RS-1R使用说明书.pdf - 第693页
第 2 部 功能详解篇 第 7 章 操作选项 7- 17 (1) 通过 示教 调整传送量 吸取坐标 Y 不能进行 变更,通过 示教调整 送料器 的传送量。 No. 项目 内容 1 对象 送料器 RF8 mm 2 编辑 生产程序 吸取坐标 Y 不能进行 变 更。 不能从 吸取坐标 Y 开始 示教 。 3 读入 生产程序 吸取坐标 Y 变更为默认值 。 读入通过 示教变更 了吸取坐标 Y 的 生产程序 时 ,仅 RF8 mm 的吸 取坐标 …
第 2 部 功能详解篇 第 7 章 操作选项
7-16
No.
项目
内容
状态
动作及详细内容
10 传送动作中的生产动作
设置传送动作中的生产动作。
完成传送动作后,开始
生产动作
传送动作完成后,开始生产动作。
在传送动作中开始生
产动作(更换吸嘴)
传送动作过程中,开始吸嘴更换动
作。
11 重试 VCS 识别
设置 VCS 识别时是否重试。
进行 VCS 识别重试。
12 生产中的吸嘴负荷检查
生产中设定是否进行吸嘴负荷检查。
未设置压力传感器时不能进行选择。
生产中执行吸嘴负荷检查。
13 通过示教调整传送量
设定是否通过送料补正量来调整吸取坐标 Y 的位置偏移。
