RS-1R使用说明书.pdf - 第579页
第 1 部 基本篇 第 4 章 制作生产程序 4- 243 2) 贴片位置 项目 概要 电路号 测量中的电路/ 电路总数 贴片角度 测量中的元件贴 片角度 步骤号 测量中的贴片数 据号 贴片 ID 测量中的贴片 ID 元件名 测量中的元件名 3) 设置贴片坐 标 当前位置显示当 前的测量坐标, 设置位置显示 贴片数据中设置 的坐标。 4) 照明设置 对显示贴片点时 使用的 OC C 照明进行选择 。 5) 全体跟踪位 置 对测量位置进行…
第 1 部 基本篇 第4 章 制作生产程序
4-242
(2) 执行贴片基板面高度测量
执行后,如果生产程序已经设置了 BOC 标记,测量前会执行 BOC 校准。
(识别所有电路的 BOC)
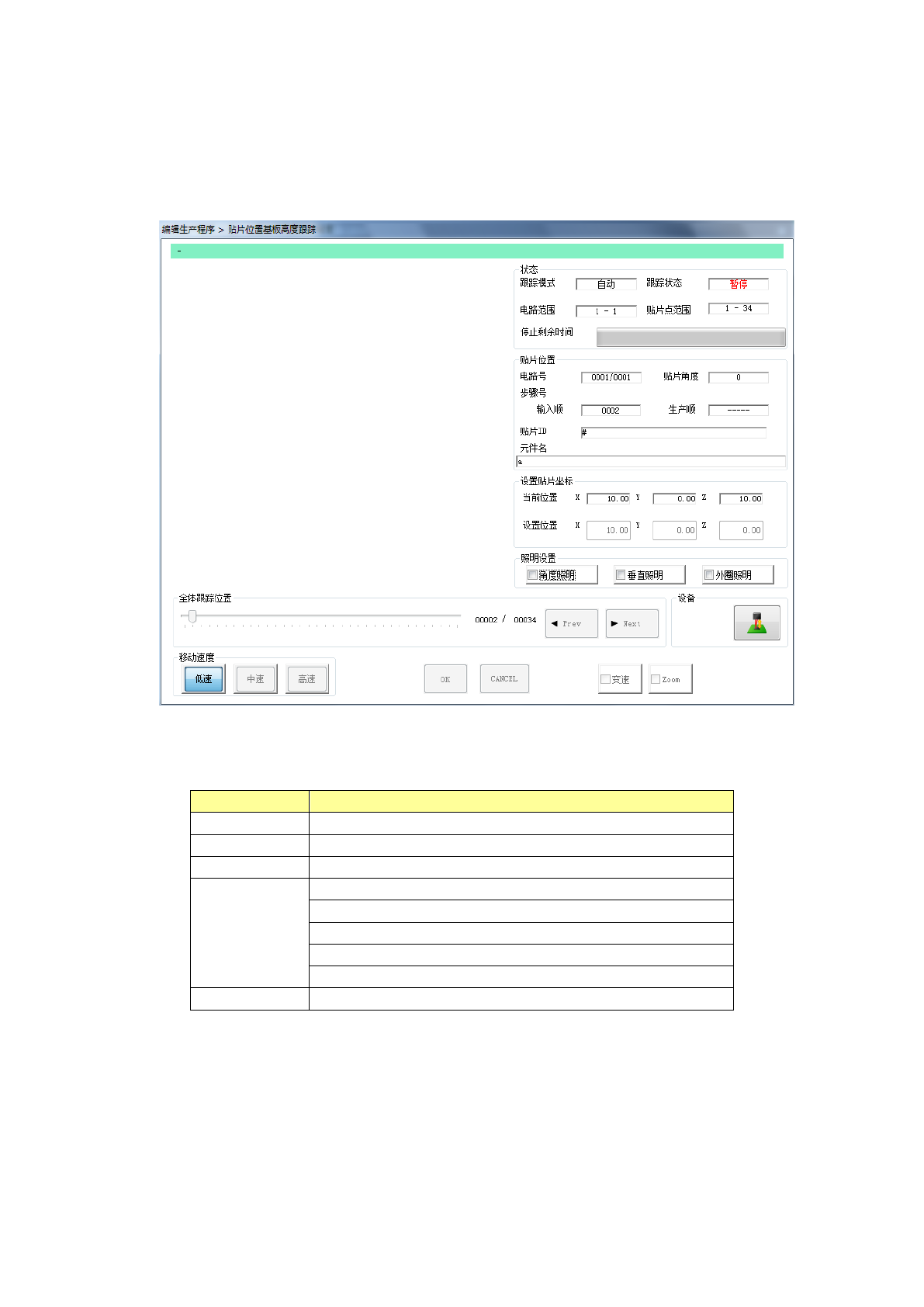
基板面高度测量中会显示以下画面。
1) 状态
项目
概要
跟踪模式
显示在输送方法中设置的「手动」或「自动」。
电路范围
显示实施高度测量的电路的范围。
贴片点范围
显示实施高度测量的贴片点的范围。
跟踪状态
「动作中」表示轴正在移动中。
「暂停」表示在自动输送中的暂停。
「停止」表示手动输送或根据需要处于停止状态。
「轴待避中」表示轴正在移动到安全位置。
「标记识别中」表示正在识别
IC
标记。
停止剩余时间
用进度条显示自动输送中的暂停剩余时间。
第 1 部 基本篇 第4 章 制作生产程序
4-243
2) 贴片位置
项目
概要
电路号 测量中的电路/电路总数
贴片角度
测量中的元件贴片角度
步骤号 测量中的贴片数据号
贴片 ID 测量中的贴片 ID
元件名 测量中的元件名
3) 设置贴片坐标
