RS-1R使用说明书.pdf - 第395页
第 1 部 基本篇 第 4 章 制作生产程序 4- 59 (3) 定心 1) 激光定心时 设置 “ 吸嘴号 ” 、 “ 元件吸取真空 压 ” 、 “ 激光高度 ” 、 “ 元件形状 ” 、 “ 夹式吸嘴数据 ” 。 ① 吸嘴号 请从下拉式列表 中选择能够稳定 吸取元件的吸 嘴编号。 会显示标准吸嘴 ( 7 500 ~ 7 50 9 )以及在 设置中分配 的其他吸嘴号。 ② 元件吸取真空压 可对生产时无元件的真空级别 ( 在机器设置中设定…
第 1 部 基本篇 第4 章 制作生产程序
4-58
⑨ MTC
・MTC 速度 : 可以指定滑梭动作的速度。
如果慢一些,会增加向主机元件供应的稳定性,但节奏会变慢。
・吸取 : 可以指定 MTC 吸取侧焊盘的种类(大、小)。
※ 若选择了「自动」,则 仅 限于元件尺寸为□10mm~□14mm(交互吸嘴时为□
10mm~□16mm)的元件,在生产时对同一元件选择两焊盘吸取。
・滑梭 : 可以指定 MTC 滑梭侧的焊盘种类(大、小、机械)。
※ 为 BGA 等的球形元件时,因不能用 MTC 滑梭的焊盘吸取(使用真空),所
以应使用机械类型(夹住元件的外 形 )。
※ 「附加信息」选项卡的「元件废弃」处设定为「托盘返回」时,将无法选择选项「
机械」。
◆ MTC 焊盘的初始值
画面标识
默认值
吸取
・元件尺寸横纵的短边
不足 16mm 时 :小
超过
16mm
时 :大
滑梭
・元件种类为
BGA
时 :机械
・元件种类为 BGA 之外时,元件尺寸横纵的短边
不足 16mm 时 :小
超过
16mm
时 :大
・MTC 自动示教 : 自动示教设为 [是] ,则 对各点进行自动测量元件中心,并由光点显示元件中心。
生产时自动实施的示教是在初次以后,进行了元件数量变更后第一次拉出时实
施。
