JM-50使用说明书.pdf - 第384页
第 1 部 基本篇 第 4 章 制作生产程序 4- 84 ・ 工具编号 根据实施引脚矫 正的元件尺寸,选择适用 工具的编号 。 标准工具有下表 所示的 8 种。 但在工具编号 选择列表 中,仅显示在实际 工具单元 上安装的工 具编号。 No. 适用引脚间距 [m m] 适用引脚直径 [m m] 矫正可能范围 [m m] 1 2.50 0.45 ~ 0. 60 2.15 ~ 3. 90 2 3.50 0.45 ~ 0. 60 3.15 ~…
第 1 部 基本篇 第 4 章 制作生产程序
4-83
2) 引脚矫正
在生产中进行插入可能元件的判定时,对判定为不能贴片的元件,执行引脚矫正的功能。矫
正后再次执行插入可能元件的判定,对判定为可贴片的元件实施贴片。
在插入可能元件判定中,如果比判定值大,将元件的引脚部插入凹型工具,使引脚的宽度变
窄。如果比判定值小,将元件的引脚部插入凸型工具,扩大引脚的宽度。
注意
●
引脚矫正功能仅对应引脚根数为
2
根的元件。对引脚根数超过
2 根的元件,请不要实施引脚矫正。
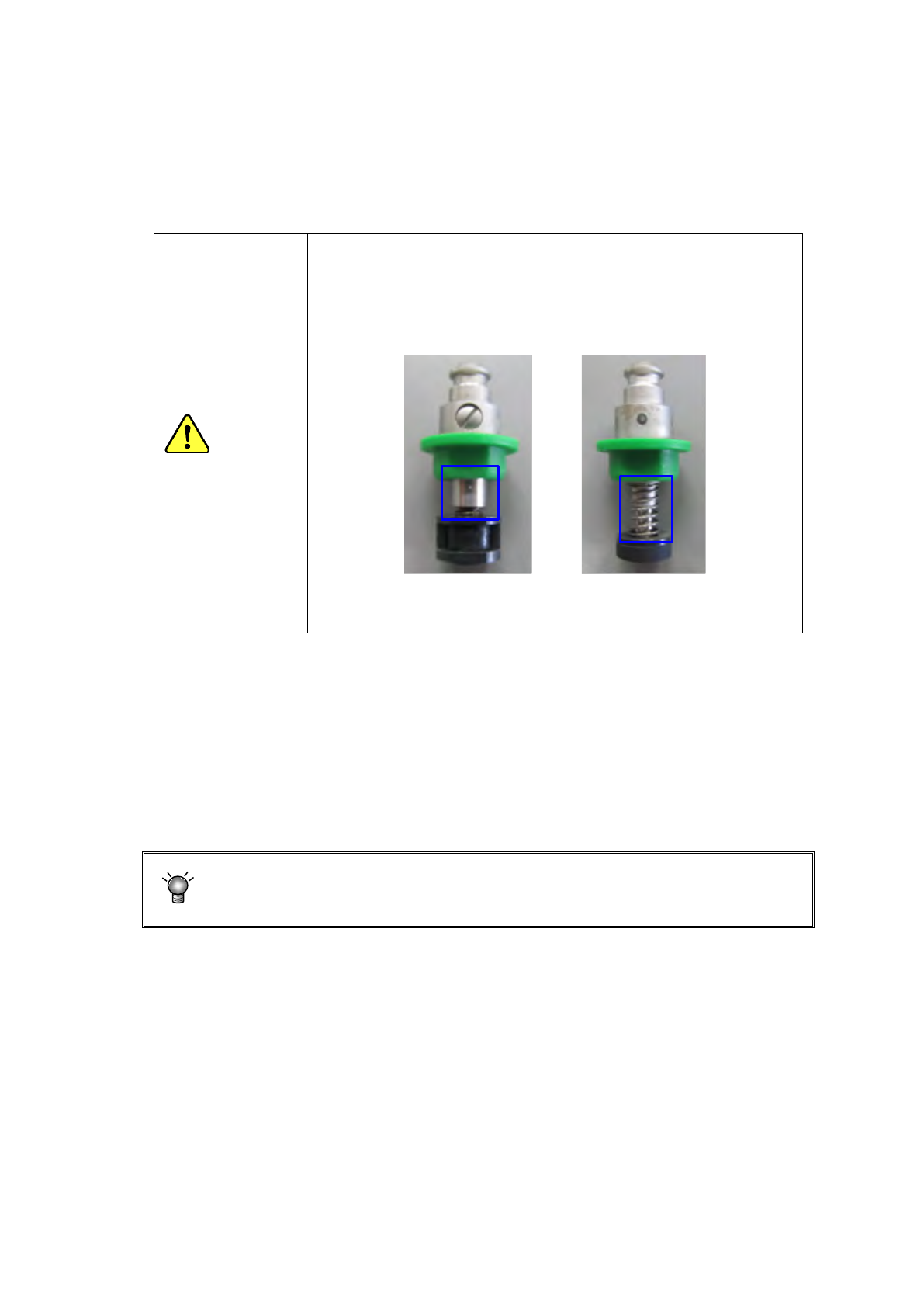
● 使用通常的弹簧类型吸嘴无法正确进行矫正。请使用由弹簧和
金属圈构成的插入对策吸嘴。