用户级别未达到管理者时不能变更设定。
吸取坐标 Y 可以进行变更,不 执 行 送料器传送量的
调整。
吸取坐标 Y 不能进行变更,通 过 示教调整送料器的
传送量。
对象送料器为
RF8mm
。
14 贴片后实施元件高度检查
设定贴片后是否测定元件高度。
贴片后测定元件高度。
第 2 部 功能详解篇 第 7 章 操作选项
7-17
(1) 通过示教调整传送量
吸取坐标 Y 不能进行变更,通过示教调整送料器的传送量。
No.
项目
内容
1
对象送料器
RF8mm
2 编辑生产程序
吸取坐标
Y
不能进行变更。
不能从吸取坐标
Y
开始示教。
3 读入生产程序
吸取坐标
Y
变更为默认值。
读入通过示教变更了吸取坐标 Y 的生产程序时 ,仅 RF8mm 的吸
取坐标
Y
会变更为默认值。
[
通过示教调整传送量
]
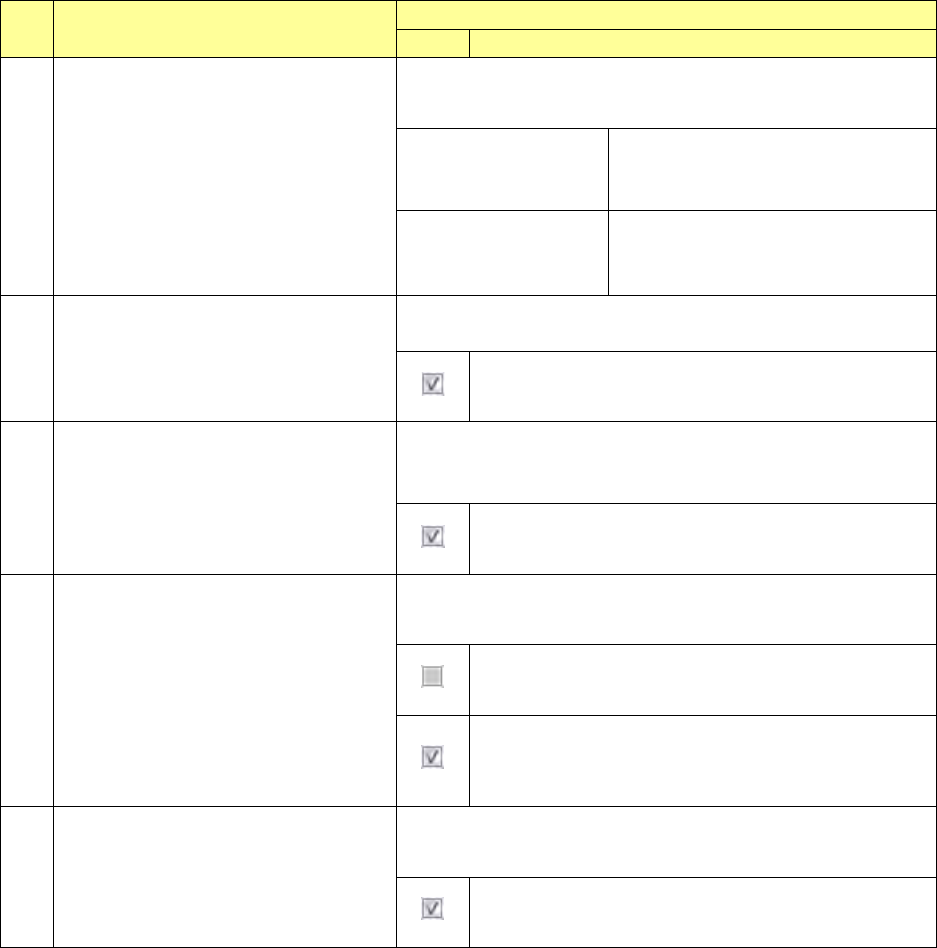
从未勾选变更为勾选时,显示警告1。
在读入生产程序时,不显示警告。
4
吸取坐标示教
将跟踪、自动示教、示教的吸取坐标
Y
方向的变更,不反映为吸
取坐标 Y,而是反映为送料器的传送量,会将元件传送至默认的
吸取坐标
Y
。
开始时,为了到达示教前的传送量位置,在逆转
1
间距后执行
1
