RS-1R使用说明书.pdf - 第475页
第 1 部 基本篇 第 4 章 制作生产程序 4- 139 1) 送料器( 无间断 生产) a) 否 因不 实施不间断运 行 ,前后台架可以 配置不同的 供料器 。 b) 速度优先 因实施 不间断运行,在 前后台架 供料器按照线 对称配置 元件 。 c) 交换优先 因实施 不间断运行,在 前后台架 供料器按照点 对称配置 元件 。 < 速度优先 > < 交换优先 > 2) 主从 在实施无间断 生产时 ,将 前或后…
第 1 部 基本篇 第4 章 制作生产程序
4-138
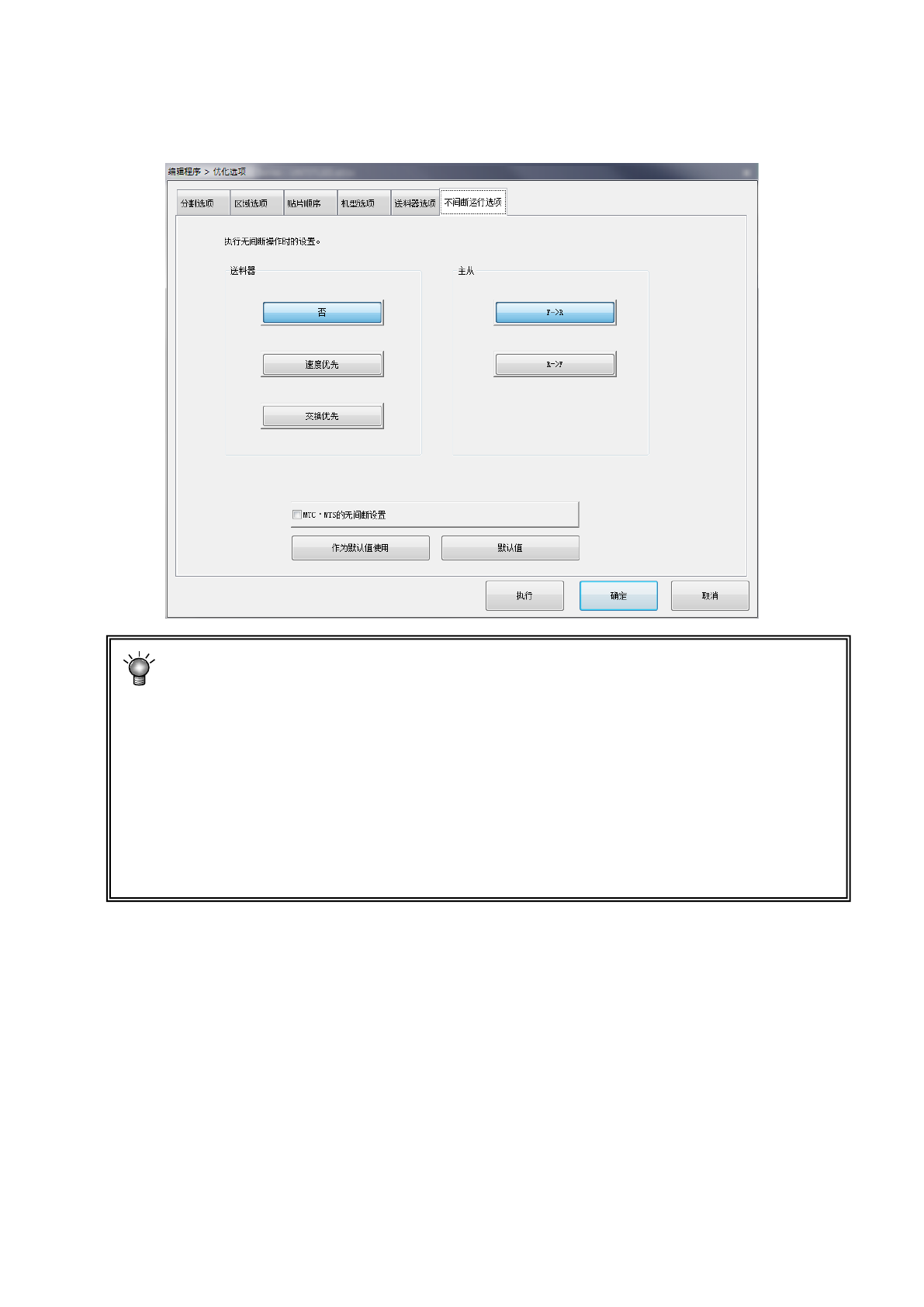
(6) 不间断运行选项(工厂出库选购项)
仅在装备有“不间断运行”时,设定为有效。
※不间断运行:不停止机器进行生产的功能。
例) 前部为主时,在生产中使用的供料器全部设置在前侧,后侧的供料器台架上配置与前侧
