JM-50使用说明书.pdf - 第360页
第 1 部 基本篇 第 4 章 制作生产程序 4- 60 (3) 定心 1) 激光定心时 设置 “ 吸嘴号 ” 、 “ 元件吸取 真空压 ” 、 “ 激光高度 ” 、 “ 元件形状 ” 、 “ 夹式 吸嘴数据 ” 、 “ Con fig4 基准 角度” 。 ① 吸嘴号 请从下拉式列表 中选择能够稳定吸取元件 的 吸嘴号 。 会显示标准吸嘴 ( 50 0 ~ 5 11 、 4501 、 4502 、 450 8 )以及 在设置中分配 的其…

第 1 部 基本篇 第 4 章 制作生产程序
4-59
④ 元件供给角度
输入 INS 带状的元件包装形式相对 JUKI 元件供给角度 0°的倾斜角度值。
有关详细,请参照「包装 1)编带的输入方法 ※JUKI 元件供给角度的定义」。
选择其他时,请在编辑供料器处输入角度。(0°~ 359.9875°)
⑤ 处理(On Hold)时间
仅在供料器类型为 MRF-L 或者 MAF-L 时设定。
设定实际等待时间占供料 ON 到供料 OFF 动作所需时间(每种供料器类型有设定值)的百分
比。初始值为 100%。
在 MRF-L/MAF-L 对象元件中,对元件本身很重的元件,因为 供料动作会花费时间,所以 这是
为了保证确实完成供料动作的时间。
⑥ 处理结束(Off Hold)时间:
仅在供料器类型为 MRF-L 或者 MAF-L 时设定。
设定实际等待时间占供料 OFF 到供料结束状态所需时间(每种供料器类型设定的值)的百分
比。初始值为 100%。
在 MRF-L/MAF-L 对象元件中,对 元件本身很重的元件,因为供料动作会花费时间,所以这是
为了保证确实完成供料动作的时间。