间距的传送动作。
结束时,如果吸取坐标 Y 发生变更,为了到达新传送量的位置,
在逆转
1
间距后执行
1
间距的传送动作。
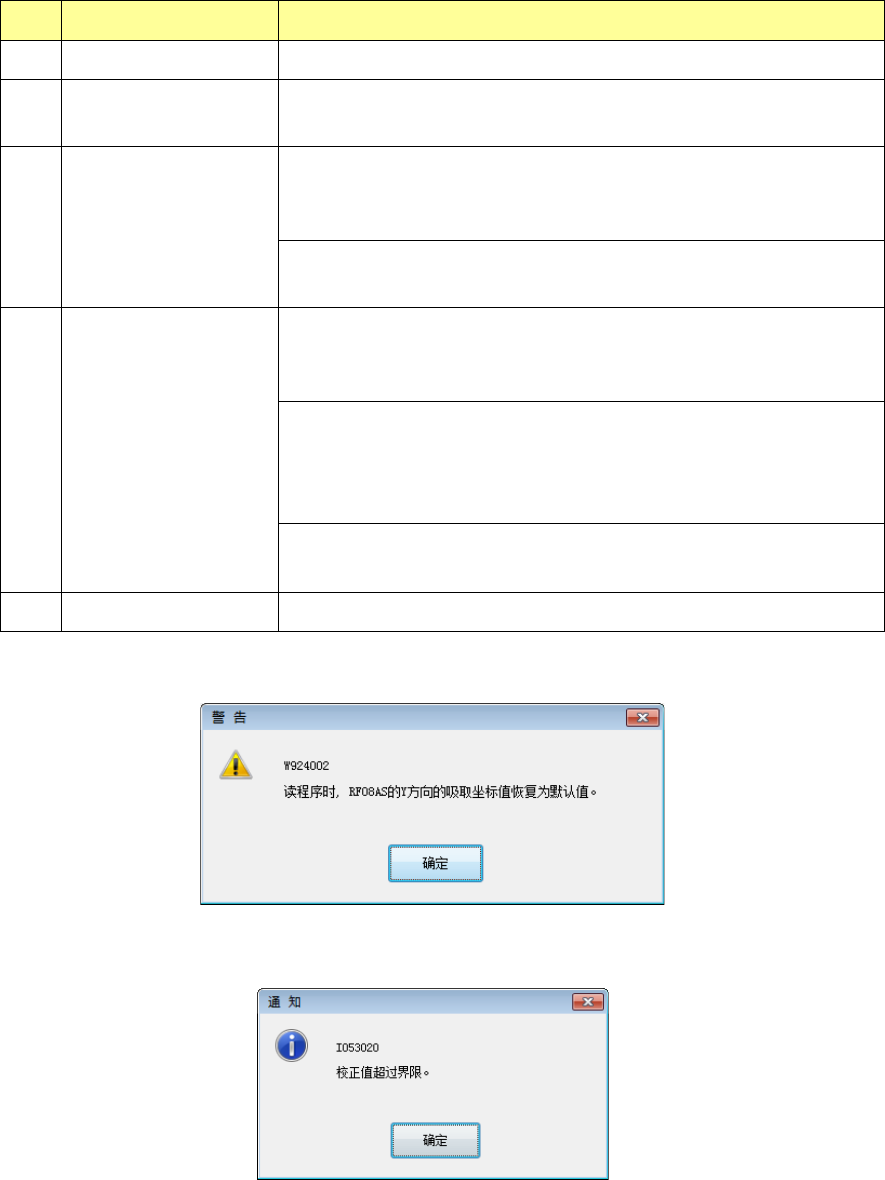
吸取坐标
Y
的变更量超过送料器的传送补正量时,显示警告
2
。
此时,即使示教后吸取位置也不对。
5
限制事项
重新启动主体时,需要对吸取坐标重新进行示教。
警告 1
警告 2
第 2 部 功能详解篇 第 7 章 操作选项
7-18
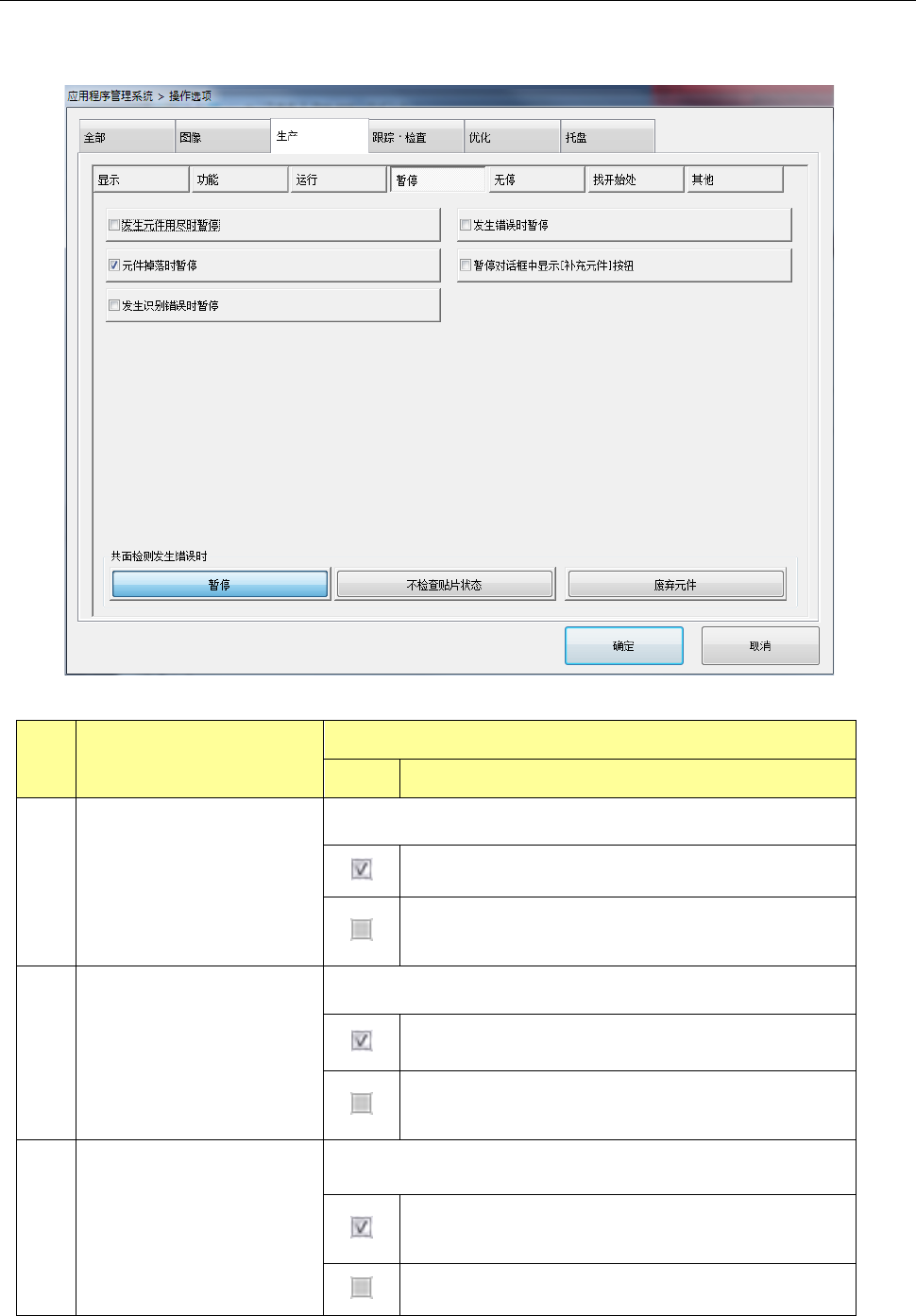
7-4-4 暂停
按下[暂停]按钮,会显示“生产暂停选项设置画面”。
序号
项目
内容
状态
动作及详细内容
1 发生无元件时暂停
设置发生元件用完时的动作模式。
元件用完时暂停生产。
生产中即使发生元件用完,只要有可贴片的元件,
即继续生产。
2 发生错误时暂停
设置发生错误时的动作模式。
生产动作发生错误(包括元件用完)时,暂停生产。
在生产过程中即使发生生产动作错误,只要有可贴
片的元件,也将继续生产。
3 元件掉落时暂停
设置检测出元件掉落时的动作。
生产中检测出元件掉落时暂停,显示元件掉落。
(在贴片的最后再进行元件检测)
元件掉落时继续生产。