插入对策吸嘴 插入未对策吸嘴
元件数据满足下述条件时,可以设定引脚矫正功能。
元件种类为「插入元件」、 包装方式为「INS 带状」、 供料器类型为「MRF」、 插入可能元件判
定为「执行」
详细设定项目为如下所示。
・矫正
设定是否执行引脚矫正功能。
引脚矫正设定为「执行」时,自动决定各项目的初始值,请务必手动设定“引脚类
型”与“封装高度”。
第 1 部 基本篇 第 4 章 制作生产程序
4-84
・工具编号
根据实施引脚矫正的元件尺寸,选择适用工具的编号。
标准工具有下表所示的 8 种。但在工具编号选择列表中,仅显示在实际工具单元上安装的工
具编号。
No.
适用引脚间距
[mm]
适用引脚直径
[mm]
矫正可能范围
[mm]
1
2.50
0.45
~
0.60
2.15
~
3.90
2
3.50
0.45
~
0.60
3.15
~
4.90
3
5.00
0.50
~
0.60
4.70
~
6.40
4
5.00
0.80
5.00
~
6.60
5
7.50
0.60
7.30
~
8.90
6
7.50
0.80
7.50
~
9.10
7
10.00
0.60
9.80
~
11.40
8
10.00
0.80
10.00
~
11.60
注意
用标准工具,不能对实施了嵌入式加工的元件执行矫正。