⑦ 供料类型
仅在供料器类型为 MRF-L 或者 MAF-L 时设定。
设定 MRF-L 或者 MAF-L 的供料类型。
・1 次传送:由 1 次供料动作,完成传送元件的类型。
・2 次传送:由 2 次供料动作,完成传送元件的类型。
⑧ 元件废弃
对定心时发生识别错误,或管脚翘起检查时发生错误的元件废弃方法进行设置。
有关详细情况,请参照“包装 1) 卷带的输入方法的④废弃元件”。
第 1 部 基本篇 第 4 章 制作生产程序
4-60
(3) 定心
1) 激光定心时
设置“吸嘴号”、“元件吸取真空压”、“激光高度”、“元件形状”、“夹式吸嘴数据”、“Config4 基准
角度”。
① 吸嘴号
请从下拉式列表中选择能够稳定吸取元件的吸嘴号。
会显示标准吸嘴(500~511、4501、4502、4508)以及在设置中分配的其他吸嘴号。
注意
设置可以在组合框选择的吸嘴号,读出机器设置的「读取吸嘴数据」处保存的吸嘴信
息。读取吸嘴 ini 文件,确认吸嘴分配到 ATC 后打开程序,实施编辑。
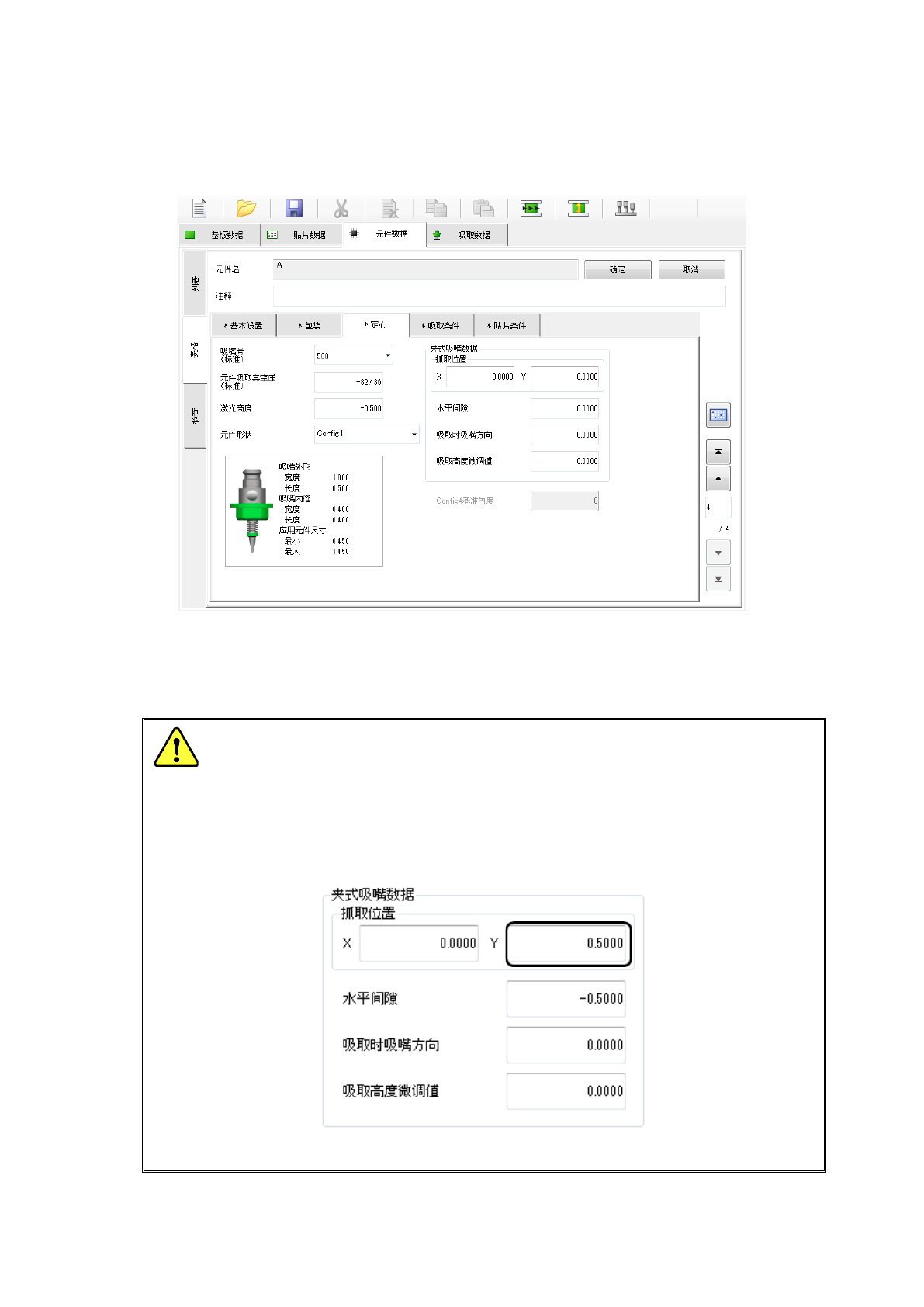
吸嘴分配至 ATC,所 设定的吸嘴为夹式吸嘴时,自动按照默认值设置吸嘴的抓取
位置。
有关夹式吸嘴,请参照“4-3-5-2 ⑦夹式吸嘴数据”。
例) 为 800 号吸嘴时 : 设置 800 号吸嘴的抓取位置 Y:0.5。
第 1 部 基本篇 第 4 章 制作生产程序
4-61
② 元件吸取真空压
可对生产时无元件的真空级别(在机器设置中设定)与按照本真空压吸取后的元件能否正常吸
取做出判断。输入使用吸嘴号中指定的吸嘴吸取元件时的真空压。
请点击显示真空压的位置,输入数值。