⑩ MTS
・MTS 速度
指定托盘的拉出速度。防止轻的元件跳出来。
・MTS 标记识别
使用 MTS 时,将识别吸取基准位置标记设置为「是」后,当拉出放有设置元件的托盘时,会进
行吸取基准位置标记的识别,校正吸取、放回元件等的执行坐标。
选择“是”,吸取精度会提高,但需要花费识别时间。
⑪ DTS
・DTS 速度:指定托盘的拉出速度。注意防止轻元件跳出。
第 1 部 基本篇 第4 章 制作生产程序
4-59
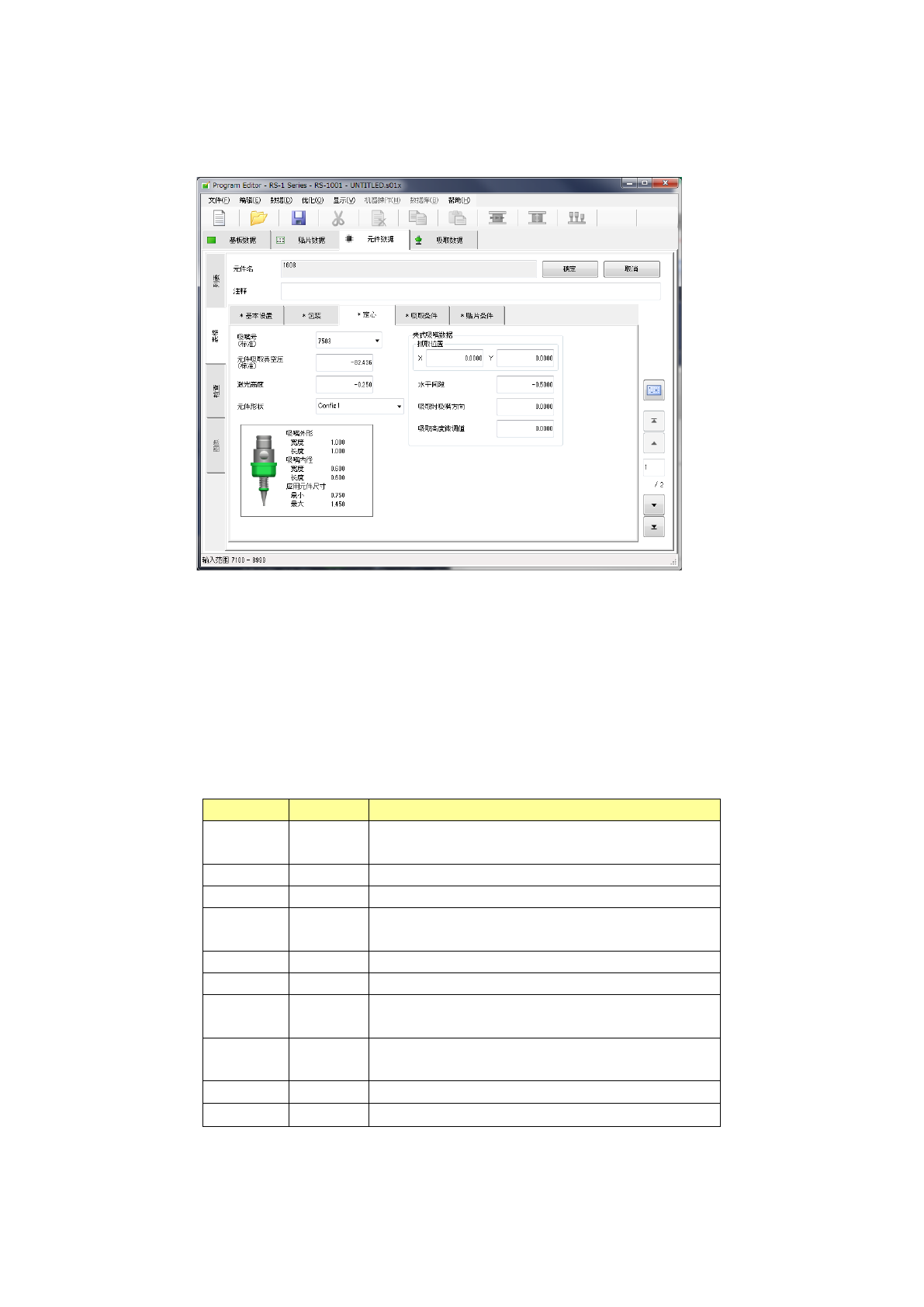
(3) 定心
1) 激光定心时
设置“吸嘴号”、“元件吸取真空压”、“激光高度”、“元件形状”、“夹式吸嘴数据”。
① 吸嘴号
请从下拉式列表中选择能够稳定吸取元件的吸嘴编号。
会显示标准吸嘴(7500~7509)以及在设置中分配的其他吸嘴号。
② 元件吸取真空压
可对生产时无元件的真空级别(在机器设置中设定)与按照本真空压吸取后的元件能否正常吸取做
出判断。输入使用吸嘴号中指定的吸嘴吸取元件时的真空压。
请点击显示真空压的位置,输入数值。
真空压力
吸嘴编号
对应元件种类
-82.436 7500
1005,1608,SOT(塑封部 1.6×0.8),
2012,SOT(塑封部 2.0×1.25)
-82.436 7501 0603
-82.436 7502 1005
-82.436 7503
1608,SOT(塑封部 1.6×0.8),
2012,SOT(塑封部 2.0×1.25)
-82.436 7504 2012,3216,SOT(塑封部 2.0×1.25),SOT23
-82.436 7505 铝质电解电容器(小), 钽质电容器, 微调电容器
-82.436 7506
铝质电解电容器 (中), SOP (狭幅),
HSOP (狭幅), SOJ, 连接器
-82.436 7507