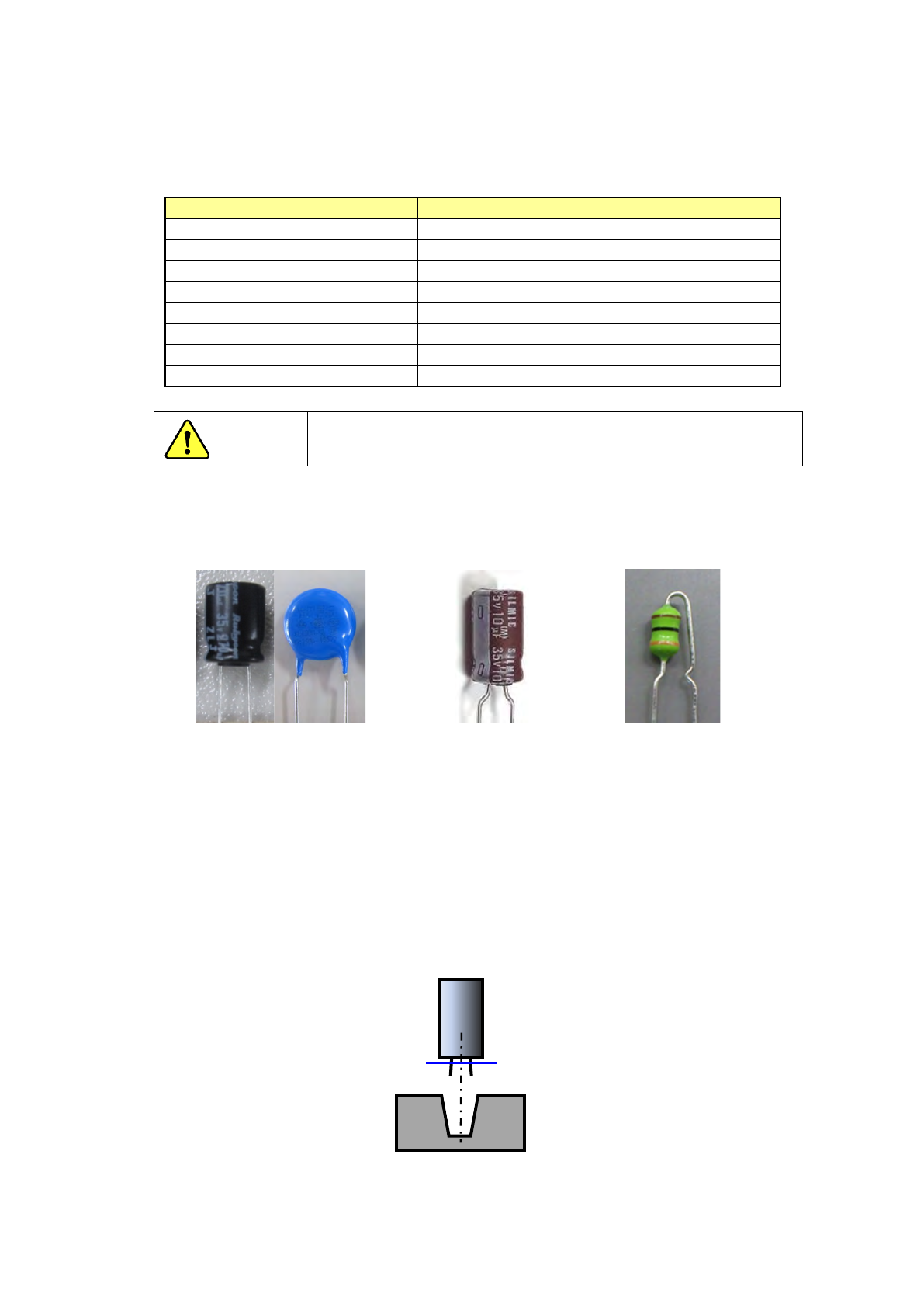
・引脚类型
请从「直脚」、「 成形」、「 电阻」中选择最为接近的一种引脚类型。
直脚
成形
电阻
・封装高度
设定除去插入元件引脚部分的封装部分的高度。
・引脚中心识别高度
将引脚末端(根部)设定为激光测定时的识别高度。
将在该位置测定的数据,用于引脚矫正时对准元件与矫正工具的位置。
设定的参考 : - ( 元件高度 – 元件接触面深度 – 引脚长度 + 1.00 )
激光测定

第 1 部 基本篇 第 4 章 制作生产程序
4-85
・凹型工具补偿量
设定引脚矫正时,在凹型工具的引脚补偿量。
・凸型工具补偿量
设定引脚矫正时,在凸型工具的引脚补偿量。
・重试次数
在引脚矫正后的可插入元件判定中,判定为不能贴片时,设定执行矫正重试处理的次数。
但在执行补偿量的调整处理时,应使用调整用的重试次数。
・生产中的补偿量调整
设定在生产中是否对凹型工具及凸型工具的补偿量进行调整。
对「从开始生产后的第 1 次矫正处理」或者「矫正重试处理的频度变高时」,自动执行补偿量
的调整。
即使设定为「不执行」也会实施矫正处理,各元件的适用补偿量不同,所以矫正重试次数可
能变多,也可能出现矫正失败。
为了避免上述问题,建议设定为「执行」。