真空压力
吸嘴号
对应元件种类
-82.436 500
1005,1608,SOT(
塑封部
1.6×0.8),
2012,SOT(
塑封部
2.0×1.25)
-82.436
501
0603
-82.436
502
1005
-82.436 503
1608,SOT(
塑封部
1.6×0.8),
2012,SOT(
塑封部
2.0×1.25)
-82.436
504
2012,3216,SOT(
塑封部
2.0×1.25),SOT23
-82.436
505
铝质电解电容器
(
小
),
钽质电容器
,
微调电容器
-82.436 506
铝质电解电容器
(
中
), SOP (
狭幅
),
HSOP (
狭幅
), SOJ,
连接器
-82.436 507
铝质电解电容器
(
大
), SOP (
宽幅
),
HSOP (
宽幅
), TS O P, Q F P, PLCC, SOJ,
连接器
-82.436
508
Q F P, PLCC
-82.436
509
0402
显示的元件吸取真空压是大致的参照值。由于不同厂商,可能元件表面的规格各异,使用时,
请通过机器操作进行元件测量。
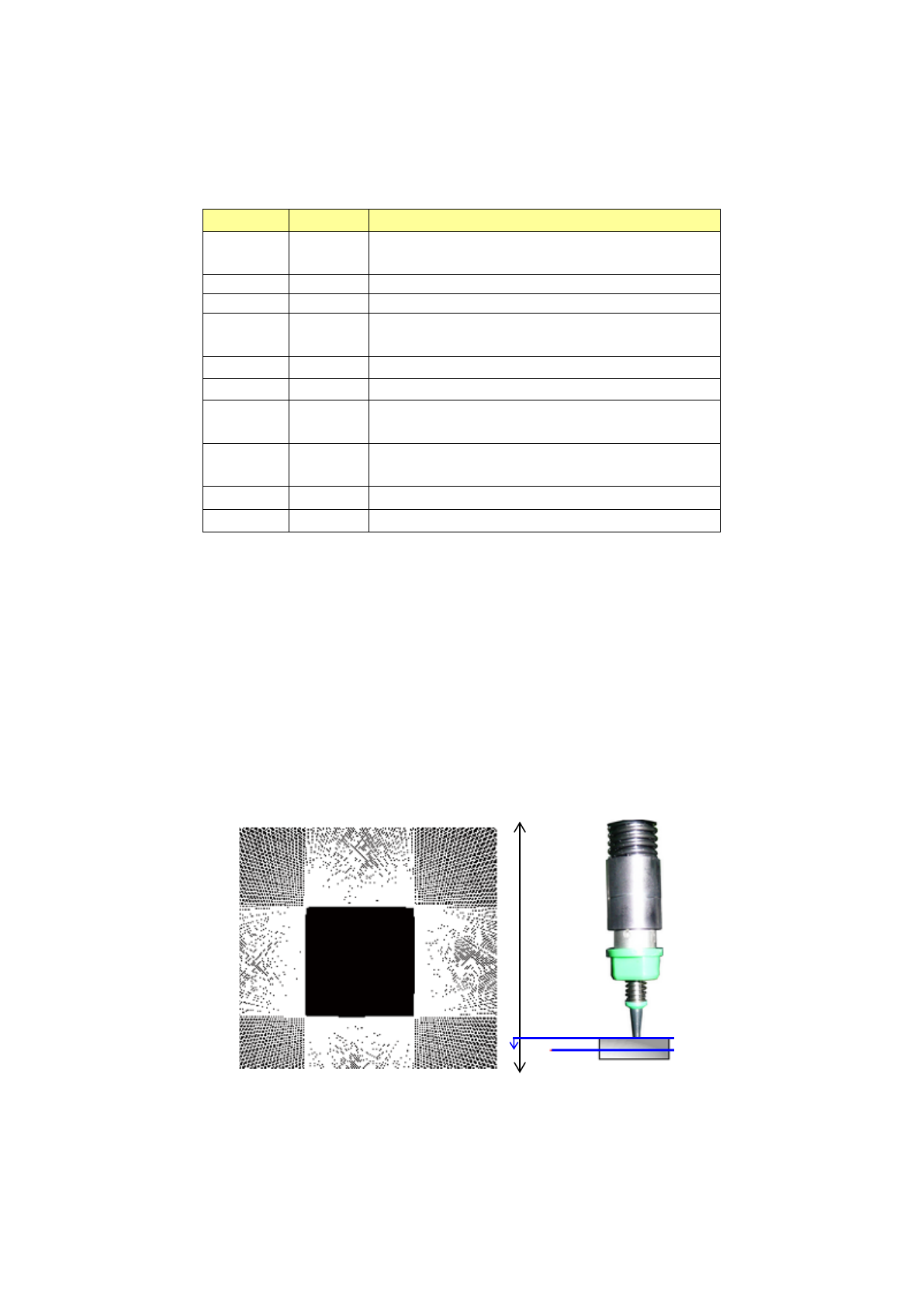
③ 激光高度
设置激光定心时的测量高度。
输入从吸嘴尖端到激光照射到的测量位置的尺寸。
虽然根据元件高度与元件种类自动决定初始值,但有时不同的元件(激光测定位置为圆筒形或
透明时等情况下),需要改变初始值。
此外,引脚前端或元件的表面/背面等不太遮挡激光的部分位于激光面(激光高度)时,有
时会出现激光识别错误。请设置可进行稳定识别的高度。
吸嘴尖端
激光高度
-Z
0