铝质电解电容器 (大), SOP (宽幅),
HSOP (宽幅), TSOP, QFP, PLCC, SOJ, 连接器
-82.436 7508 QFP, PLCC
-82.436 7509 0402
显示的元件吸取真空压是大致的参照值。由于不同厂商,可能元件表面的规格各异,使用时,请
通过机器操作进行元件测量。
第 1 部 基本篇 第4 章 制作生产程序
4-60
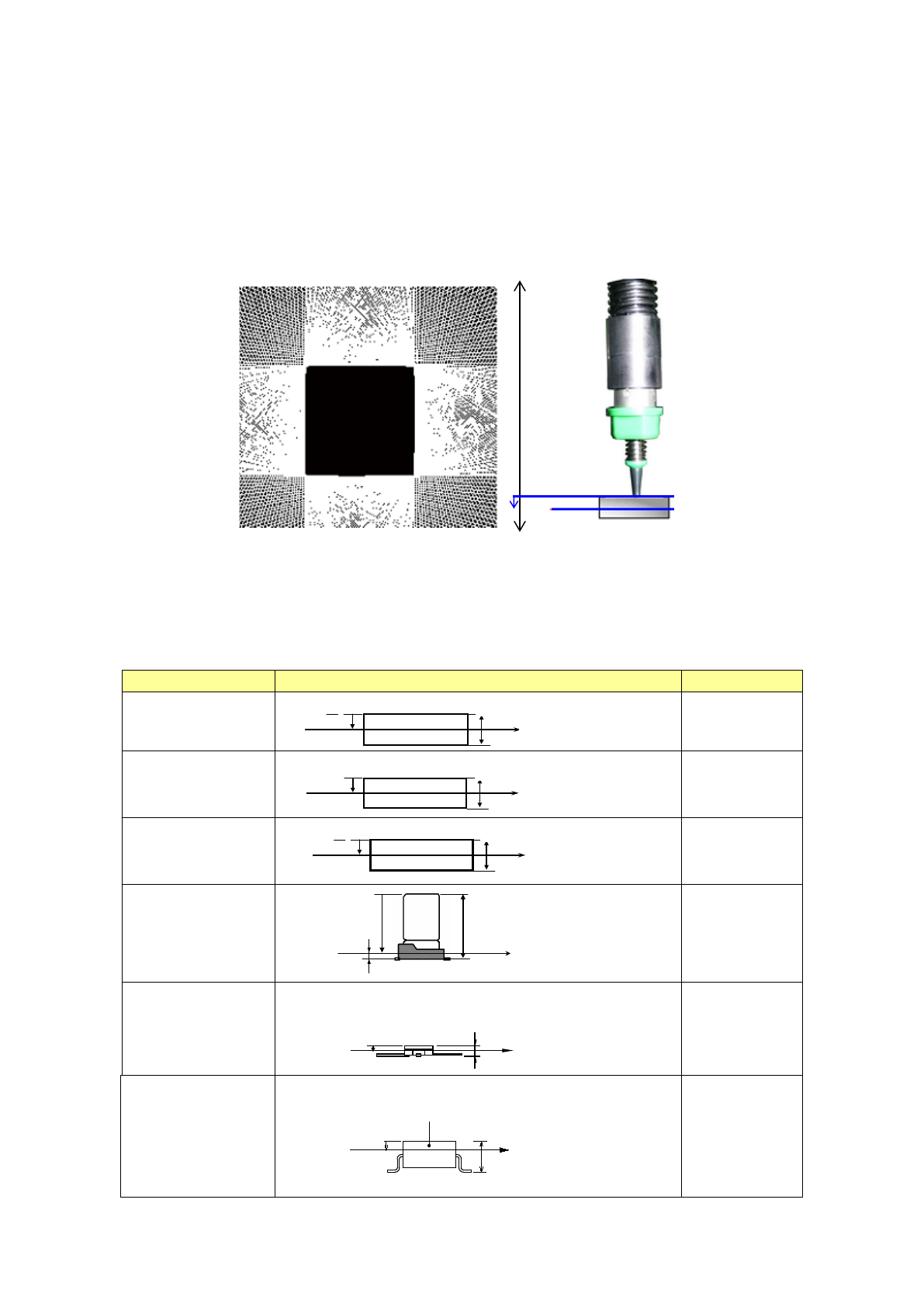
③ 激光高度
设置激光定心时的测量高度。
输入从吸嘴尖端到激光照射到的测量位置的尺寸。
虽然根据元件高度与元件种类自动决定初始值,但有时不同的元件(激光测定位置为圆筒形或透明
时等情况下),需要改变初始值。
此外,引脚前端或元件的表面/背面等不太遮挡激光的部分位于激光面(激光高度)时,有时会
出现激光识别错误。请设置可进行稳定识别的高度。
◆ 默认值
激光高度的默认值有时根据元件的种类和元件高度来设置。
下表给出了元件种类和激光高度的默认值的关系。
元件种类
测量位置
测量高度(mm)
方形芯片
-t/2
方形芯片
(LED)
-(t - 0.15)
圆筒形芯片
-t/2
铝电解电容器
-(t-β)
β=0.35
GaAsFET
部品高さ
t
レーザ測定位置
-0.5
-0.5
SOT
レーザ測
モールド部
部品高さ
t
-γ
- Y
Y =0.25
2
t
-
部品高さ t
レーザ測定位置
2
t
-
部品高さ t
レーザ測定位置
部品高さ t
レーザ測定位置
- ( t -β)
β
部品高さ t
レーザ測定位置
- (t - 0.15)
元件高度
激光测定位置
激光测定位置
激光测定位置
激光测定位置
激光测定位置
模部
元件高度
元件高度
元件高度
元件高度
元件高度
激光测定位置
吸嘴尖端
激光高度
-Z
0