RS-1R使用说明书.pdf - 第924页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 53 12 - 10 焊锡识别照明 基板 或电路上没有 BOC 标记 时,可以 将 印刷焊锡 与抛光的 焊盘 一体化 后 作为 BOC 标记进行 识别。 在 长尺寸基板 生 产 中执行 2 次夹紧时,用于在无 法检测到 BOC 标记的范围内 进行元件贴片等 。 焊锡 位置与焊盘偏 移过大时, 有时无法使用 。 不需要用户 模板,如果 是与通常的 标记形状相同的 「焊锡 」形状 ,…
第 2 部 功能详解篇 第 12 章 选项组件
12-52
12-9 双托盘服务器(DTS)
可以在主机选择 TR1RB。
有关详细的使用方法,请参照 DTS 的『使用说明书』。
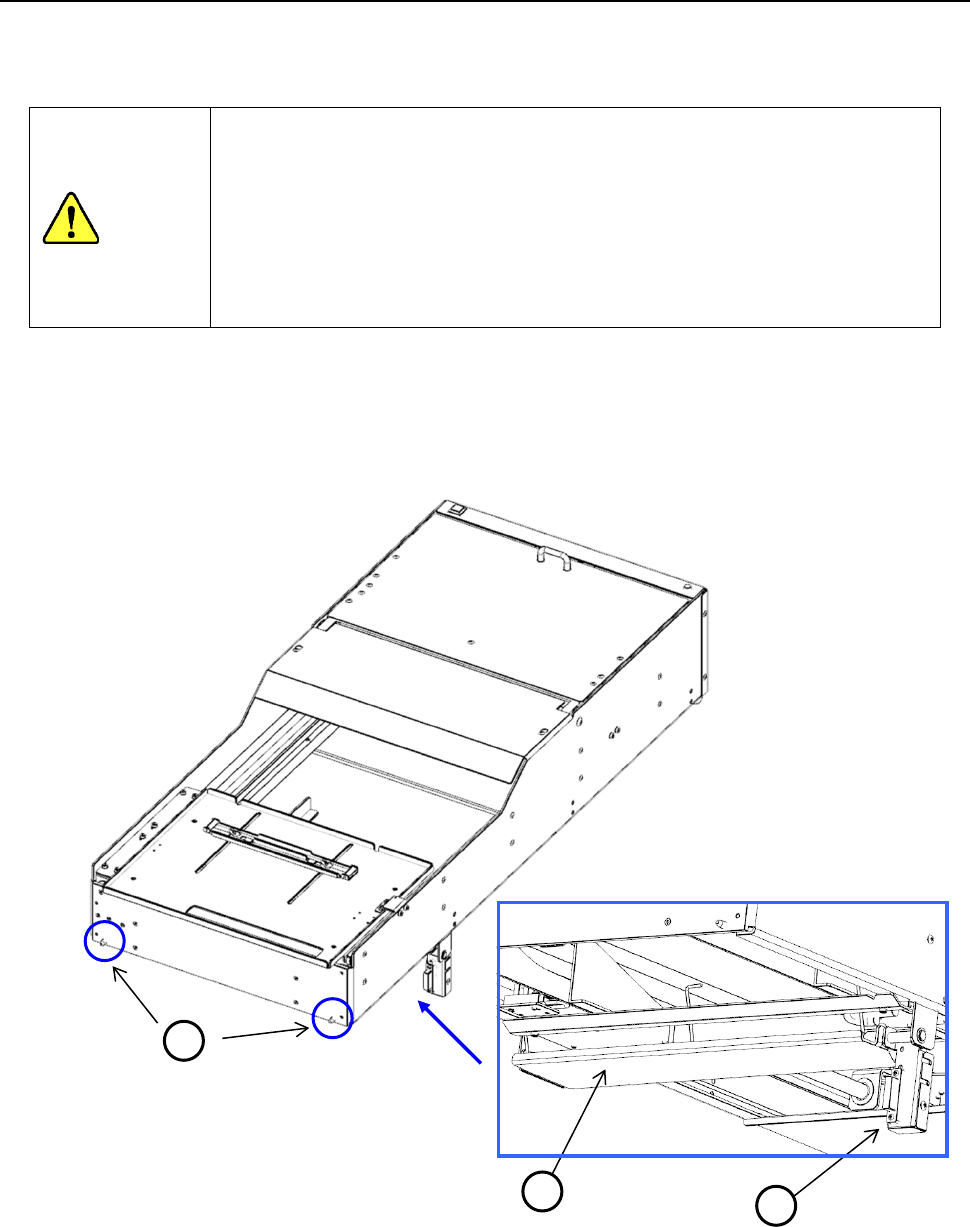
注意
如果在 XY 轴或贴片头动作过程中更换,托盘支架会接触到动作部位,可能造
成人身及装置损伤。
所以在 XY 轴或贴片头动作中,请绝对不要更换托盘支架。
另外,请务必将安全盖罩打开之后再进行更换。
将生产所需要的供料器安装在生产程序指定的位置后,在供料器间未安装供料
器的全部剩余位置上,安装不使用的 8mm 带状供料器等,不要留下可以插入
手掌或手指的缝隙,以确保安全。
1) 在机器设置所设置的后部台架的任意位置安装好装置。
