要移动的轴。
4) 置照明值
贴装头示教不能设置此项。
5) 送间隔
要变更电动送料器的输送间隔时设置。