当前位置显示当前的测量坐标,设置位置显示贴片数据中设置的坐标。
4) 照明设置
对显示贴片点时使用的 OCC 照明进行选择。
5) 全体跟踪位置
对测量位置进行逐个推进。
在停止状态中,通过移动滑动条,可返回到前一个贴片点,或前进到下一个。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
第 1 部 基本篇 第4 章 制作生产程序
4-244
4-5-7-3 图像识别检查
图像识别检查,可进行实际元件的 Head 安装,通过图像识别进行元件定中心。
(1) 图像识别检查的检查方式
对元件数据中的设置值,进行图像定中心的一系列控制,检查有无错误。
(2) 关于图像识别检查时的各项运行
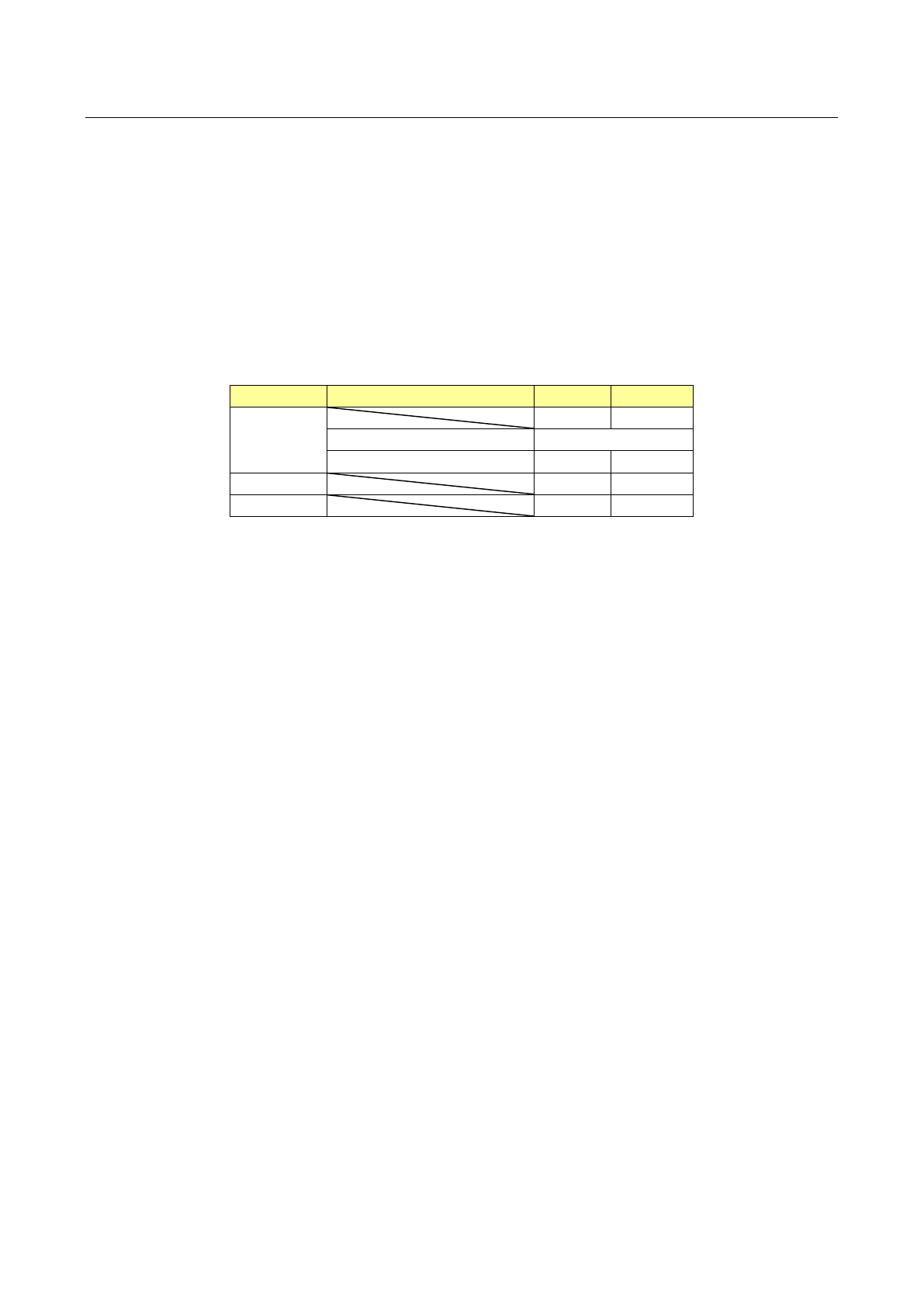
1) 检查后归还元件
检测元件后,如下表所示因包装方式有归还原来的位置和废弃两种处理。
废弃位置会根据元件数据的「元件废弃」中的设置。
1mm 以下的元件,在归还时可能出现元件直立或元件倒翻,请根据询问选择处理。
包装方式
条件
归还
废弃
带式
- ○
外形尺寸短边 1mm 以下 询问 *1
外形尺寸短边 1mm 以上 ○ -
托盘 ○ -
料管 - ○
*1 将显示询问,请选择是归还或是废弃元件。
连续检测时会在开始前询问。
2) 选择用于吸取的供给装置
若同一元件有多个供给装置(吸取数据)时,默认值为从最先输入的数据开始吸取元件。
也可根据需要,更换供给装置。
3) 改变吸取坐标
无法顺利吸取时,可手动输入或进行坐标示教改变吸取坐标。
4) 手动吸取
当没有吸取数据时,可手动将元件安装到吸嘴上。
但在这种情况下,不能输入吸取坐标。也不能操作供料器。