请将装置前端的位置决定销①插入台架。
2) 锁紧夹紧杆②,固定装置。
3) 请降下③I/F 连接器托架,将连接器完全插入。
1
3
2
第 2 部 功能详解篇 第 12 章 选项组件
12-53
12-10 焊锡识别照明
基板或电路上没有 BOC 标记时,可以将印刷焊锡与抛光的焊盘一体化后作为 BOC 标记进行识别。
在长尺寸基板生产中执行 2 次夹紧时,用于在无法检测到 BOC 标记的范围内进行元件贴片等。
焊锡位置与焊盘偏移过大时,有时无法使用。
不需要用户模板,如果是与通常的标记形状相同的「焊锡」形状,可以登录和利用标记数据库。
※ 因为焊锡印刷作为标记形状不够清晰,有时无法获得充足的贴片精度。
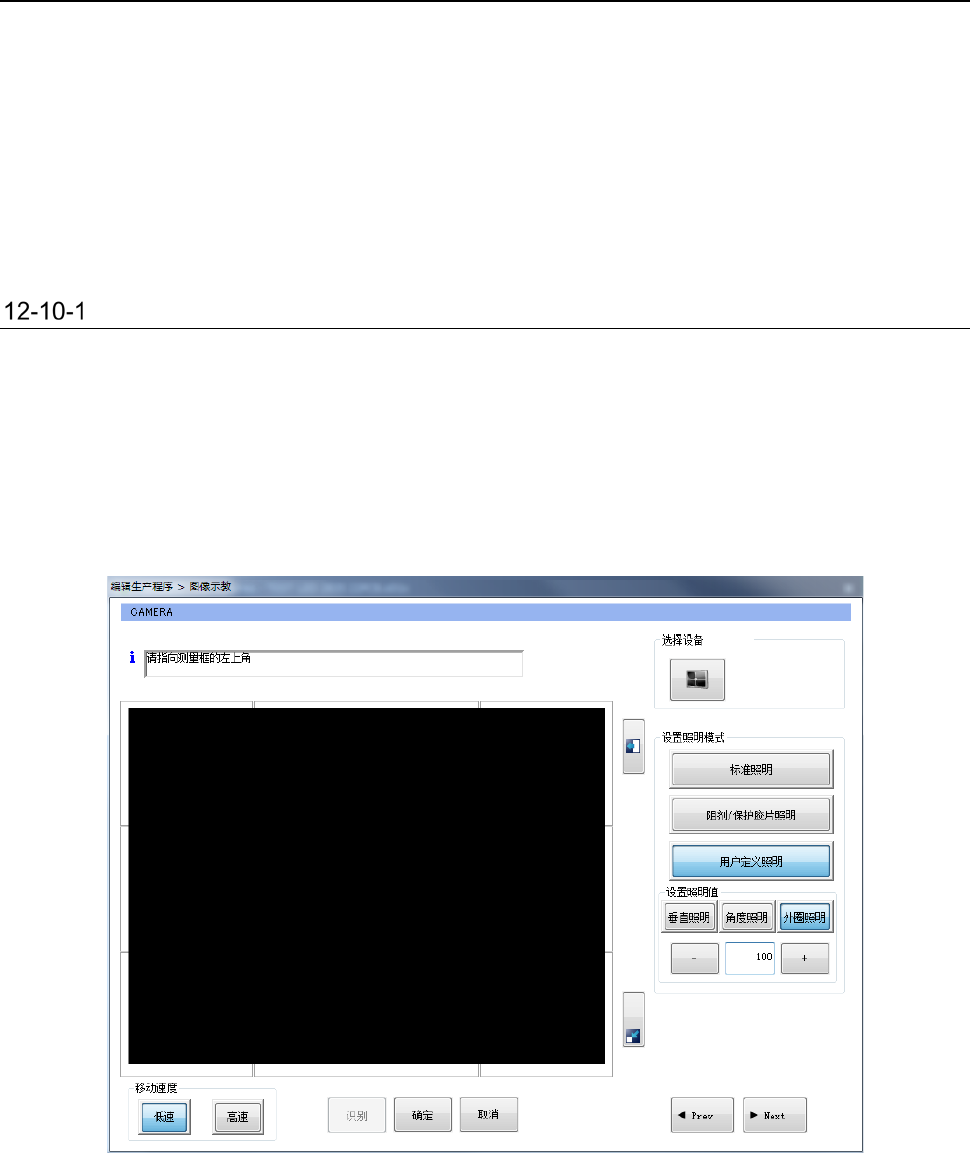
使用焊锡识别照明时的示教
为了使焊锡印刷与基板的对比度良好,请调整[垂直照明]、[角度照明]、[外圈照明]的各个参数。
<步骤>
(1) 将光标移动至示教对象数据的标记位置。
(2) 在指定测定框的左上方之前,先设置照明类型。
请选择「用户定义照明」,选择「外圈照明」,并设定照明值。
(3) 之后的步骤与通常的步骤相同。
第 2 部 功能详解篇 第 12 章 选项组件
12-54
12-11 识别焊锡印刷补偿贴片位置
功能概要
具有 BOC 标记(焊盘)识别的坐标系和识别焊锡的坐标系,可以逐个贴片点分开使用某一个坐标系
