RS-1R使用说明书.pdf - 第731页
第 2 部 功能详解篇 第 8 章 机器设置 8- 22 c) 手动控制 ・ 打开 AT C 控制时 d) 生产 ・ 生产主 画面开始 生产时 ・ 按下 S TOP 开关,从暂 停重新开始时 ※元件用尽或因 错误停止重新开 始时, 不执行 AT C 判别动作。 条件 ATC 判别动作 初 次开始 生产时 ○ 生产 结束后开始 生 产时 ○ 继续开始生产时 ○ 用户 暂停 后重新开始时 ( 用 <STO P> 开关暂停 后重新…
第 2 部 功能详解篇 第 8 章 机器设置
8-21
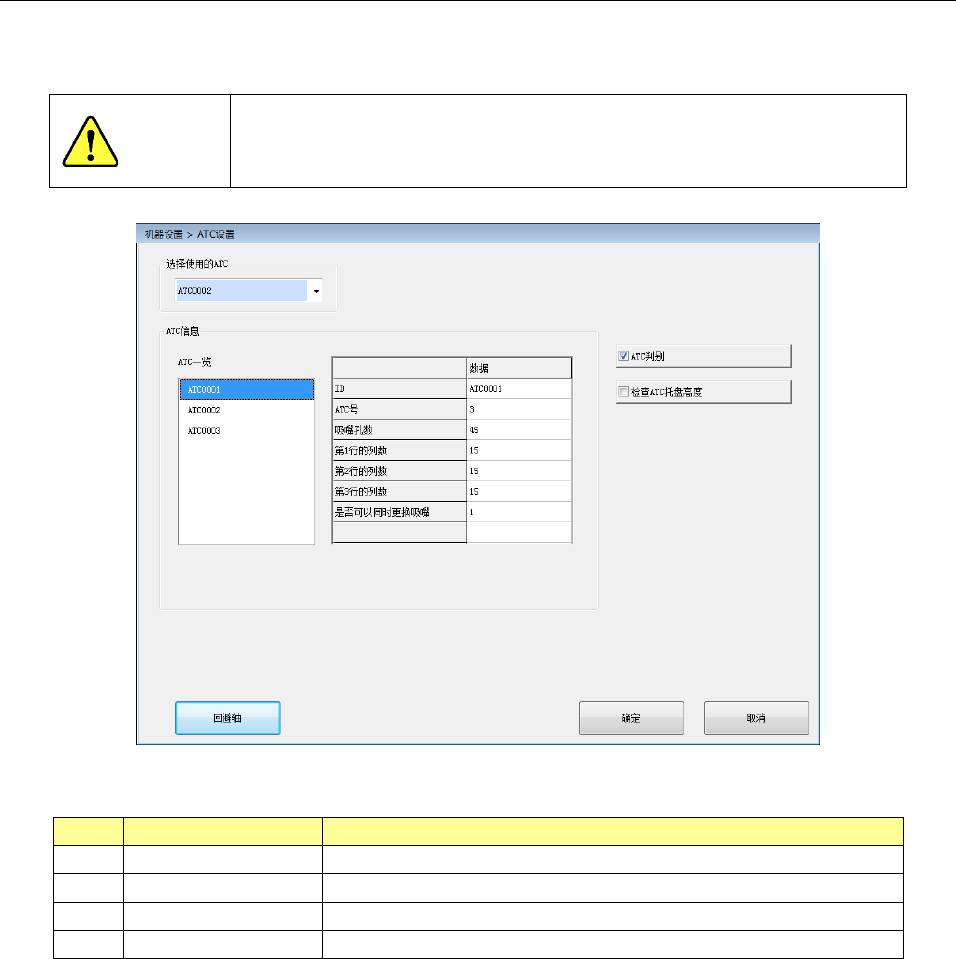
8-3-2-6 ATC 设置
设置所使用ATC的信息。
选择[ATC设置],则显示以下画面。
注意
请在贴片机电源 OFF 的状态下实施 ATC 托盘的装卸、更换。
同时,更换 ATC 托盘时,请务必在本画面进行 ATC 托盘的设置。
不按照上述步骤实施,可能造成吸嘴破损。
(1) 设置项目
No.
