JM-50使用说明书.pdf - 第129页
第 1 部 基本篇 第 2 章 生产 2- 31 2-7- 4 准备多针引脚矫正治具 如下图所示,各 治具设置了识别孔。 请事先通过识别 孔对所使用的治具进行识 别。 识别孔的编号方 法和识别方法如下所示。 治具编号 (10 进制 ) 和识别编号 (2 进制 ) ,是将 10 进制转换为 2 进制后可以进行确认。 有 8 个孔,可以对应 2 56 个编号。 参考 ) (10 进制 ) → (2 进制 ) ・・・ 治具孔→● ・・・・・・…
第 1 部 基本篇 第 2 章 生产
2-30
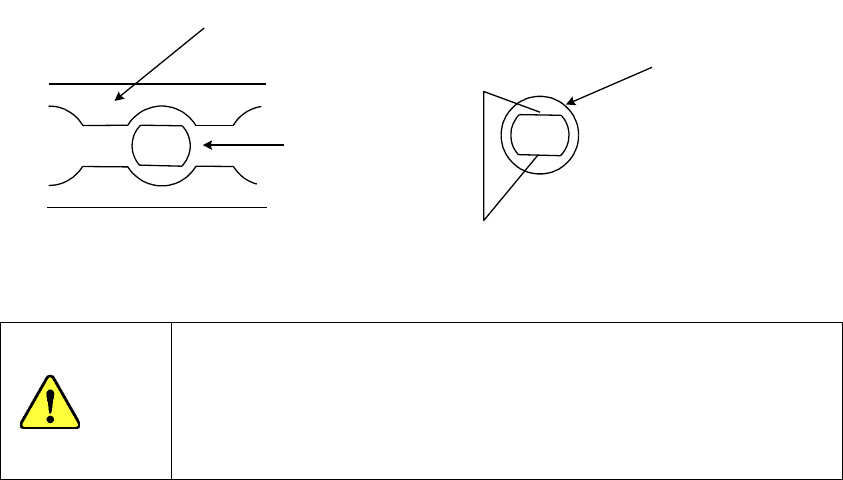
<ATC 吸嘴安装、拆卸步骤>
请按[打开]按钮,将滑板②打开。
请把吸嘴⑨的平直部分与 ATC 托架①的长孔对准,进行吸嘴⑨的安装或拆卸。
注意
・请务必将吸嘴放回到拆卸的位置。更换其他的吸嘴时,请重新设定
「机器设置」中的「吸嘴分配」。
・请勿将吸嘴直接安装在 Head 上。
(否则会污染激光面,导致故障的发生。)
ATC 托架①
滑板②打开的状态
吸嘴
⑨
平直部分
滑板②
第 1 部 基本篇 第 2 章 生产
2-31
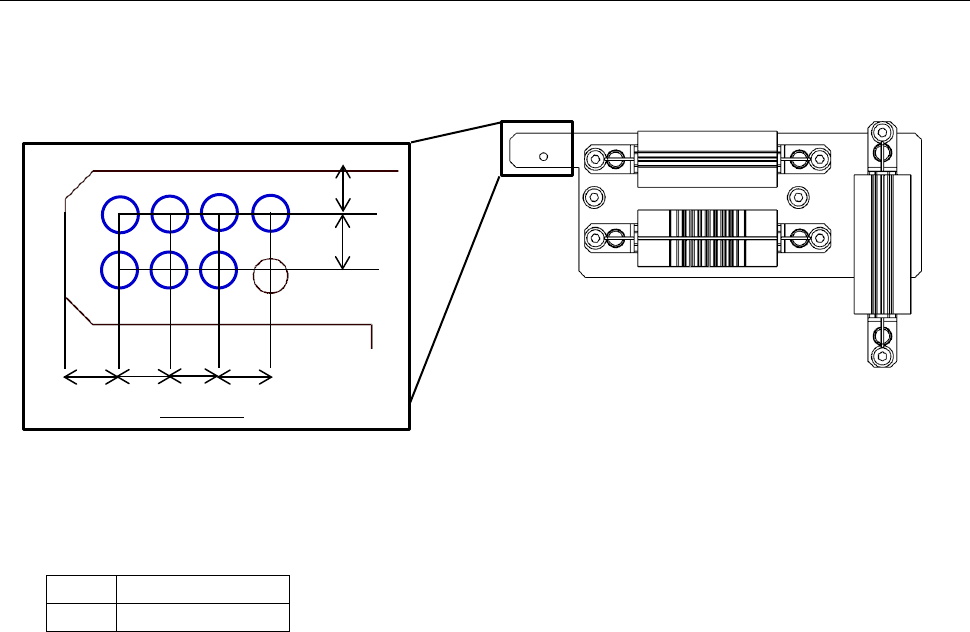
2-7-4 准备多针引脚矫正治具
如下图所示,各治具设置了识别孔。
请事先通过识别孔对所使用的治具进行识别。
识别孔的编号方法和识别方法如下所示。
治具编号(10 进制)和识别编号(2 进制),是将 10 进制转换为 2 进制后可以进行确认。
有 8 个孔,可以对应 256 个编号。
参考) (10 进制)→(2 进制)・・・治具孔→●・・・・・・・・
○: 开孔
●: 不开孔
⑧
⑦
⑥
⑤
④
③
②
①
2
8
2
7
2
6
2
5
2
4
2
3
2
2
2
1
0
→
0
・・・・・・ 治具孔→
●
●
●
●
●
●
●
●
1
→
1
・・・・・・ 治具孔→
●
●
●
●
●
●
●
○
2
→
10
・・・・・・ 治具孔→
●
●
●
●
●
●
○
●
3
→
11
・・・・・・ 治具孔→
●
●
●
●
●
●
○
○
4
→
100
・・・・・・ 治具孔→
●
●
●
●
●
○
●
●
5
→
101
・・・・・・ 治具孔→
●
●
●
●
●
○
●
○
6
→
110
・・・・・・ 治具孔→
●
●
●
●
●
○
○
●
7
→
111
・・・・・・ 治具孔→
●
●
●
●
●
○
○
○
8
→
1000
・・・・・・ 治具孔→
●
●
●
●
○
●
●
●
9
→
1001
・・・・・・ 治具孔→
●
●
●
●
○
●
●
○
10
→
1010
・・・・・・ 治具孔→
●
●
●
●
○
●
○
●
例如 17(10 进制),对应 10001(2 进制)
→转换方法
10 进制的 17,由 10
1
→1 和 10
0
→7 构成。
2 进制的位为 2
n
构成,
2
4
=16 2
3
=8 2
2
=4 2
1
=2 2
0
=1
17 转换为 2 进制时,为 1 0 0 0 1=10001。
2
①
③
②
④
⑤
⑥
⑦
⑧
编号方法
2.8mm
4mm
4mm
4mm
4mm
4mm