进行贴片。当由于印刷电路板的伸缩而发生镀锡偏离时,将芯片元件等贴装到焊锡上,就可以利用自
定位调准效果起到提高回流焊后贴片位置精度的作用。
规格
识别对象
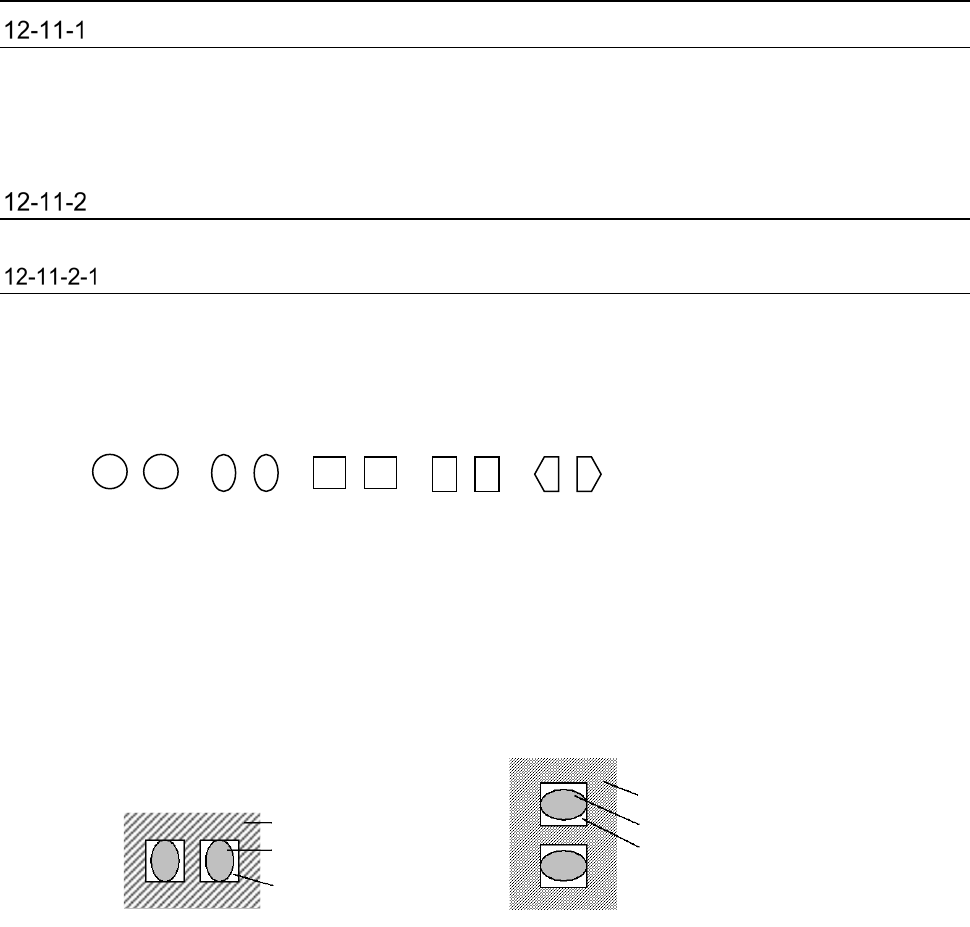
(1) 对象的焊锡形状
在印刷基板焊盘上印刷的方形芯片用 2 点一组的对称形状的膏状焊锡。
※ 焊锡印刷形状必须呈对称形状。不呈对称形状的无法检测出准确的校正量。
形状必须是圆、椭圆、正方形、长方形、五角形。(※其他形状,需进行识别确认)
(2) 对象焊锡尺寸
0402、0603、1005、1608、2012、3216
※ 但是,必须可从 1 对焊锡获得短边 0.16mm 以上、长边 3.2mm 以下的图像。
※ 应已经做到稳定印刷。
(3) 对象焊锡姿势
0°、90°、180°、270°(与摄像机的角度误差在±3°以 内 。)
<焊锡姿势 0°、180°> <焊锡姿势 90°、270°>
(4) 对象基板的材质及焊盘材质
·基板材质:树脂、纸酚醛、柔性材、陶瓷
·焊盘材质:金、铜、Solder Leveler。
※ 必须与焊膏有明显的对比度。如果焊锡的印刷状态或丝网印刷、图案等,因基板状态检
测领域的某些部分与焊锡的亮度几乎同等,而不能取得焊锡单独的明亮映像时,可能无
法识别补偿值。在这种情况下,需要重新设置可取得显著对比度的位置。
基板
焊锡
焊盘
基板
焊锡
焊盘