项目
设置的内容
1
选择使用的
ATC
设置使用的
R-ATC
。
2
ATC
信息
显示被登录的
ATC
一览、
ATC
信息。
3
ATC
判别
设置被安装
ATC
的判别动作的
ON/OFF
。
4
检查
ATC
托盘高度
设置被安装
ATC
的托盘高度检查的
ON/OFF
。
(2) 设置方法
1) 从组合框选择使用的R-ATC。
2) 从复选框设置是否执行ATC判别。
(3) ATC 判别动作
1) ATC判别为有效时,在以下的时间执行ATC判别动作。
d)除生产之外,各画面一次判别成功时,在关闭画面前不再执行判别动作。
a) 机器设置
・变更 ATC 时
b) 程序编辑
・机器操作>执行测定的各功能时
・机器操作>执行检查的各功能时
第 2 部 功能详解篇 第 8 章 机器设置
8-22
c) 手动控制
・打开 ATC 控制时
d) 生产
・生产主画面开始生产时
・按下 STOP 开关,从暂停重新开始时
※元件用尽或因错误停止重新开始时,不执行 ATC 判别动作。
条件
ATC 判别动作
初次开始生产时
○
生产结束后开始生产时
○
继续开始生产时
○
用户暂停后重新开始时
(
用
<STOP>
开关暂停后重新开始时
)
○
错误暂停后重新开始时
(
元件用尽,激光识别错误等
)
×
由重试清单重新开始时
×
e) 示教
・将示教的设备选择切换为贴片头时
2) 与ATC判别的设置无关,按照以下时间执行ATC判别动作。
・执行半自动返还吸嘴时
(4) ATC 托盘高度检查
勾选时,在ATC判别动作前用HMS测定托盘的4角,执行是否正确安装的确认动作。
注意
将 ATC 判别设为 OFF 时,不进行 ATC 的判别就执行从 ATC
装卸吸嘴。
请注意 ATC 不一致时,也执行吸嘴装卸动作。
并且,请不要变更「选择使用的 ATC」,不要执行 ATC 的更换。否则可
能造成吸嘴破损。
第 2 部 功能详解篇 第 8 章 机器设置
8-23
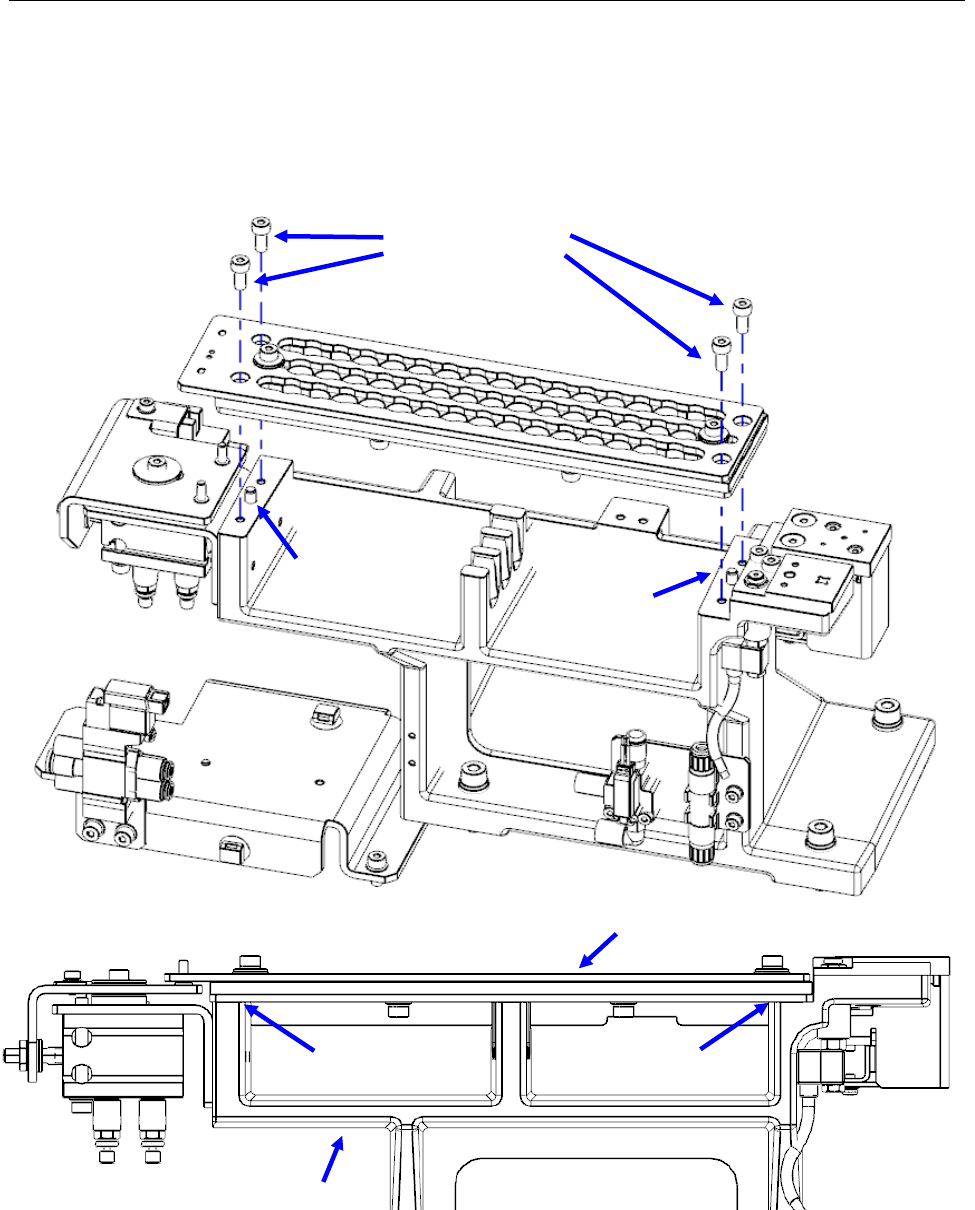
8-3-2-7 R-ATC 的安装
安装了R-ATC时,请留意下述记载事项,确实执行安装。
(1) 请确认 2 处基准销确实确定了在 R-ATC 的位置。
(2) 请确认确实安装了 4 处托盘固定螺丝(M4 六角孔),R-ATC 与 ATC 基座紧密接触。
基准销
基准销
托盘固定螺丝
R-ATC
ATC
基座
※无间隙
※无间隙