供料器台架完全相同的供料器。
这样,在前侧供料器上发生元件用尽时,自动从后侧供料器吸取元件。此时,操作员按
下主机开关(不间断运行用)之前,机器绝对不会向前侧移动,所以操作员可以在生产
中向前侧补充元件。
补充元件后操作员按下开关,则机 器从前侧供料器台架吸取元件,继续进行生产。
第 1 部 基本篇 第4 章 制作生产程序
4-139
1) 送料器(无间断生产)
a) 否
因不实施不间断运行,前后台架可以配置不同的供料器。
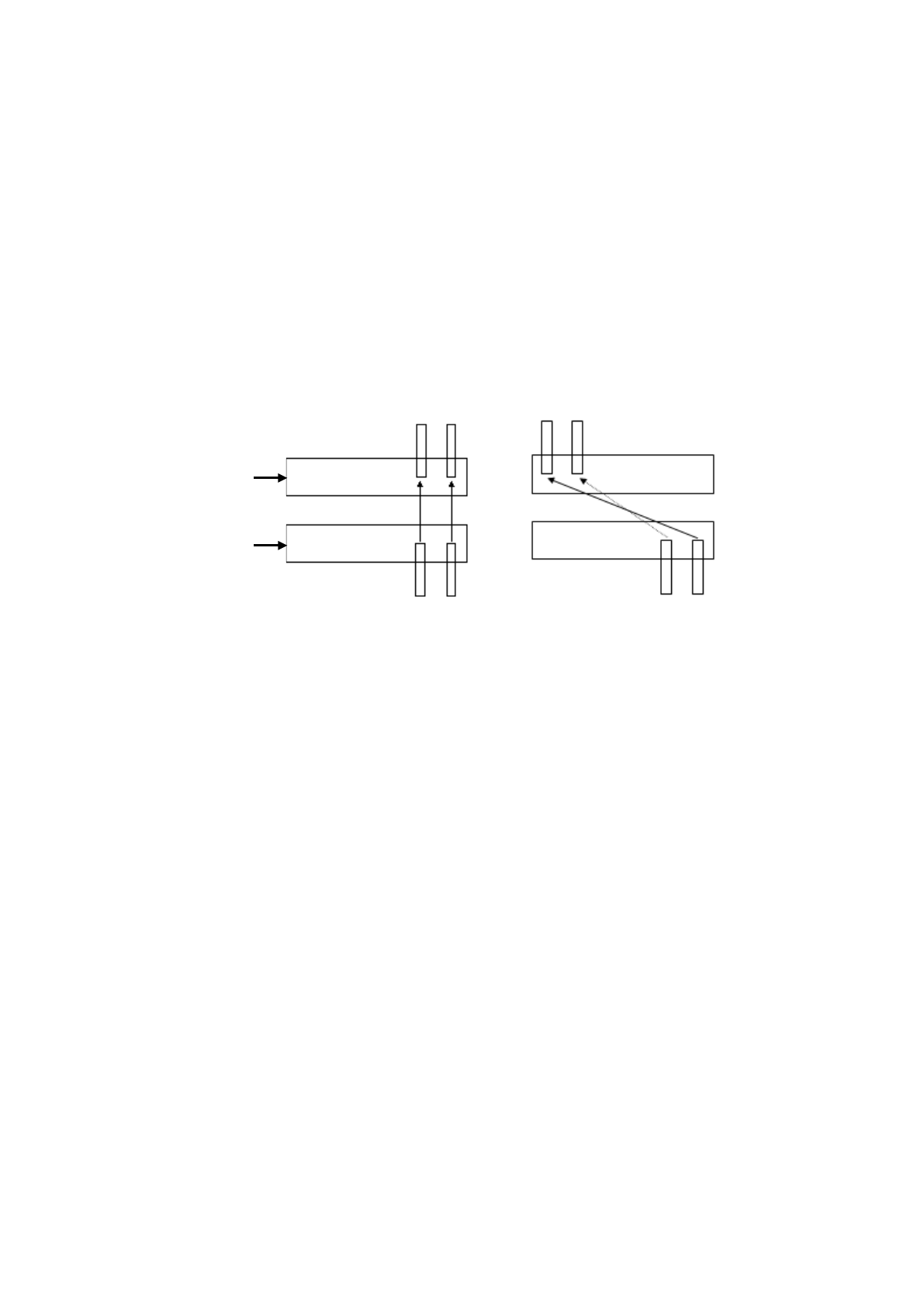
b) 速度优先
因实施不间断运行,在前后台架供料器按照线对称配置元件。
c) 交换优先
因实施不间断运行,在前后台架供料器按照点对称配置元件。
<速度优先> <交换优先>
2) 主从
在实施无间断生产时,将前或后台架中任意一个设定为主(主台架)进行使用。
a) F → R
以前部基准执行生产动作,在更换元件时执行后部生产动作。
b) R → F
后部为基准执行生产动作,在更换元件时执行前部生产动作。
3) MTC・MTS 的无间断设定
使用对应无间断生产的 MTC(TR6D)及 MTS(TR5D)时,设定是否实施不间断运行。
后部
前部
R-52
R-56
R-1
R-5
F-52
F-56
F-52
F-56
第 1 部 基本篇 第4 章 制作生产程序
4-140
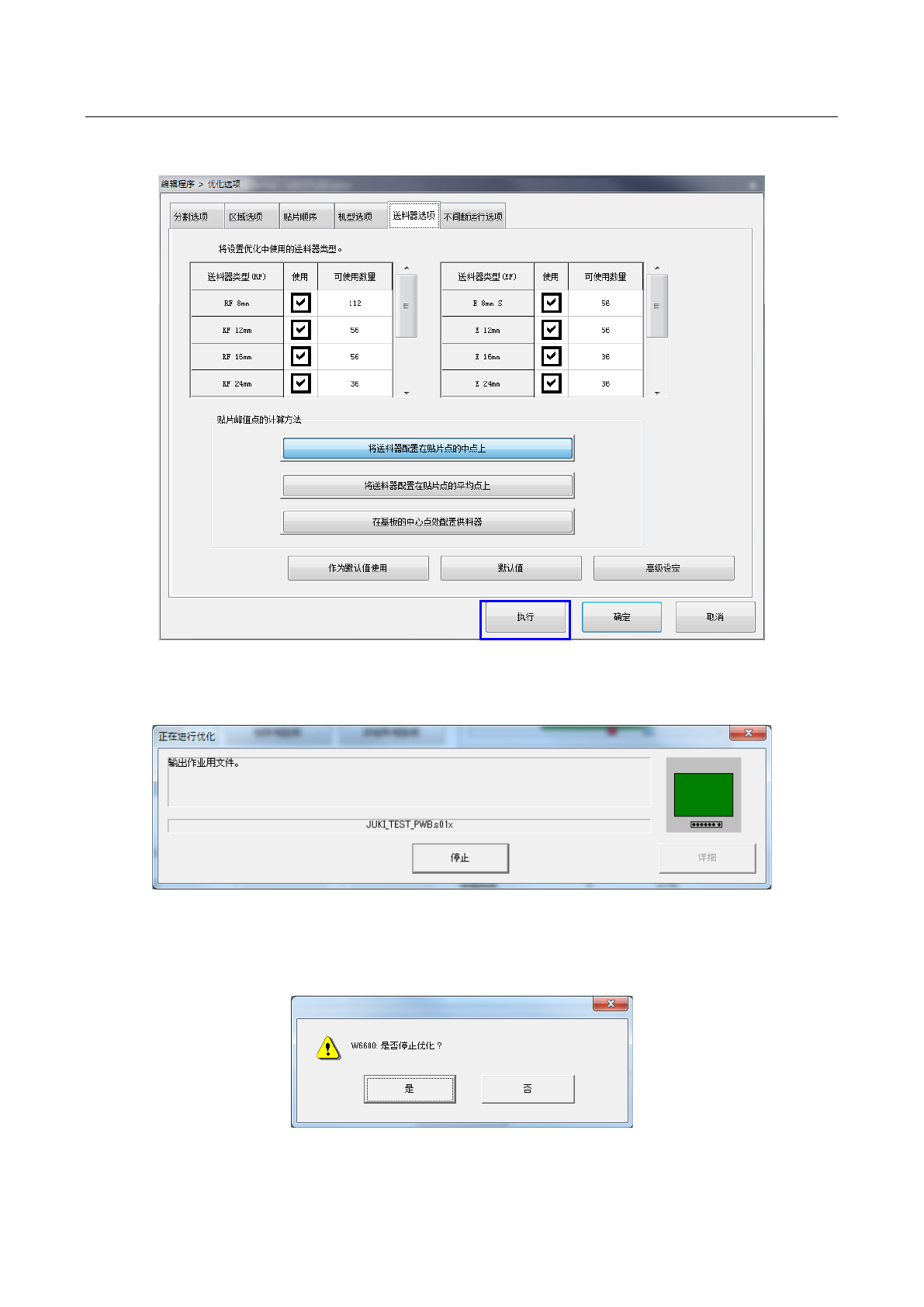
4-4-2 执行优化
在优化选项的对话框中,选择[执行]按钮,开始优化处理。
执行优化时,会显示如下画面。
发生错误时,会显示错误信息。
在进行优化的过程中,可通过选择[停止]按钮来中断优化。
选择[停止]按钮后,将显示如下的确认信息。